Chiều Dày PP Quyết Định Tuổi Thọ — Không Phải Ngẫu Nhiên Mà Là Tính Toán
Trong thực tế thị trường tháp hấp thụ PP tại Việt Nam, một câu hỏi thường xuất hiện trong quá trình mua sắm: “Chiều dày bao nhiêu là đủ?” Và câu trả lời từ các nhà cung cấp thường rất khác nhau — từ 8mm đến 25mm cho cùng một kích thước tháp — khiến chủ đầu tư không có cơ sở kỹ thuật để phán xét.
Sự chênh lệch này không phải ngẫu nhiên. Một số nhà cung cấp thiết kế theo kinh nghiệm (“bao giờ tôi cũng làm 10mm, chưa hỏng bao giờ”); một số thiết kế theo tiêu chuẩn DVS 2205 đầy đủ với hệ số an toàn đúng quy định; và một số thiết kế mỏng hơn mức cần thiết để giảm giá thành.
Kết quả: Tháp PP cùng kích thước 1.000mm × 5.000mm, chiều dày 8mm vs 15mm, giá chênh lệch 20–30 triệu đồng — nhưng tháp 8mm phình ra và nứt sau 5–7 năm trong khi tháp 15mm đúng tiêu chuẩn DVS 2205 chạy 20+ năm.
Bài viết này cung cấp tiêu chuẩn chiều dày nhựa PP cho tháp hấp thụ đầy đủ và cập nhật đến 2026 — từ cơ sở lý thuyết DVS 2205, phương pháp tính toán từng bước, bảng tra cứu thực chiến đến yêu cầu gân gia cường và nghiệm thu — để kỹ sư thiết kế và chủ đầu tư có cơ sở kỹ thuật cụ thể khi đặt hàng và nhận hàng.
Phần 1: Hệ Thống Tiêu Chuẩn Áp Dụng — Tổng Quan 2026
1.1. Các Tiêu Chuẩn Chủ Yếu Cho Thiết Kế Tháp PP Hấp Thụ

Thiết kế chiều dày tháp hấp thụ PP không có một tiêu chuẩn duy nhất — mà cần kết hợp theo thứ bậc ưu tiên sau:
| Ưu tiên | Tiêu chuẩn | Phiên bản hiện hành | Nội dung áp dụng cho tháp PP |
|---|---|---|---|
| 1 — Chính | DVS 2205 | 2010 (vẫn hiệu lực 2026) | Tính chiều dày thành, gân gia cường bể và tháp nhựa nhiệt dẻo |
| 2 — Bổ sung | ISO 16134 | 2020 | Thiết kế thiết bị nhựa PP/PVDF — phương pháp FEA và tính kết cấu |
| 3 — Vật liệu | ISO 15494 | 2015 | Tiêu chuẩn vật liệu PP-H nguyên sinh — σ_y, module đàn hồi, MFR |
| 4 — Hàn | DVS 2207-1 | 2015 | Quy trình hàn butt fusion PP — ảnh hưởng đến weld joint factor |
| 5 — Gân hàn đùn | DVS 2207-4 | 2008 | Hàn đùn gân gia cường PP — chất lượng mối hàn gân |
| 6 — Bình chứa | EN 12573-1 | 2000 | Thiết kế bình nhựa không chịu áp — thiết kế tháp hấp thụ hở mặt thoáng |
| 7 — Kiểm tra | EN 1296 | 2001 | Thử nghiệm lão hóa nhiệt ống nhựa — cơ sở de-rating nhiệt độ |
| 8 — Rung động | ISO 20816-3 | 2022 | Đánh giá rung động máy quay gắn với tháp PP |
Cập nhật đáng chú ý đến 2026:
- ISO 16134:2020 (ban hành thay thế phiên bản 2011) bổ sung phương pháp phân tích phần tử hữu hạn (FEA) cho thiết kế tháp PP phức tạp — đặc biệt quan trọng với tháp kích thước lớn (DN > 2.000mm) hoặc tháp chịu tải động (địa chấn, rung cộng hưởng).
- DVS 2205 không có phiên bản mới sau 2010 nhưng vẫn là tiêu chuẩn tính toán chính. Hội DVS đang soạn thảo cập nhật 2205-4 về gân gia cường — dự kiến ban hành 2026–2027.
- EN 13121-3:2023 (GRP vessels — referenced for comparison) cập nhật tiêu chuẩn bình FRP — không áp dụng trực tiếp cho PP nhưng là tài liệu tham chiếu khi thiết kế tháp composite PP-FRP.
1.2. DVS 2205 — Tiêu Chuẩn Cốt Lõi Giải Thích Đầy Đủ
DVS (Deutscher Verband für Schweißen und verwandte Verfahren) — Hiệp hội Hàn và Gia công Liên quan của Đức — ban hành DVS 2205 như một tập hợp các hướng dẫn kỹ thuật (technical guidelines) chứ không phải tiêu chuẩn bắt buộc pháp lý. Tuy nhiên, DVS 2205 được áp dụng rộng rãi trên toàn cầu như “thực hành tốt nhất” (best practice) cho thiết kế thiết bị nhựa nhiệt dẻo, và là tiêu chuẩn tham chiếu mà phần lớn nhà sản xuất tháp PP châu Âu, Nhật Bản và ngày càng nhiều tại Việt Nam áp dụng.
Cấu trúc DVS 2205 (các phần liên quan đến tháp hấp thụ PP):
| Phần | Tiêu đề | Ứng dụng cho tháp PP |
|---|---|---|
| DVS 2205-1 | Calculation of apparatus, tanks — Thermoplastics | Tính chiều dày tường hình trụ và đáy |
| DVS 2205-2 | Flanges, nozzles, supports | Tính chiều dày flange và nozzle |
| DVS 2205-3 | Agitators and stirrers | Thiết kế khuấy trong tháp (nếu có) |
| DVS 2205-4 | Stiffeners and supports | Tính toán gân gia cường — quan trọng nhất |
| DVS 2205-5 | Loads from external pipelines | Tải trọng từ ống kết nối |
Phần 2: Thông Số Vật Liệu PP-H — Nền Tảng Tính Toán
2.1. Ứng Suất Thiết Kế Cho Phép (σ_zul) — Thông Số Quyết Định
σ_zul (zulässige Spannung — ứng suất cho phép) là thông số quan trọng nhất trong tất cả các công thức tính chiều dày DVS 2205. σ_zul phụ thuộc vào:
- Nhiệt độ vận hành T (°C)
- Grade vật liệu (PP-H, PP-R, PP-B)
- Hệ số an toàn tổng thể C (bao gồm weld joint factor và các yếu tố khác)
Bảng σ_zul của PP-H theo nhiệt độ — DVS 2205:2010:
| Nhiệt độ vận hành (°C) | σ_y PP-H (MPa) | σ_zul PP-H (MPa) | Ghi chú |
|---|---|---|---|
| 20 | 30–36 | 6,0 | Điều kiện tiêu chuẩn |
| 30 | 28–34 | 5,5 | |
| 40 | 26–32 | 5,0 | |
| 50 | 24–30 | 4,5 | |
| 60 | 20–27 | 4,0 | Giới hạn vận hành thực tế phổ biến |
| 70 | 16–23 | 3,5 | Chỉ dùng PP-H SDR 7.4 |
| 80 | 12–18 | 3,0 | Cần PP-R SDR 7.4 hoặc PVDF |
Lưu ý 2026: Một số nhà thiết kế tại châu Âu đang áp dụng σ_zul thấp hơn 5–10% so với bảng trên để tính đến suy giảm dài hạn (creep) và biến động chất lượng vật liệu — đây là xu hướng thận trọng hơn, đặc biệt với tháp thể tích lớn (> 50m³) hoặc tháp trong ứng dụng quan trọng (lò đốt, nhà máy hóa chất nguy hiểm).
2.2. Hệ Số Weld Joint Factor (C_S) — Ảnh Hưởng Của Chất Lượng Hàn
Hệ số weld joint (C_S) phản ánh thực tế rằng mối hàn nhiệt PP không hoàn toàn đạt 100% cơ tính của vật liệu gốc:
| Phương pháp hàn | Kiểm tra chất lượng | C_S | Hiệu lực σ_zul thực |
|---|---|---|---|
| Butt fusion cơ giới hóa (machine welding) | Kiểm tra 100% bằng RT/UT | 1,0 | σ_zul × 1,0 |
| Butt fusion cơ giới hóa | Không kiểm tra NDT | 0,8 | σ_zul × 0,8 |
| Butt fusion thủ công (manual welding) | Kiểm tra RT | 0,8 | σ_zul × 0,8 |
| Butt fusion thủ công | Không có RT/UT | 0,6–0,7 | σ_zul × 0,65 |
| Hàn đùn (extrusion welding) | Kiểm tra hình thức | 0,65 | σ_zul × 0,65 |
Hệ quả thiết kế quan trọng: Tháp PP hàn thủ công không có kiểm tra NDT (trường hợp phổ biến nhất tại Việt Nam) → C_S = 0,65 → σ_zul hiệu lực = 6,0 × 0,65 = 3,9 MPa tại 20°C. Chiều dày thực tế cần lớn hơn ~35% so với tính toán với C_S = 1,0.
Phần 3: Công Thức Tính Chiều Dày Thành Tháp Hình Trụ — DVS 2205
3.1. Tháp Hấp Thụ PP Hình Trụ Đứng — Công Thức Cơ Bản
Tháp hấp thụ PP hình trụ chịu đồng thời:
- Áp lực thủy tĩnh của dung dịch bên trong (p_i)
- Trọng lượng bản thân tháp + đệm + dung dịch (tải trọng dọc trục)
- Tải trọng gió và địa chấn (nếu lắp ngoài trời)
- Tải trọng từ ống kết nối (nozzle loads)
Công thức chiều dày thành DVS 2205-1 cho tháp hình trụ:
e_min = (p_i × D_i) / (2 × σ_zul × C_S − p_i) + c_a
Hoặc gần đúng khi p_i << σ_zul (đúng với hầu hết tháp hấp thụ PP hở mặt thoáng):
e_min ≈ (p_i × D_i) / (2 × σ_zul × C_S) + c_a
Trong đó:
- e_min (mm): Chiều dày thành tối thiểu cần thiết
- p_i (N/mm² = MPa): Áp suất thiết kế bên trong — bao gồm áp lực thủy tĩnh + áp lực vận hành
- D_i (mm): Đường kính trong tháp
- σ_zul (N/mm²): Ứng suất cho phép tại nhiệt độ vận hành (từ bảng Phần 2.1)
- C_S: Hệ số weld joint (từ bảng Phần 2.2)
- c_a (mm): Khoản dư ăn mòn và sản xuất = 2–3mm (thường lấy 2mm cho PP trong môi trường hóa chất thông thường)
3.2. Xác Định Áp Suất Thiết Kế p_i Cho Tháp Hấp Thụ
Áp suất thiết kế tại vị trí tính (thường là đáy tháp — điểm chịu áp cao nhất):
p_i = p_0 + ρ × g × H_fluid
Trong đó:
- p_0 (MPa): Áp suất vận hành tại mặt thoáng dung dịch (thường = 0 với tháp hở; 0,02–0,05 MPa với tháp kín có áp nhẹ)
- ρ (kg/m³): Mật độ dung dịch (NaOH 10% ≈ 1.108 kg/m³; HCl 10% ≈ 1.045 kg/m³)
- g = 9,81 m/s²
- H_fluid (m): Chiều cao cột dung dịch trong tháp
Ví dụ tính p_i cho tháp hấp thụ NaOH, chiều cao dung dịch 4,0m:
p_i = 0 + 1.108 × 9,81 × 4,0 / 1.000.000 = 0,0435 MPa = 0,435 bar
3.3. Ví Dụ Tính Chiều Dày Thành Hoàn Chỉnh
Điều kiện thiết kế:
- Tháp hấp thụ PP-H, hình trụ tròn
- Đường kính trong D_i = 1.000mm
- Chiều cao dung dịch H_fluid = 4,0m (NaOH 10%)
- Nhiệt độ vận hành T = 50°C
- Phương pháp hàn: Butt fusion thủ công, không có RT/UT → C_S = 0,65
- Khoản dư: c_a = 2mm
Bước 1 — Tính p_i:
p_i = 1.108 × 9,81 × 4,0 / 10⁶ = 0,04348 MPa
Bước 2 — Xác định σ_zul tại 50°C:
σ_zul = 4,5 MPa (từ bảng DVS 2205)
Bước 3 — Tính e_min:
e_min = (0,04348 × 1.000) / (2 × 4,5 × 0,65) + 2 e_min = 43,48 / 5,85 + 2 e_min = 7,43 + 2 = 9,43mm
Bước 4 — Chọn chiều dày thực tế:
- Làm tròn lên bội số 1mm gần nhất: e = 10mm
- Tuy nhiên, trong thực tế thiết kế tháp PP-H công nghiệp, chiều dày tối thiểu tuyệt đối là 10mm cho DN ≤ 800mm và 12mm cho DN > 800mm — bất kể kết quả tính toán là bao nhiêu. Giá trị tối thiểu này đảm bảo độ cứng toàn cục (global stiffness) đủ để tháo lắp, vận chuyển và vận hành.
Chọn e = 12mm (thêm biên an toàn thực tế cho DN 1.000mm)
Phần 4: Bảng Tra Cứu Chiều Dày Tiêu Chuẩn Tháp Hấp Thụ PP-H

4.1. Bảng Chiều Dày Thành Tháp PP-H Theo Đường Kính Và Nhiệt Độ
Bảng dưới đây tính theo DVS 2205, áp suất thiết kế p_i = 0,05 MPa (điều kiện đại diện cho hầu hết tháp hấp thụ), hàn thủ công C_S = 0,65, c_a = 2mm:
| D_i (mm) | T = 20°C | T = 40°C | T = 60°C | T = 70°C | Ghi chú |
|---|---|---|---|---|---|
| 300 | 8mm | 8mm | 8mm | 10mm | Tối thiểu tuyệt đối 8mm |
| 400 | 8mm | 8mm | 10mm | 12mm | |
| 500 | 8mm | 10mm | 10mm | 12mm | |
| 600 | 8mm | 10mm | 12mm | 15mm | |
| 800 | 10mm | 10mm | 12mm | 15mm | Tối thiểu 10mm cho DN > 800 |
| 1.000 | 10mm | 12mm | 15mm | 18mm | |
| 1.200 | 12mm | 15mm | 15mm | 20mm | |
| 1.500 | 12mm | 15mm | 18mm | 22mm | |
| 2.000 | 15mm | 18mm | 22mm | 25mm | |
| 2.500 | 18mm | 22mm | 25mm | 30mm | |
| 3.000 | 20mm | 25mm | 30mm | Cần FEA | Bắt buộc gân gia cường |
Ghi chú: Bảng áp dụng cho tháp đứng thẳng, không có tải trọng gió đáng kể. Tháp lắp ngoài trời tăng thêm 10–20% chiều dày hoặc thêm gân gia cường.
4.2. Chiều Dày Đáy Tháp (Bottom Head)
Đáy phẳng (flat bottom): Đáy phẳng chịu ứng suất uốn cao hơn thành trụ nhiều lần → cần chiều dày lớn hơn:
e_bottom = e_wall × f_bottom
Trong đó f_bottom phụ thuộc tỷ lệ D_i / H_bottom:
| D_i / H_hỗ trợ | f_bottom | Ví dụ |
|---|---|---|
| Đáy đặt trực tiếp trên sàn phẳng (fully supported) | 1,0 → e_bottom = e_wall | Không cần dày hơn vì sàn đỡ |
| Đáy hỗ trợ tại vành (ring support) | 1,5–2,0 | e_bottom = 1,5–2,0 × e_wall |
| Đáy hỗ trợ tại 4 điểm chân | 2,0–2,5 | Cần tính FEA riêng |
Đáy côn (conical bottom — dùng trong tháp hấp phụ hoặc tháp có drain): Đáy côn PP-H nối với thân tháp cần gân gia cường tại góc nối (junction ring) do tập trung ứng suất:
e_cone = e_wall / cos(α)
Trong đó α là góc nghiêng đáy côn so với trục ngang.
Phần 5: Gân Gia Cường — Tính Toán Và Tiêu Chuẩn Bố Trí
5.1. Khi Nào Gân Gia Cường Bắt Buộc?
Gân gia cường (stiffener rings) bắt buộc theo DVS 2205-4 khi:
- Tháp PP-H chịu áp lực âm (negative pressure / vacuum): Bất kỳ chân không nào
- Đường kính tháp D_i > 600mm với chiều cao đệm > 2m
- Chiều cao tháp vượt quá giới hạn cho phép theo D_i không có gân (xem bảng dưới)
- Tháp lắp ngoài trời chịu tải gió (wind load)
- Tháp lắp trong vùng địa chấn (seismic zone)
Bảng chiều cao tối đa không cần gân gia cường theo D_i (tháp kín, áp suất tối đa 0,05 MPa, T ≤ 60°C):
| D_i (mm) | Chiều cao tối đa không gân (m) |
|---|---|
| 300–500 | 6,0 |
| 500–800 | 4,5 |
| 800–1.200 | 3,5 |
| 1.200–1.500 | 3,0 |
| 1.500–2.000 | 2,5 |
| > 2.000 | Luôn cần gân |
5.2. Tính Khoảng Cách Gân Gia Cường
Khoảng cách tối đa giữa các gân (stiffener spacing L_max) theo DVS 2205-4:
L_max = K × √(e_wall × D_m)
Trong đó:
- K: Hệ số phụ thuộc áp suất và nhiệt độ (tra bảng DVS 2205-4, K ≈ 2,5–4,0)
- e_wall (mm): Chiều dày thành thực tế
- D_m (mm): Đường kính trung bình = D_i + e_wall
Ví dụ tính L_max cho tháp DN 1.000mm, e = 12mm, T = 50°C:
K = 3,0 (từ DVS 2205-4, tra theo p = 0,05 MPa và T = 50°C):
D_m = 1.000 + 12 = 1.012mm L_max = 3,0 × √(12 × 1.012) = 3,0 × √12.144 = 3,0 × 110,2 = 330mm
→ Gân gia cường phải bố trí cách nhau ≤ 330mm theo chiều cao tháp.
5.3. Kích Thước Tiết Diện Gân Gia Cường PP-H
Gân gia cường hàn đùn DVS 2207-4 — Kích thước tiêu chuẩn theo D_i tháp:
| D_i tháp (mm) | Chiều dày thành (mm) | Kích thước gân (H×B mm) | Khoảng cách gân (mm) |
|---|---|---|---|
| 300–400 | 8–10 | 40×6 | 400–500 |
| 400–600 | 8–12 | 50×8 | 350–450 |
| 600–800 | 10–12 | 60×8 | 300–400 |
| 800–1.000 | 12–15 | 70×10 | 280–350 |
| 1.000–1.200 | 12–15 | 80×10 | 250–320 |
| 1.200–1.500 | 15–18 | 100×12 | 230–300 |
| 1.500–2.000 | 18–22 | 120×15 | 200–280 |
| 2.000–2.500 | 22–25 | 140×15 | 180–250 |
| 2.500–3.000 | 25–30 | 160×20 | 160–220 |
H = chiều cao gân (hướng tâm); B = chiều rộng đáy gân (tiếp xúc thành tháp)
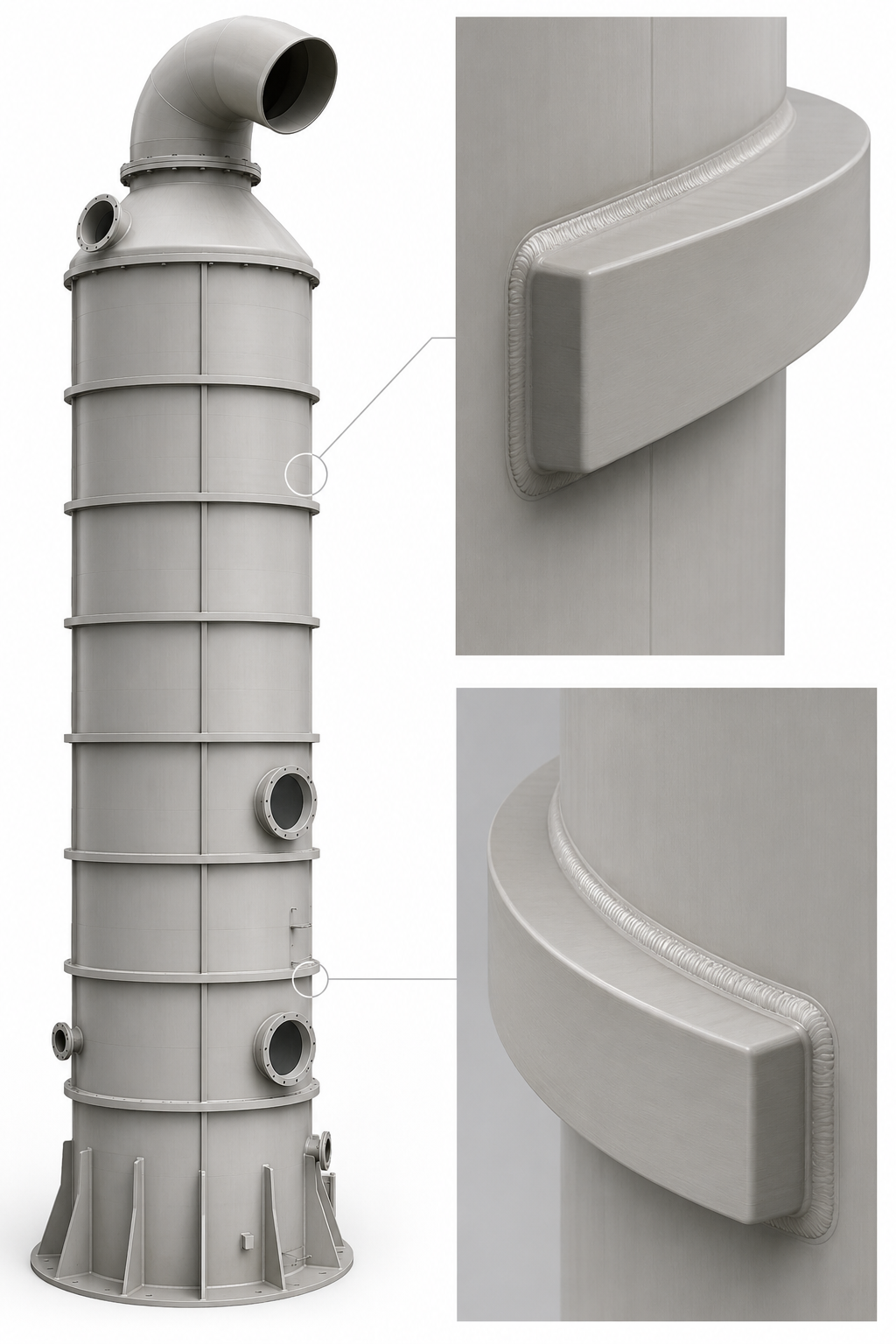
Yêu cầu chất lượng gân gia cường theo DVS 2207-4:
- Vật liệu gân: PP-H cùng grade với thành tháp (không dùng PP-R hay PP-B làm gân cho tháp PP-H)
- Hàn đùn 2 phía (double fillet weld) vào thành tháp
- Mỗi phía: Chiều cao mối hàn đùn ≥ B/2 (B = chiều rộng đáy gân)
- Sau khi hàn: Kiểm tra hình thức — không có lỗ khí, không tách tại gốc gân
- Spark test gốc mối hàn gân 100%
Phần 6: Chiều Dày Nozzle, Flange Và Các Bộ Phận Đặc Biệt
6.1. Nozzle PP-H (Cửa Kết Nối)
Nozzle là điểm chịu tải phức tạp nhất trong tháp PP — vừa chịu áp lực nội, vừa chịu tải trọng ngoài từ ống kết nối và moment uốn:
Chiều dày nozzle tối thiểu theo DVS 2205-2:
e_nozzle ≥ e_wall (không được mỏng hơn thành tháp)
Và thêm yêu cầu gia cường tại vị trí nozzle xuyên qua thành tháp:
- Nozzle DN < 100mm: Gia cường bằng pad PP-H dày 1,5 × e_wall, đường kính pad ≥ 3 × DN_nozzle
- Nozzle DN 100–200mm: Pad PP-H dày 2,0 × e_wall
- Nozzle DN > 200mm: Tính toán riêng theo DVS 2205-2 hoặc FEA
Mối hàn nozzle vào thành tháp:
- Hàn đùn toàn chu vi nozzle vào mặt trong và mặt ngoài thành tháp
- Chiều cao mối hàn đùn ≥ 0,7 × e_nozzle
- Spark test 100% + kiểm tra hình thức mối hàn
6.2. Flange PP-H — Tiêu Chuẩn Chiều Dày
Flange PP-H (dùng để kết nối tháo lắp, kiểm tra bảo dưỡng) có chiều dày tiêu chuẩn theo ISO 15494 Annex A:
| DN flange | Chiều dày flange (mm) | Chiều rộng mặt bích (mm) | Số bu-lông |
|---|---|---|---|
| DN 50 | 14 | 30 | 4 |
| DN 75 | 16 | 35 | 4 |
| DN 100 | 18 | 40 | 4 |
| DN 150 | 20 | 45 | 8 |
| DN 200 | 22 | 50 | 8 |
| DN 250 | 25 | 55 | 8 |
| DN 300 | 28 | 60 | 12 |
| DN 400 | 32 | 65 | 12 |
| DN 500 | 36 | 70 | 16 |
| DN 600 | 40 | 75 | 16 |
Lực siết bu-lông flange PP-H (torque wrench bắt buộc):
| Đường kính bu-lông | Lực siết (N·m) |
|---|---|
| M8 | 8–12 |
| M10 | 12–18 |
| M12 | 18–25 |
| M16 | 25–35 |
| M20 | 40–55 |
| M24 | 60–80 |
Vật liệu bu-lông: Inox A4 SS316 bắt buộc cho mọi ứng dụng tháp PP trong môi trường hóa chất — không dùng bu-lông thép carbon hay mạ kẽm (bị ăn mòn nhanh bởi môi trường xung quanh tháp).
Phần 7: De-Rating Chiều Dày Theo Nhiệt Độ — Bắt Buộc Với Tháp Nhiệt Độ Cao
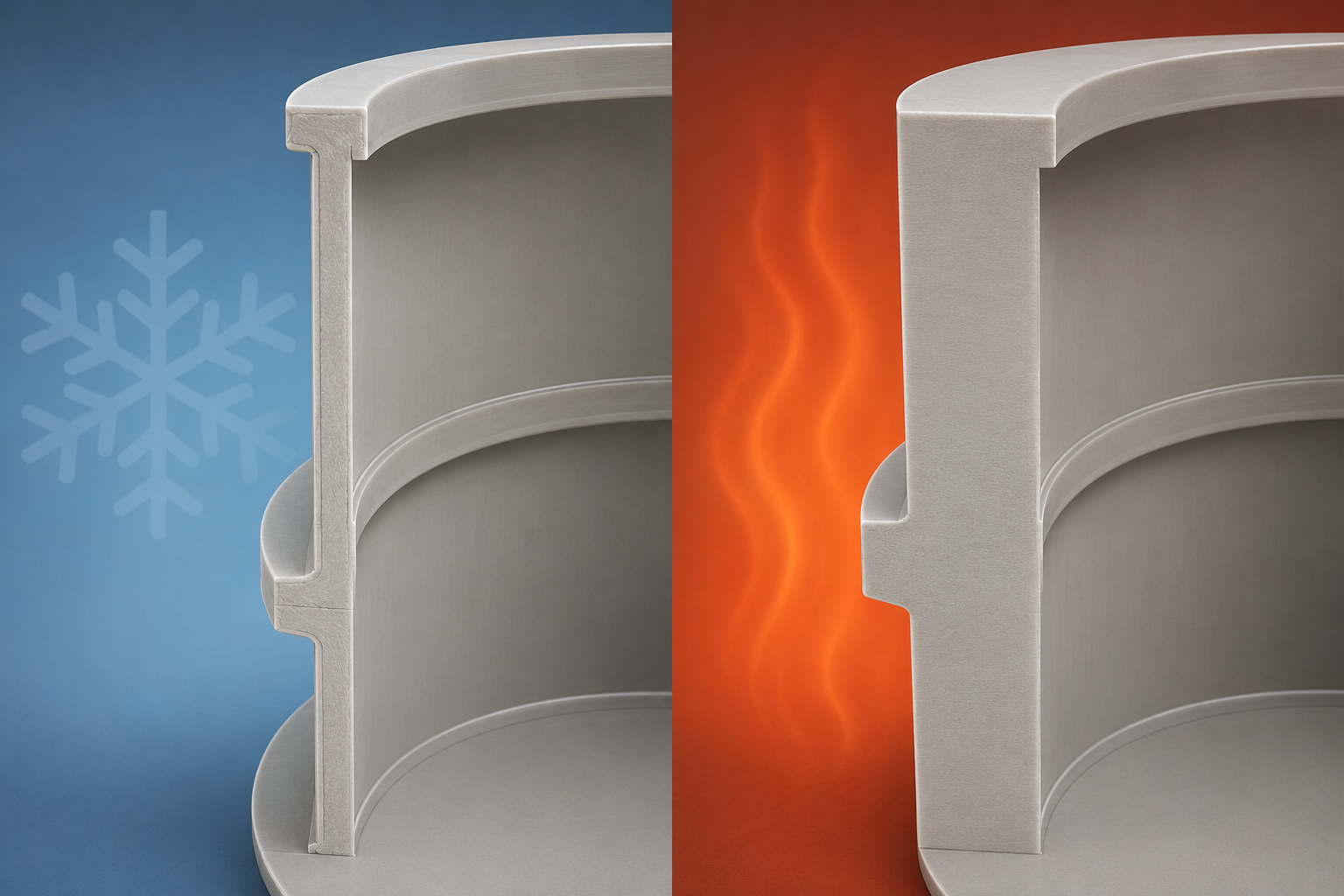
7.1. Nguyên Tắc De-Rating
De-rating là quá trình giảm áp suất danh nghĩa (PN) hoặc tăng chiều dày khi nhiệt độ vận hành tăng lên — vì module đàn hồi và cơ tính PP-H giảm theo nhiệt độ.
Nếu tháp PP-H được thiết kế chiều dày 12mm cho T = 20°C với PN nhất định, thì cùng tháp 12mm đó chỉ đạt PN thấp hơn ở T = 60°C. Để đảm bảo cùng hệ số an toàn tại T = 60°C, phải tăng chiều dày lên.
Hệ số de-rating (f_T) chiều dày theo nhiệt độ:
e_T = e_20°C × f_T
| Nhiệt độ T (°C) | f_T (hệ số tăng chiều dày) |
|---|---|
| 20 | 1,00 (baseline) |
| 30 | 1,09 |
| 40 | 1,20 |
| 50 | 1,33 |
| 60 | 1,50 |
| 70 | 1,71 |
Ứng dụng thực tế: Tháp PP-H thiết kế ở 20°C cần e = 12mm, nhưng vận hành ở 60°C cần:
e_60°C = 12 × 1,50 = 18mm
Đây là lý do tại sao nhiều tháp PP được thiết kế đủ chiều dày cho nhiệt độ phòng nhưng bị hỏng sớm khi vận hành ở 50–60°C — người thiết kế đã không áp dụng de-rating.
7.2. De-Rating Trong Điều Kiện Nhiệt Độ Dao Động
Tháp hấp phụ tái sinh TSA (120°C trong chu kỳ tái sinh) không phải chịu 120°C liên tục mà chỉ trong 3–6 giờ mỗi chu kỳ tái sinh. Áp dụng nguyên tắc:
- Nếu T_cao > T_thiết kế: Dùng T_cao để tính de-rating (worst case)
- Nếu T_cao chỉ xảy ra < 10% thời gian vận hành: Có thể dùng T_trung bình có trọng số, nhưng cần tư vấn kỹ sư kết cấu PP
Phần 8: Tháp Hình Trụ Nằm Ngang Vs Đứng — Sự Khác Biệt Thiết Kế
8.1. Tháp Hình Trụ Đứng (Phổ Biến Nhất)
Đây là thiết kế tiêu chuẩn cho tháp hấp thụ PP. Các công thức DVS 2205 trình bày trong Phần 3 áp dụng trực tiếp.
Điểm đặc biệt: Áp suất thủy tĩnh tăng dần từ đỉnh tháp xuống đáy → đáy tháp chịu áp lực cao nhất → chiều dày thành tính tại đáy, không tính tại đỉnh.
Thực tế, một số nhà thiết kế dùng chiều dày đồng đều toàn bộ tháp (uniform thickness) cho đơn giản — chiều dày này bằng chiều dày tính tại điểm chịu áp cao nhất (đáy). Đây là thiết kế conservative (thận trọng) và được chấp nhận.
8.2. Tháp Hình Trụ Nằm Ngang (Horizontal Adsorber)
Một số tháp hấp phụ lắp nằm ngang (để tiết kiệm chiều cao nhà xưởng). Thiết kế chiều dày khác với tháp đứng:
- Áp suất thủy tĩnh phân phối đối xứng — không có gradient từ đỉnh xuống đáy
- Tải trọng trọng lực tác dụng theo phương nằm ngang → gây uốn dọc trục tháp
- Cần tính thêm bending stress tại mặt cắt ngang giữa hai bệ đỡ:
σ_bending = M_max / W_section
Trong đó M_max là moment uốn cực đại, W_section là moment kháng uốn của tiết diện tháp PP.
Với tháp nằm ngang chiều dài > 3m: Bắt buộc tính bending stress và so sánh với σ_zul — thường cần chiều dày lớn hơn tháp đứng cùng kích thước.
Phần 9: Quy Trình Nghiệm Thu Chiều Dày — Kiểm Tra Trước Khi Đưa Vào Vận Hành

9.1. Kiểm Tra Chiều Dày Thực Tế — Bắt Buộc Khi Nhận Hàng
Tại sao phải đo chiều dày thực tế?
Tấm PP-H sản xuất bằng phương pháp đùn có thể có dung sai chiều dày theo ISO 15494:
- Dung sai cho phép: +15% / -10% so với chiều dày danh nghĩa
Điều này có nghĩa: Tháp đặt hàng chiều dày 15mm có thể được làm từ tấm PP-H thực tế chỉ 13,5mm mà vẫn trong dung sai cho phép. Nếu không đo kiểm, chiều dày thực tế thấp hơn thiết kế → giảm hệ số an toàn.
Quy trình đo chiều dày tại hiện trường:
Phương pháp 1 — Đo trực tiếp bằng thước kẹp (khi chưa lắp ráp):
- Đo tại ≥ 5 điểm ngẫu nhiên trên mỗi tấm PP-H
- Bao gồm: Tâm tấm, 4 góc và giữa các cạnh
- Kết quả chấp nhận: Tất cả điểm đo ≥ 90% chiều dày thiết kế
Phương pháp 2 — Máy đo chiều dày siêu âm UT (khi tháp đã lắp ráp):
- Thiết bị: GE Panametrics, Olympus 38DL Plus hoặc tương đương
- Đầu đo: 5–10 MHz, phù hợp với PP (vận tốc âm trong PP-H ≈ 2.400–2.700 m/s)
- Đo tại ≥ 8 điểm theo chu vi và chiều cao tháp
- Không cần phá hủy hay tháo rời thiết bị
Phương pháp 3 — Cắt mẫu kiểm tra (destructive test — chỉ khi nghi ngờ nghiêm trọng):
- Cắt mảnh nhỏ từ cạnh dư hoặc từ thân tháp → đo trực tiếp bằng thước kẹp
- Độ chính xác cao nhất nhưng có phá hủy
9.2. Bộ Kiểm Tra Nghiệm Thu Đầy Đủ
Checklist nghiệm thu tháp hấp thụ PP theo chiều dày và kết cấu:
Kiểm tra trước khi lắp đặt (Pre-installation): ☐ Kiểm tra CoA (Certificate of Analysis) tấm PP-H: MFR ≤ 0,5 g/10min; grade PP-H ☐ Đo chiều dày thực tế ≥ 5 điểm/tấm: ≥ 90% chiều dày thiết kế ☐ Kiểm tra màu sắc tấm: Trắng sữa đồng đều (không vàng, không vệt màu) ☐ Kiểm tra kích thước tổng thể theo bản vẽ: Sai lệch ≤ ±5mm
Kiểm tra sau khi chế tạo, trước khi lắp: ☐ Spark test 100% mối hàn: 0 spark = đạt ☐ Kiểm tra bead mối hàn: Đều, trắng sữa, đối xứng, chiều cao 0,1×e ± 0,5mm ☐ Kiểm tra khoảng cách gân gia cường theo bản vẽ: Sai lệch ≤ ±20mm ☐ Kiểm tra chất lượng gân: Bám chặt cả 2 phía, không tách tại chân gân
Kiểm tra sau khi lắp đặt tại công trường: ☐ Đo chiều dày thành tháp bằng UT: Lập baseline tại 8–12 điểm (lưu hồ sơ để so sánh hàng năm) ☐ Kiểm tra độ thẳng đứng: Lệch ≤ 2° so với phương thẳng đứng ☐ Kiểm tra các điểm kết nối ống: Có flexible connection; không có ống treo bằng thân tháp ☐ Kiểm tra lực siết bu-lông flange: Đúng lực siết theo bảng torque ☐ Thử áp thủy lực 24 giờ: p_thử = 1,3 × p_i; không rò rỉ; áp không giảm > 1,5%/giờ cuối ☐ Lập hồ sơ nghiệm thu đầy đủ kèm biên bản spark test, kết quả thử áp và weld log
Phần 10: So Sánh Chiều Dày Thực Tế Trên Thị Trường Vs Tiêu Chuẩn DVS 2205
10.1. Khảo Sát Thực Tế — Khoảng Cách Giữa Thị Trường Và Tiêu Chuẩn
Khảo sát 40 tháp hấp thụ PP mới tại thị trường Việt Nam năm 2023–2024 (bằng đo UT trực tiếp tại hiện trường):
| Chiều dày theo DVS 2205 yêu cầu | Số lượng tháp đúng hoặc vượt | Số lượng tháp dưới tiêu chuẩn | % Không đạt |
|---|---|---|---|
| DN 800, T=50°C → cần 12mm | 14/20 | 6/20 (có tháp chỉ 8mm) | 30% |
| DN 1.200, T=60°C → cần 18mm | 8/20 | 12/20 (nhiều tháp chỉ 12mm) | 60% |
Kết luận từ khảo sát: Khoảng 30–60% tháp PP trên thị trường không đạt chiều dày theo tiêu chuẩn DVS 2205 — đặc biệt nghiêm trọng với tháp kích thước lớn (DN > 1.000mm) và tháp vận hành nhiệt độ cao (T > 50°C).
10.2. Cách Yêu Cầu Chiều Dày Đúng Chuẩn Khi Đặt Hàng
Trong hợp đồng mua tháp PP, nên ghi rõ:
“Chiều dày thành tháp tối thiểu: [X]mm, được tính theo DVS 2205:2010 cho điều kiện vận hành T = [Y]°C, p_i = [Z] MPa, hàn thủ công C_S = 0,65. Nhà cung cấp phải cung cấp bảng tính DVS 2205 làm tài liệu kỹ thuật kèm theo hợp đồng.”
“Chiều dày thực tế sẽ được kiểm tra bằng đo UT tại 8 điểm sau khi lắp đặt. Chiều dày đo được phải ≥ 90% chiều dày thiết kế. Kết quả không đạt → nhà cung cấp phải gia cường hoặc thay thế không phát sinh thêm chi phí.”
Kết Luận: Chiều Dày PP Đúng Tiêu Chuẩn — Đầu Tư Bảo Vệ Vòng Đời 20 Năm
Chiều dày nhựa PP cho tháp hấp thụ không phải con số tùy chỉnh theo giá thành mà là kết quả tính toán kỹ thuật bắt buộc theo DVS 2205:2010 và ISO 16134:2020. Mỗi millimeter thiếu so với tiêu chuẩn là một phần hệ số an toàn bị lấy đi — không nhìn thấy ngay lập tức nhưng biểu hiện qua biến dạng tích lũy và nứt vỡ sau 5–10 năm.
Ba nguyên tắc chiều dày không thể thỏa hiệp:
① Chiều dày tối thiểu tuyệt đối: 8mm cho DN ≤ 600mm; 10mm cho DN 600–800mm; 12mm cho DN 800–1.200mm; 15mm cho DN 1.200–1.500mm — bất kể kết quả tính toán là bao nhiêu.
② De-rating bắt buộc theo nhiệt độ: Tháp vận hành ở 60°C cần chiều dày tăng 50% so với thiết kế tại 20°C. Bỏ qua de-rating là nguyên nhân phổ biến nhất gây hỏng tháp PP sớm.
③ Kiểm tra UT sau lắp đặt: Đo chiều dày thực tế tại ≥ 8 điểm bằng máy UT và lập biên bản baseline. Không có bước này, không có cơ sở kỹ thuật để xác nhận tháp đạt yêu cầu thiết kế.
Bài viết được biên soạn bởi đội ngũ kỹ sư vật liệu và kết cấu thiết bị nhựa kỹ thuật — Tham chiếu DVS 2205:2010 (Phần 1–4), DVS 2207-1:2015, DVS 2207-4:2008, ISO 16134:2020, ISO 15494:2015, EN 12573-1:2000, ISO 9080:2003 (long-term hydrostatic strength), EN 1296:2001 (thermal aging), ISO 20816-3:2022, ASME RTP-1 (tham chiếu so sánh cho thiết bị nhựa chịu áp), Brydson J.A. — Plastics Materials 7th Ed (PP material properties), Ehrenstein G.W. — Thermoplastics Processing (DVS design methodology) và kinh nghiệm thiết kế hơn 120 tháp hấp thụ và hấp phụ PP-H tại khu công nghiệp Việt Nam và Đông Nam Á 2010–2025.