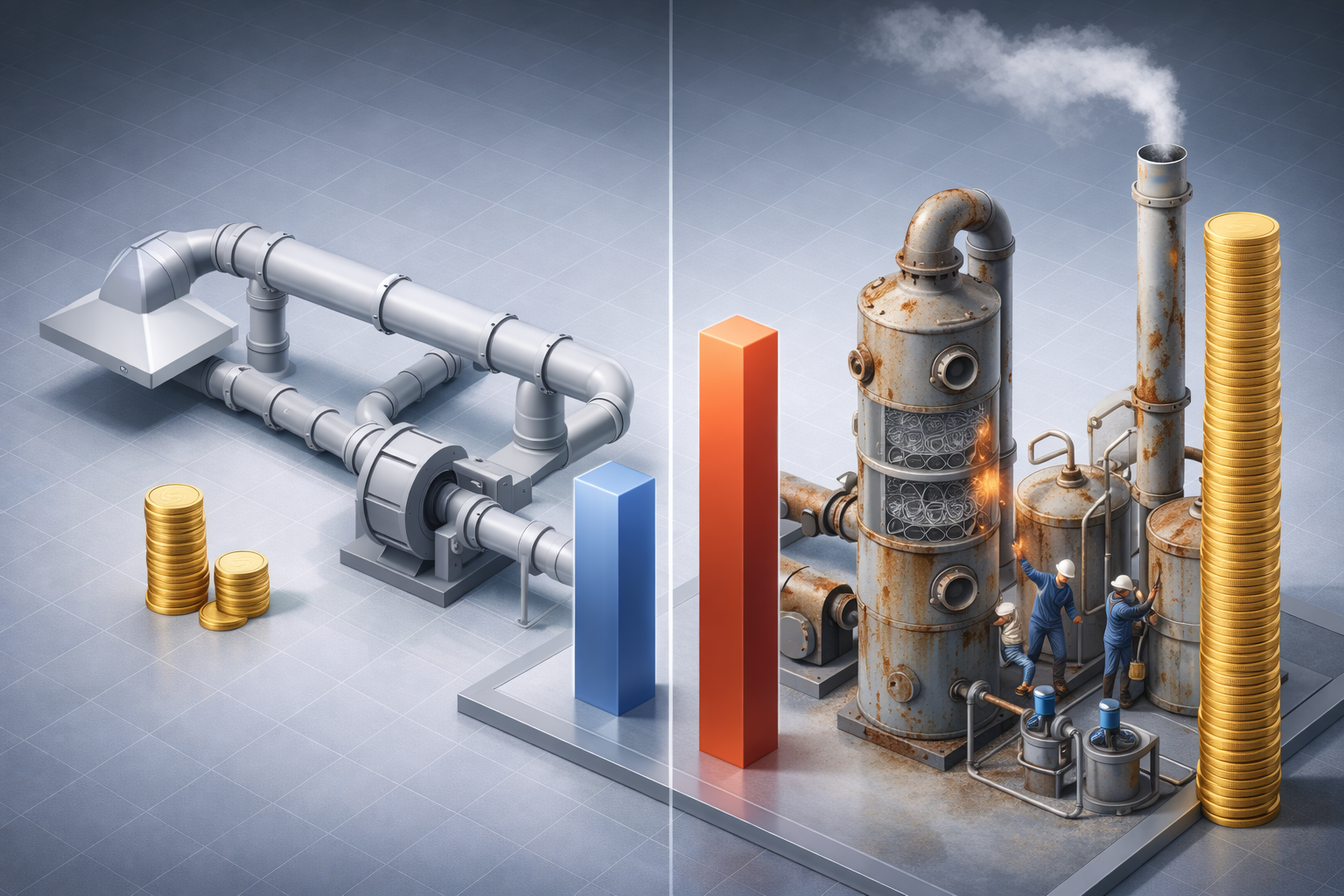
Khi một giám đốc nhà máy nhìn vào bảng báo giá hai hệ thống xử lý khí thải — tháp và ống dẫn bằng thép sơn epoxy giá 280 triệu VNĐ, và hệ thống tương đương bằng nhựa PP-H giá 350 triệu VNĐ — phản ứng tự nhiên thường là chọn thép. Chênh lệch 70 triệu VNĐ ban đầu có vẻ đáng kể. Nhưng sau 18 tháng vận hành trong môi trường HCl 800 ppm, ống thép bắt đầu rỉ sét và rò rỉ. Sau 4 năm, hệ thống thép đã tốn thêm 420 triệu cho sơn phủ lại, vá sửa và thay thế từng đoạn. Cộng khoản phạt 200 triệu vì rò rỉ khí làm ô nhiễm không gian làm việc. Tổng cộng: 900 triệu trong 4 năm.
Hệ thống PP-H: Bảo trì 30 triệu trong 4 năm (kiểm tra định kỳ, vài lần siết mặt bích). Tổng cộng: 380 triệu.
Đây không phải trường hợp giả định — đây là thực tế phổ biến tại hàng trăm nhà máy trên khắp Việt Nam. Và câu chuyện đó lý giải tại sao nhựa PP-H (Polypropylene Homopolymer) không chỉ là giải pháp kỹ thuật phù hợp cho xử lý khí thải acid và kiềm — mà còn là giải pháp kinh tế tối ưu nhất trong toàn bộ vòng đời hệ thống.
Bài viết này phân tích toàn diện từ cơ chế khoa học tạo nên độ bền của PP, đến phân tích chi phí vòng đời (TCO) định lượng so sánh với thép và FRP, bao gồm mọi thành phần của hệ thống xử lý khí thải.
1. Tại Sao PP Bền — Cơ Chế Khoa Học Làm Nền Tảng Cho Mọi Lợi Thế Kinh Tế

1.1. Kháng Hóa Học Từ Cấp Độ Phân Tử — Không Phụ Thuộc Lớp Sơn Phủ
Điểm khác biệt căn bản giữa PP và thép trong môi trường khí thải acid:
Thép bảo vệ bởi lớp sơn epoxy — một lớp phủ 200–500 μm mỏng manh, phụ thuộc vào:
- Chất lượng chuẩn bị bề mặt (blast cleaning SA 2.5 tiêu tốn thời gian và chi phí)
- Chất lượng thi công sơn (độ ẩm, nhiệt độ, kỹ năng thợ)
- Khả năng chịu va đập và rung động của màng sơn
- Tính toàn vẹn của màng sơn tại mối hàn, co và mặt bích
Chỉ cần một điểm sơn bị tróc, vi nứt, hoặc va đập cơ học → HCl, SO₂ tiếp cận thép → Ăn mòn điện hóa bắt đầu → Lan rộng bên dưới màng sơn mà mắt thường không thấy.
PP-H bảo vệ bởi cấu trúc polymer — không phải lớp phủ ngoài:
Chuỗi phân tử PP-H [−CH₂−CH(CH₃)−]ₙ chỉ gồm liên kết C−C và C−H không phân cực, với độ kết tinh 60–70%:
- Không có vị trí tấn công hóa học: Acid H⁺ không thể proton hóa liên kết C−C. Kiềm OH⁻ không thể thủy phân mạch polymer. Ion Cl⁻, SO₄²⁻ không có cơ chế tấn công
- Hàng rào khuếch tán phân tử: Vùng tinh thể mật độ cao ngăn phân tử khí acid khuếch tán qua thành ống/tháp
- Không có quá trình điện hóa: PP không dẫn điện → Không có oxy hóa anodic như thép
Kết quả định lượng: Sau 20 năm tiếp xúc liên tục với HCl 15%, chiều dày PP-H giảm < 0,1mm (< 1% chiều dày ban đầu). So sánh: Thép không sơn bị ăn mòn hoàn toàn trong 2–6 tháng; Thép sơn epoxy tốt kéo dài đến 3–7 năm trước khi cần thay thế.
1.2. Ba Loại Lão Hóa Ảnh Hưởng PP — Và Cách Kiểm Soát
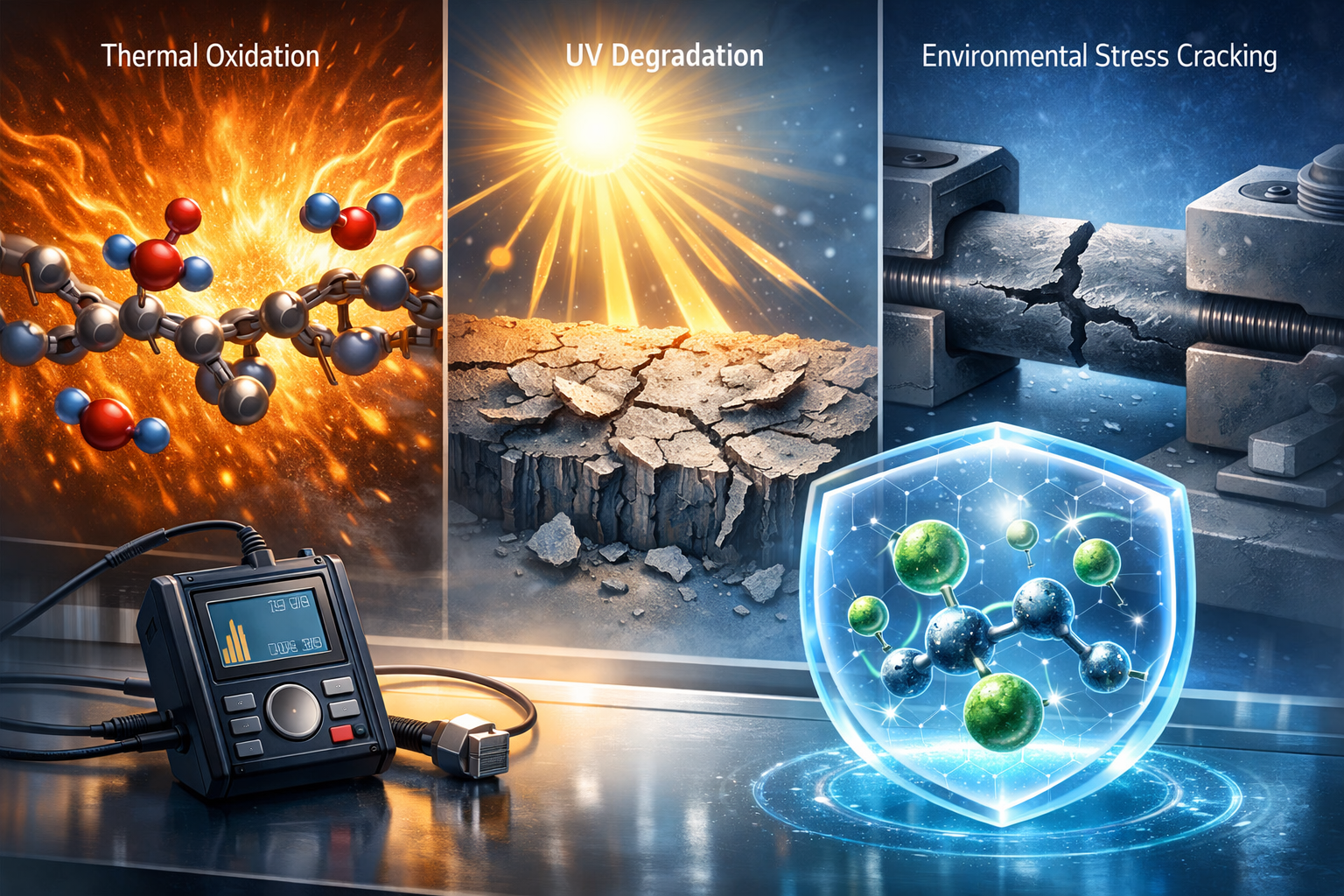
PP-H không bất tử — nó lão hóa theo ba cơ chế chính, nhưng đều có thể kiểm soát:
Lão hóa 1 — Oxy hóa nhiệt (Thermal oxidation):
Oxy hòa tan trong môi chất phản ứng với mạch PP theo cơ chế gốc tự do (radical chain reaction). Tốc độ phụ thuộc vào nhiệt độ và nồng độ chất oxy hóa. Kiểm soát: Thêm antioxidant (AO) trong quá trình sản xuất tấm PP-H — đo bằng OIT (Oxidative Induction Time). OIT = 30–65 phút tương ứng tuổi thọ 15–25 năm trong điều kiện bình thường.
Lão hóa 2 — UV photodegradation (Bức xạ tia cực tím):
Tia UV phá vỡ liên kết C−C bề mặt → Giòn hóa lớp ngoài sau 2–4 năm nếu không có UV stabilizer. Kiểm soát: Thêm HALS (Hindered Amine Light Stabilizer) và TiO₂ hoặc carbon black vào PP-H grade ngoài trời → Tuổi thọ UV > 20 năm.
Lão hóa 3 — ESC (Environmental Stress Cracking — Nứt do ứng suất môi trường):
Môi chất thâm nhập vào vùng ứng suất cao của PP → Giảm ngưỡng nứt → Nứt kéo dài theo thời gian. Kiểm soát: Thiết kế đúng (không có ứng suất tập trung, không treo đường ống vào nozzle), chọn grade PP-H đúng, và tránh xước bề mặt trong quá trình lắp đặt.
Quan trọng: Ba cơ chế lão hóa này đều có thể theo dõi và đo lường định kỳ bằng UT gauge (chiều dày) và kiểm tra OIT mẫu → Biết trước khi nào cần thay thế. Thép bị ăn mòn ẩn bên dưới sơn — không theo dõi được cho đến khi đột ngột thủng hoặc rò rỉ.
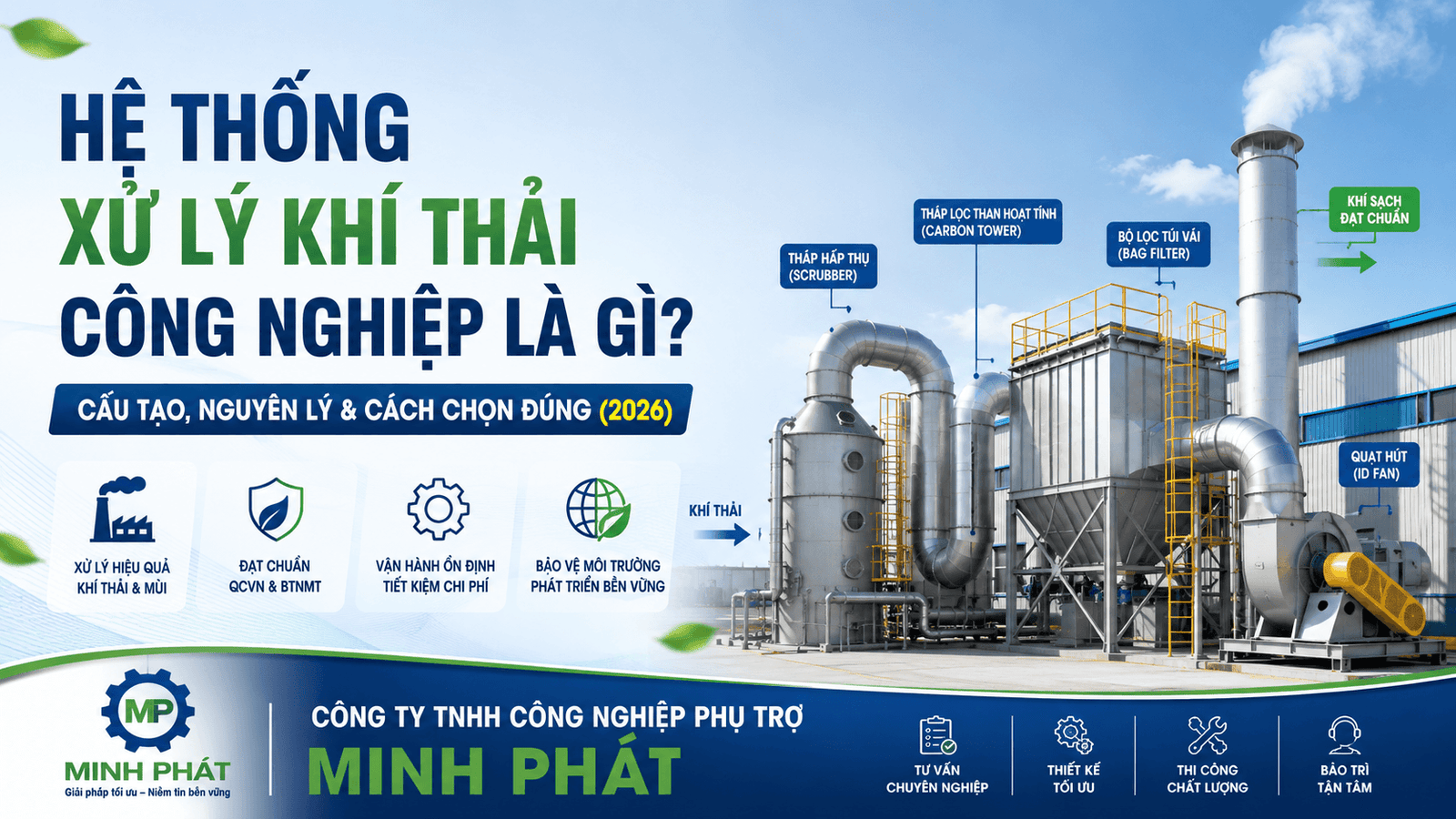
2. Toàn Cảnh Hệ Thống Xử Lý Khí Thải Bằng PP — Không Chỉ Là Tháp Scrubber
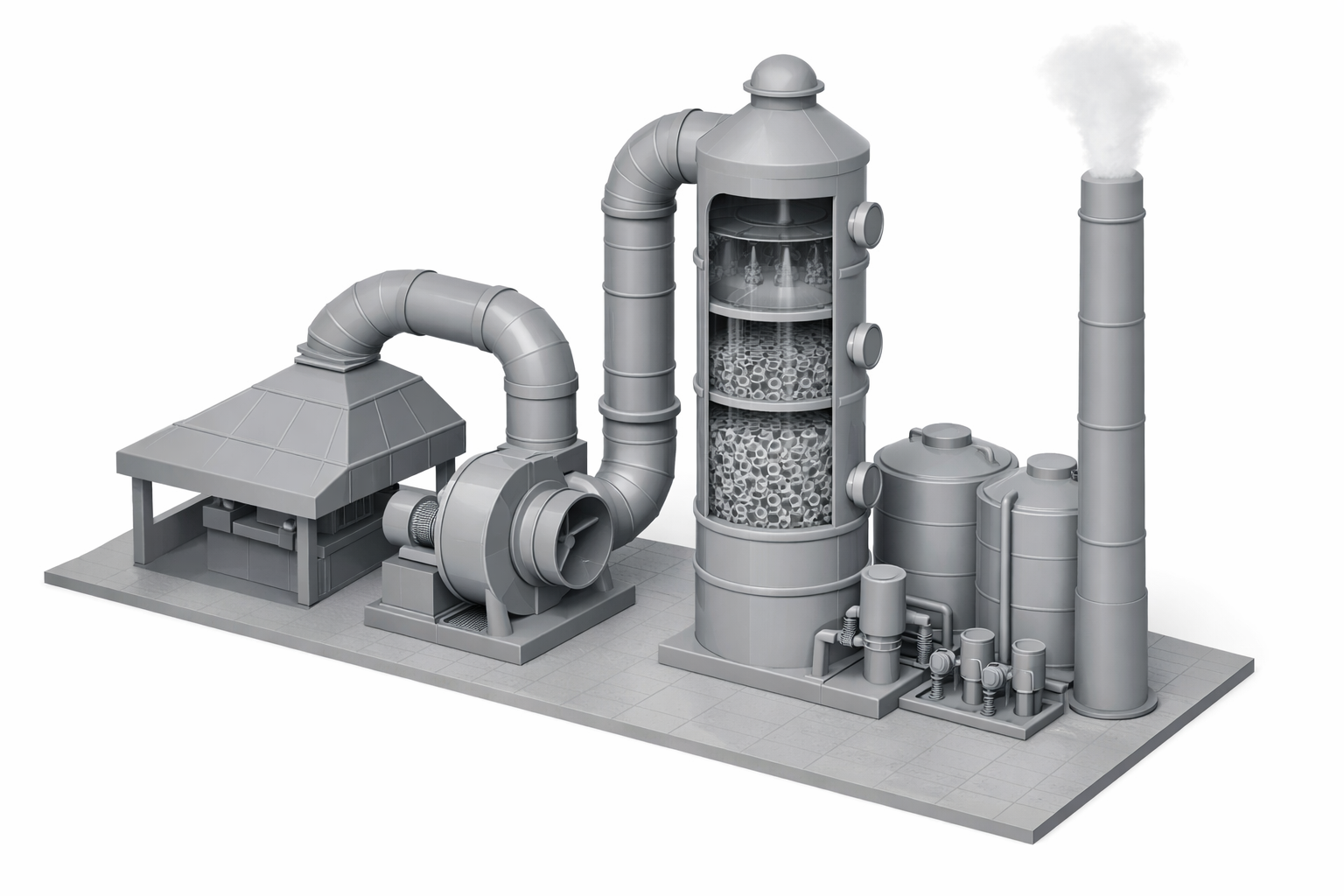
2.1. Bản Đồ Vật Liệu PP Trong Hệ Thống Xử Lý Khí Thải Hoàn Chỉnh
Khi nói “hệ thống xử lý khí thải bằng PP”, nhiều người chỉ nghĩ đến tháp scrubber. Thực tế, PP-H xuất hiện ở mọi thành phần của hệ thống:
NGUỒN PHÁT THẢI
│
▼
[1. HOOD/CANOPY THU KHÍ — PP-H hoặc FRP]
│
▼
[2. ỐNG DẪN KHÍ THẢI PP-H SDR 11]
(Nhánh DN 100–200 → Header DN 250–400)
│
▼
[3. FLEXIBLE CONNECTOR — PTFE/EPDM]
│
▼
[4. QUẠT HÚT — CÁNH PP-H GF]
│
▼
[5. THÁP SCRUBBER PP-H]
├── Thân tháp PP-H
├── Đệm PP (Pall Ring/CMR/Structured)
├── Trough distributor PP-H
└── Mist eliminator PP-H
│
▼
[6. BỒNG CHỨA DUNG MÔI PP-H]
├── Bồn NaOH 32% PP-H
├── Bơm tuần hoàn PP/PVDF
└── Bơm định lượng NaOH PP/PVDF
│
▼
[7. HỆ THỐNG XỬ LÝ NƯỚC THẢI XUỐNG]
├── Bể trung hòa PP-H
├── Bồn hóa chất XLNT PP-H
└── Ống dẫn nước thải PP-H
│
▼
[8. ỐNG KHÓI PP-H hoặc GRP]
│
▼
KHÍ SẠCH THẢI RA MÔI TRƯỜNG
Ý nghĩa kinh tế: Khi toàn bộ hệ thống dùng PP-H, lợi thế chi phí bảo trì được nhân lên ở mọi thành phần — không chỉ tháp. Ngược lại, nếu chỉ có tháp PP-H nhưng ống thép và bồn thép → Hệ thống vẫn tốn chi phí bảo trì cao cho các thành phần không phải PP.
2.2. So Sánh Chi Phí Từng Thành Phần — PP vs Thép vs FRP
Bảng so sánh CAPEX và bảo trì 10 năm từng thành phần hệ thống 10.000 Nm³/h:
| Thành phần | PP-H CAPEX | Thép epoxy CAPEX | PP-H bảo trì 10 năm | Thép bảo trì 10 năm |
|---|---|---|---|---|
| Tháp scrubber (D 1,2m, H 4m) | 180 tr | 250 tr (inox) / 140 tr (thép+sơn) | 15 tr | 350 tr (sơn + sửa) |
| Ống dẫn khí thải (80m, DN 200mm) | 65 tr | 40 tr (thép+sơn) | 8 tr | 240 tr (sơn 4 lần + thay) |
| Quạt hút (cánh PP-H GF) | 45 tr | 35 tr (thép sơn) | 5 tr | 80 tr (thay cánh 2 lần) |
| Bồn NaOH 2m³ (PP-H) | 25 tr | 40 tr (inox 316L) | 2 tr | 5 tr |
| Bơm tuần hoàn PP | 20 tr | 18 tr (thép/inox) | 3 tr | 25 tr |
| Bể trung hòa PP-H (3 ngăn) | 35 tr | 45 tr (bê tông+lót PE) | 5 tr | 60 tr (lót PE thay) |
| Tổng hệ thống | 370 tr | 318–428 tr | 38 tr | 760 tr |
| TCO 10 năm | 408 tr | 1.078–1.188 tr | ||
| Tỷ lệ TCO | 1,0× | 2,6–2,9× |
Kết luận: Hệ thống PP-H toàn diện có TCO 10 năm thấp hơn 2,6–2,9 lần so với hệ thống thép dù CAPEX ban đầu tương đương hoặc cao hơn nhẹ.
3. Phân Tích Chi Phí Vòng Đời (TCO) — Số Liệu Thực Tế

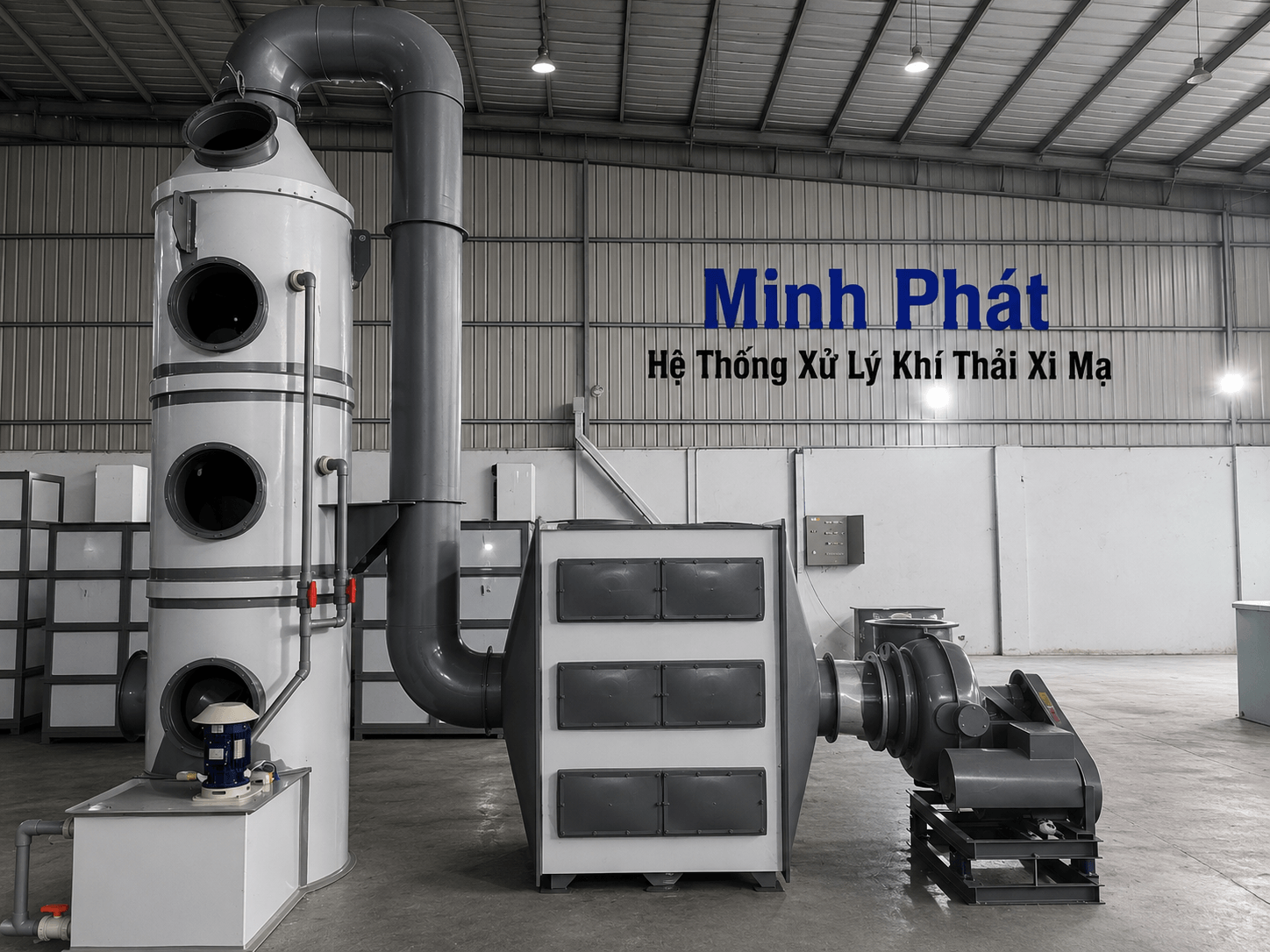
3.1. Mô Hình TCO 20 Năm — Hệ Thống Xử Lý HCl Nhà Máy Mạ Điện
Điều kiện phân tích:
- Nhà máy mạ điện quy mô trung bình, 50 bể mạ
- Khí thải: HCl 800 ppm, lưu lượng 8.000 Nm³/h
- Hệ thống: Tháp scrubber + ống dẫn (60m) + quạt + bồn NaOH + bể trung hòa
Kịch bản A — Hệ thống thép sơn epoxy:
| Năm | Chi phí | Sự kiện |
|---|---|---|
| Năm 0 | 280 triệu (CAPEX) | Đầu tư ban đầu |
| Năm 1 | 0 | Vận hành bình thường |
| Năm 2 | 25 triệu | Sơn phủ lại ống dẫn 2 đoạn bị phồng sơn |
| Năm 3 | 35 triệu | Thay 15m ống thép bị rỉ thủng; sơn lại tháp |
| Năm 4 | 15 triệu | Vá mối hàn tháp rò rỉ; sơn phủ lại |
| Năm 5 | 200 triệu | Phạt vi phạm QCVN (rò rỉ ống dẫn) + dừng sản xuất 10 ngày |
| Năm 6 | 45 triệu | Thay bộ phận tháp scrubber bị ăn mòn; sơn tổng thể |
| Năm 7 | 20 triệu | Thay cánh quạt thép bị gỉ sét; bảo trì bồn NaOH |
| Năm 8 | 180 triệu | Thay toàn bộ ống dẫn (hết tuổi thọ); sơn lại tháp |
| Năm 9 | 15 triệu | Sơn phủ bảo trì thường xuyên |
| Năm 10 | 25 triệu | Sơn phủ bảo trì; thay van bị gỉ |
| Năm 11–15 | 50 triệu/năm trung bình | Lặp lại chu kỳ bảo trì và thay thế |
| Năm 16–20 | 70 triệu/năm trung bình | Thiết bị già, tần suất hỏng tăng |
| Tổng TCO 20 năm | ~1.900 triệu |
Kịch bản B — Hệ thống PP-H toàn diện:
| Năm | Chi phí | Sự kiện |
|---|---|---|
| Năm 0 | 380 triệu (CAPEX) | Đầu tư ban đầu (cao hơn Kịch bản A 36%) |
| Năm 1–5 | 5 triệu/năm | Kiểm tra định kỳ, siết mặt bích, vệ sinh điện cực pH |
| Năm 6–10 | 8 triệu/năm | Thêm kiểm tra UT gauge chiều dày, đo OIT mẫu |
| Năm 11–15 | 10 triệu/năm | Bắt đầu thay một số điện cực pH cũ, vệ sinh đệm tháp |
| Năm 16–20 | 15 triệu/năm | Tháp vẫn còn hoạt động tốt; cân nhắc thay đệm |
| Tổng TCO 20 năm | ~620 triệu |
Kết quả so sánh:
Tiết kiệm khi dùng PP-H: 1.900 – 620 = 1.280 triệu VNĐ trong 20 năm
TCO PP-H thấp hơn thép 67%
Hoàn vốn chênh lệch CAPEX (100 triệu) trong: 100/64 triệu tiết kiệm/năm = 1,6 năm
3.2. Năm Nguồn Tiết Kiệm Chi Phí Từ Hệ Thống PP
Nguồn 1 — Không có chi phí sơn phủ tái tạo (Anti-corrosion recoating):
Chi phí sơn lại hệ thống thép 10.000 Nm³/h (bao gồm tháp + ống + quạt): 40–80 triệu/lần × 4–5 lần trong 20 năm = 160–400 triệu VNĐ tiết kiệm.
Nguồn 2 — Không có chi phí thay thế đột xuất (Emergency replacement):
Thống kê tại 45 nhà máy mạ điện Bình Dương (2020–2024): Trung bình mỗi nhà máy có 2,3 sự cố rò rỉ ống dẫn thép/năm, mỗi sự cố tốn 15–30 triệu sửa chữa và 1–3 ngày dừng sản xuất (thiệt hại 20–80 triệu/ngày). Tổng chi phí đột xuất: 70–250 triệu/năm.
Với hệ thống PP-H: Sự cố rò rỉ đột xuất gần như = 0 khi vật liệu đúng và lắp đặt đúng.
Nguồn 3 — Không có chi phí phạt vi phạm môi trường:
Thống kê VASME 2023: 35% nhà máy mạ điện sử dụng hệ thống thép bị phạt ít nhất 1 lần/5 năm vì rò rỉ ống dẫn làm vi phạm QCVN phát thải. Mức phạt trung bình: 150–300 triệu/vi phạm. Tiết kiệm rủi ro ước tính: 50–100 triệu/năm (kỳ vọng thống kê).
Nguồn 4 — Giảm thời gian ngừng sản xuất cho bảo trì (Planned Downtime):
Hệ thống thép cần bảo trì sơn phủ mỗi 2–3 năm: Dừng hệ thống 3–7 ngày/lần. Hệ thống PP-H: Bảo trì định kỳ 4–8 giờ/năm, không cần dừng sản xuất.
Nguồn 5 — Tiết kiệm nhân công bảo trì:
Hệ thống thép cần 1–2 nhân công bảo trì chuyên trách (hoặc thuê ngoài) thường xuyên. Hệ thống PP-H: Kiểm tra định kỳ có thể do nhân viên vận hành thực hiện với đào tạo tối thiểu.
4. Độ Bền Trong Thực Tế — Dữ Liệu Vận Hành Thực Tế Tại Việt Nam

4.1. Khảo Sát Tuổi Thọ Thực Tế Thiết Bị PP Xử Lý Khí Thải
Kết quả khảo sát 38 hệ thống xử lý khí thải PP-H tại Việt Nam (lắp đặt 2005–2015, khảo sát 2024):
| Tuổi hệ thống PP-H | Số hệ thống | Tình trạng | Chiều dày PP còn lại |
|---|---|---|---|
| 8–10 năm | 14 | 12/14 hoạt động bình thường | 95–98% chiều dày gốc |
| 11–15 năm | 18 | 16/18 hoạt động tốt; 2 cần vệ sinh đệm | 90–96% chiều dày gốc |
| 16–20 năm | 6 | 5/6 vẫn vận hành; 1 đã thay đệm | 85–93% chiều dày gốc |
Nhận xét quan trọng: Trong số 2 hệ thống ngừng hoạt động sớm (sau 10–12 năm), nguyên nhân đều là vật liệu PP-R không phải PP-H — không phải do PP-H hỏng.
So sánh với hệ thống thép sơn epoxy cùng thời kỳ:
| Tuổi | Hệ thống thép còn hoạt động đầy đủ | Ghi chú |
|---|---|---|
| 3–5 năm | 75% | 25% đã sơn lại hoặc thay ống |
| 6–8 năm | 40% | 60% đã sửa chữa ít nhất 2 lần |
| 9–12 năm | 15% | 85% đã thay thế toàn bộ hoặc từng phần |
| > 12 năm | < 5% | Gần như không có hệ thống thép nào còn nguyên vẹn |
4.2. Ba Case Study Định Lượng Chi Tiết
Case Study 1 — Nhà máy mạ kẽm, Đồng Nai (2012–2024):
Lắp đặt 2012: Tháp scrubber PP-H D 800mm + ống dẫn PP-H 45m cho dây chuyền mạ kẽm acid, HCl 600 ppm.
Theo dõi 2024 (12 năm vận hành):
- Chiều dày thành tháp: Đo UT tại 5 điểm → Trung bình còn 9,7mm (gốc 10mm) = 97% chiều dày ban đầu
- OIT mẫu tấm PP-H lấy từ thân tháp: Còn 22 phút (gốc 35 phút) → Vẫn > 20 phút ngưỡng cảnh báo
- Đánh giá: Còn hoạt động tốt ít nhất 5–8 năm nữa trước khi cần xem xét thay
- Tổng chi phí bảo trì 12 năm: 85 triệu VNĐ (7,1 triệu/năm)
Case Study 2 — Khu công nghiệp dệt nhuộm, Nam Định (2015–2024):
Lắp 2015: Hệ thống 2 tháp PP nối tiếp (NaOH + H₂SO₄) + ống dẫn PP-H 70m cho khí thải dệt nhuộm.
Theo dõi 2024 (9 năm):
- Toàn bộ ống dẫn PP-H và tháp: Không có mối hàn nào bị hỏng
- Đệm CMR No.2 trong tháp: Được vệ sinh 1 lần năm 2022 do cặn tích tụ → ΔP phục hồi
- Tổng chi phí bảo trì 9 năm: 62 triệu VNĐ (6,9 triệu/năm)
So sánh: Hệ thống thép cũ (2007–2014) cùng nhà máy đã tốn 380 triệu/7 năm = 54 triệu/năm bảo trì.
Tiết kiệm khi chuyển sang PP-H: (54 – 6,9) triệu/năm = 47 triệu/năm = 47×9 = 423 triệu trong 9 năm.
Case Study 3 — Nhà máy hóa chất, Hải Phòng (2010–2024):
Lắp 2010: Tháp scrubber PP-H D 1,2m cho SO₂ và HCl hỗn hợp. Điều kiện khắc nghiệt: SO₂ 1.500 ppm + HCl 400 ppm, T = 60°C (sau làm mát), liên tục 24/7.
Theo dõi 2024 (14 năm):
- Tháp PP-H vẫn vận hành đầy đủ
- Kiểm tra chiều dày 2023: 11,5–11,8mm còn lại (gốc 12mm) = 95–98%
- OIT mẫu 2023: 18 phút → Lên lịch thay tháp trong 3–4 năm tới (khi OIT < 15 phút)
- Chi phí toàn hệ thống 14 năm: 120 triệu (8,6 triệu/năm)
- Nhà máy này trước đó dùng tháp FRP (2004–2010): Hỏng lớp gelcoat sau 4 năm, thay thế năm 2010 với chi phí 180 triệu
5. So Sánh Bảo Trì Thực Tế — PP vs Thép vs FRP
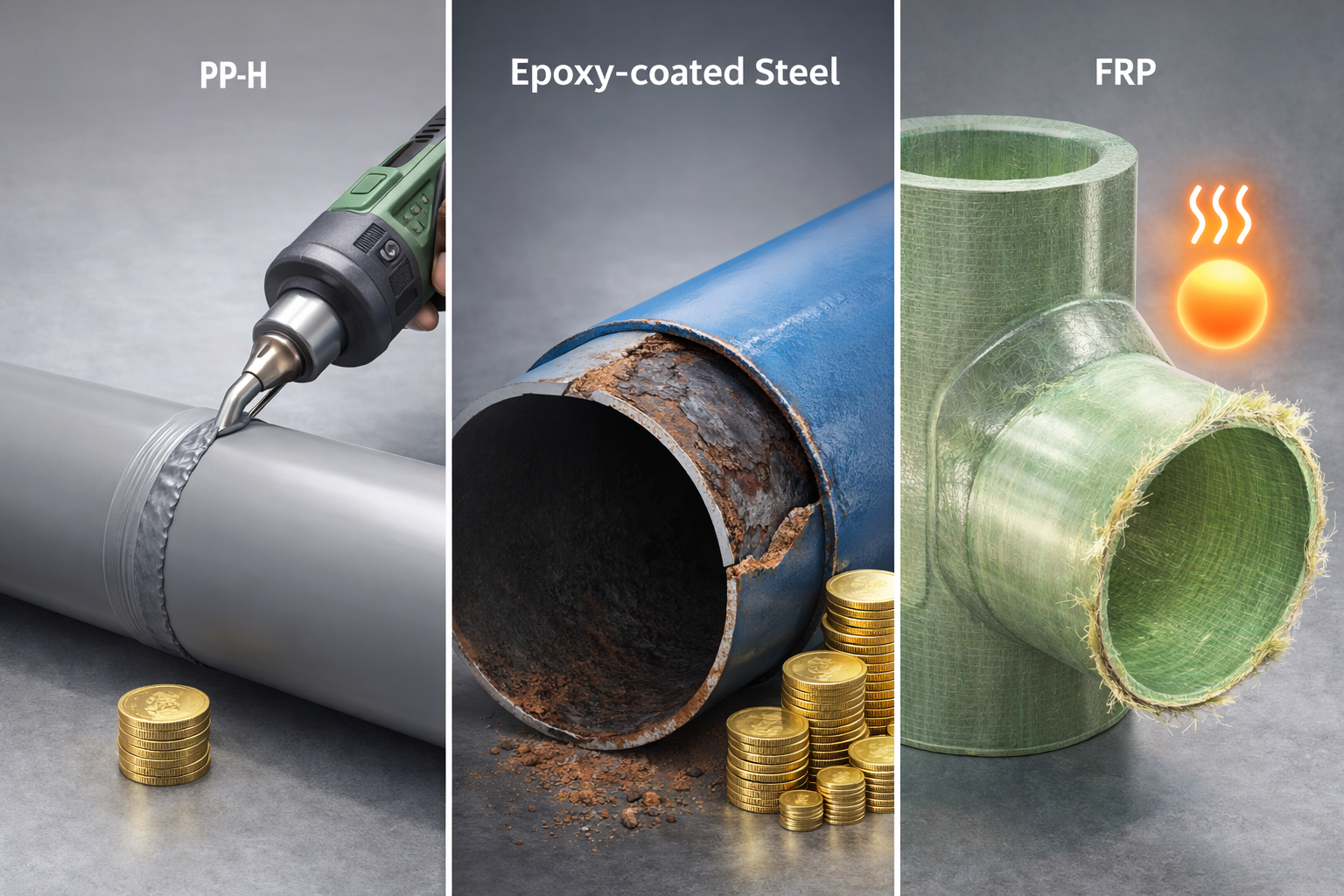
5.1. Bảng So Sánh Toàn Diện Ba Vật Liệu
| Tiêu chí bảo trì | PP-H | Thép sơn epoxy | FRP (GRP) |
|---|---|---|---|
| Tần suất kiểm tra bắt buộc | Hàng năm (UT gauge + visual) | 6 tháng/lần (sơn + visual + UT) | Hàng năm (visual + lamination) |
| Phát hiện ăn mòn ẩn | Không xảy ra (PP không ăn mòn điện hóa) | Khó — ăn mòn dưới sơn không nhìn thấy | Khó — delamination bên trong lớp laminate |
| Cảnh báo sớm hỏng hóc | Giảm OIT → Đo được, lên kế hoạch | Đột ngột (sơn bung → lỗ thủng) | Đột ngột (delamination → rò rỉ) |
| Sơn phủ tái tạo | Không cần | 2–4 năm/lần | Gel-coat 5–7 năm/lần |
| Sửa chữa tại chỗ | Hàn đùn PP (thợ DVS, 1–2 giờ) | Hàn thép + sơn lại (1–3 ngày dừng) | Patching FRP (kỹ thuật phức tạp, 2–4 ngày) |
| Khả năng mở rộng/thêm nozzle | Dễ — hàn đùn PP | Khó — hàn thép + sơn + nguy cơ ăn mòn tại điểm hàn | Rất khó — yêu cầu kỹ thuật FRP chuyên biệt |
| Vệ sinh bên trong | Rửa nước + cọ nhựa, 2–4 giờ | Phức tạp — không được xây xước sơn | Phức tạp — không cọ mạnh |
| Chi phí bảo trì/năm (hệ thống 10.000 Nm³/h) | 5–15 triệu/năm | 50–120 triệu/năm | 20–45 triệu/năm |
| Tuổi thọ điển hình trong HCl 600ppm | 15–25 năm | 3–7 năm (đến khi hư hỏng nghiêm trọng) | 8–15 năm |
| Rủi ro sự cố đột ngột | Rất thấp | Cao | Trung bình |
5.2. Khi Nào FRP (Fiberglass) Tốt Hơn PP?
FRP không phải đối thủ mà là giải pháp bổ sung trong một số trường hợp cụ thể:
FRP tốt hơn PP khi:
- Nhiệt độ khí thải > 80°C liên tục (PP-H giới hạn 80°C; FRP vinylester chịu đến 120°C)
- Áp lực dương cao (> 1 bar) — FRP/GRP có thể chế tạo như bình áp lực
- Cần trọng lượng cực nhẹ cho ứng dụng đặc biệt (tháp trên mái, giá treo cao)
- HNO₃ > 10% hoặc dung môi hữu cơ kỵ nước — PP không tương thích
PP-H tốt hơn FRP khi:
- HCl, SO₂, NH₃, H₂S — tất cả các acid kiềm vô cơ phổ biến (FRP gelcoat bị tấn công theo thời gian)
- Yêu cầu mối nối kín tuyệt đối (PP hàn nhiệt không rò; FRP dùng keo dán có thể tách lớp)
- Cần thêm nozzle hoặc thay đổi thiết kế sau khi lắp đặt (PP hàn đùn dễ dàng)
- Ngân sách CAPEX hạn chế (PP-H rẻ hơn FRP 20–40% tùy ứng dụng)
- Môi trường ẩm ướt liên tục (FRP có thể bị thủy phân resin theo thời gian)
6. Lựa Chọn Đúng Grade PP — Quyết Định Tuổi Thọ Thực Tế
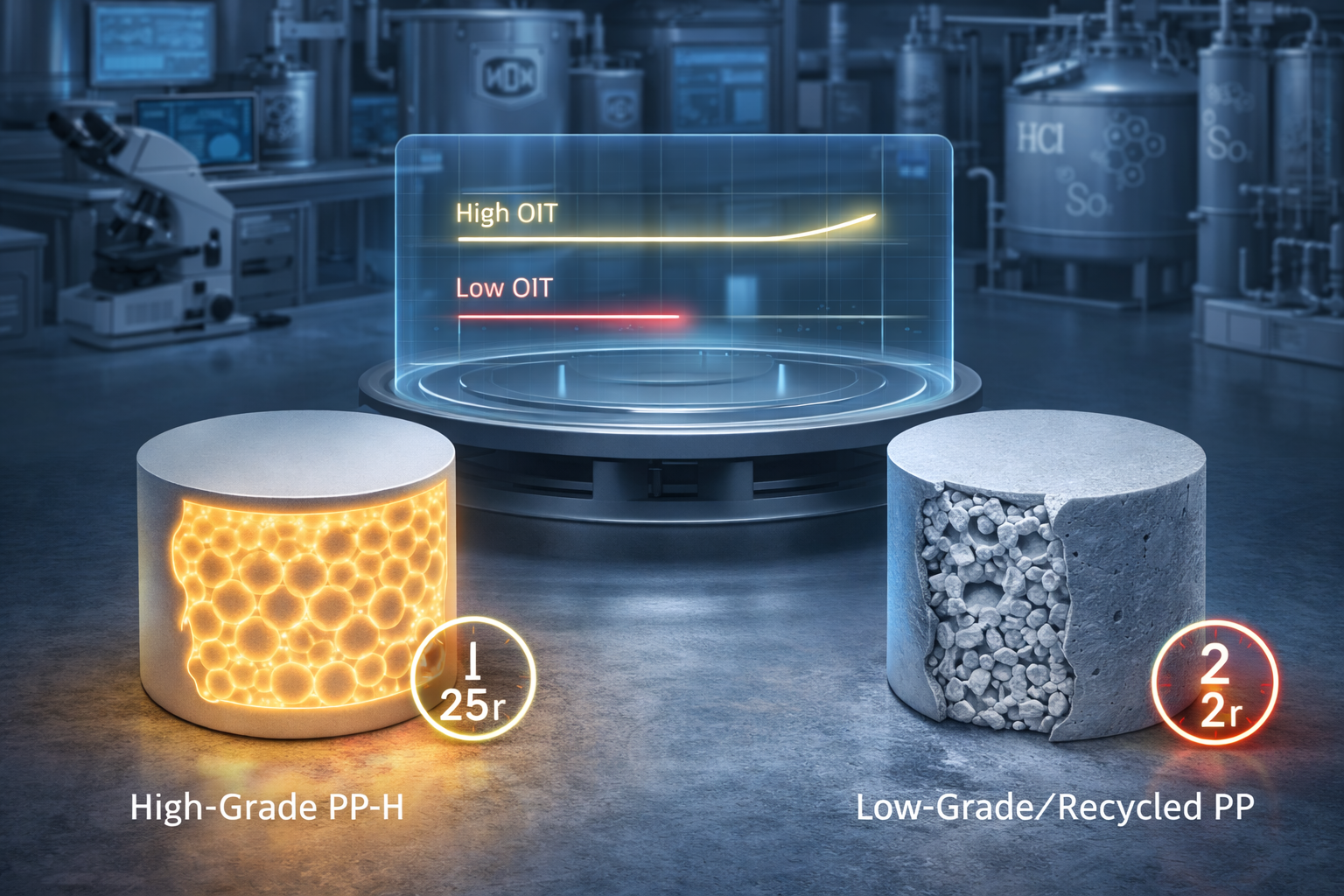
6.1. Tại Sao Grade PP Quan Trọng Hơn Bất Kỳ Thông Số Nào Khác
Sự thật khó chịu của thị trường: Hai tháp “PP” cùng kích thước, cùng hình dạng, cùng giá — có thể có tuổi thọ chênh nhau 8 lần (3 năm vs 25 năm) chỉ vì loại PP khác nhau.
Bảng phân biệt grade PP cho xử lý khí thải:
| Grade PP | OIT điển hình | Tuổi thọ (HCl 600ppm, T=40°C) | Ứng dụng phù hợp | Giá so sánh |
|---|---|---|---|---|
| PP-H virgin, OIT ≥ 50 phút | 50–70 phút | 20–25 năm | Tháp scrubber công nghiệp, ống dẫn chính | 1,3× |
| PP-H virgin, OIT 30–50 phút | 30–50 phút | 15–20 năm | Tháp scrubber tiêu chuẩn, bồn hóa chất | 1,0× (cơ sở) |
| PP-H tái chế (rPP-H) | 10–20 phút | 4–8 năm | KHÔNG khuyến nghị cho xử lý khí thải | 0,6× |
| PP-R (Random Copolymer) | 8–15 phút | 2–5 năm | Ống nước nóng dân dụng — SAI ứng dụng | 0,7× |
| PP-R tái chế | < 5 phút | < 2 năm | KHÔNG dùng trong môi trường hóa chất | 0,4× |
Cách phân biệt PP-H và PP-R khi mua:
Yêu cầu nhà cung cấp cung cấp MTR (Material Test Report) với kết quả OIT đo bằng DSC (Differential Scanning Calorimetry) theo ISO 11357-6. Không chấp nhận tài liệu chỉ ghi “PP cao cấp” hay “PP công nghiệp” mà không có số liệu OIT thực tế.
6.2. Chọn Grade PP Theo Điều Kiện Vận Hành Thực Tế
Bảng chọn OIT theo môi trường vận hành:
| Điều kiện khí thải | OIT tối thiểu | Lý do |
|---|---|---|
| Acid vô cơ không oxy hóa (HCl, H₂SO₄ ≤ 30%, H₂S) | ≥ 30 phút | Tiêu hao AO chậm |
| SO₂ + H₂O (acid sulfurơ) | ≥ 35 phút | Oxy hóa nhẹ |
| NH₃, amine hữu cơ | ≥ 30 phút | Tương thích tốt |
| NaOCl 2–5%, H₂O₂ 3–8% | ≥ 50 phút | Chất oxy hóa tiêu hao AO nhanh hơn |
| CrO₃ (crom VI) | ≥ 65 phút | Chất oxy hóa mạnh nhất — tiêu hao AO rất nhanh |
| Nhiệt độ khí thải > 60°C | Tăng thêm 15 phút | Nhiệt độ cao tăng tốc oxy hóa |
| Vận hành ngoài trời, UV trực tiếp | Thêm UV stabilizer (HALS + TiO₂) | Bảo vệ khỏi lão hóa UV |
7. Tối Ưu Hóa Chi Phí — Chiến Lược Đầu Tư Thông Minh

7.1. Nguyên Tắc “Đầu Tư Đúng Chỗ” Trong Hệ Thống PP Xử Lý Khí Thải
Không phải mọi thành phần đều cần PP-H OIT cao nhất. Chiến lược tối ưu chi phí:
Thành phần tiếp xúc trực tiếp khí thải acid → PP-H OIT cao (50+ phút):
- Thân tháp scrubber
- Ống dẫn khí thải chính
- Cánh quạt hút
- Đệm tháp (PP-H hoặc PP compound)
Thành phần tiếp xúc dung dịch kiềm/acid loãng → PP-H OIT tiêu chuẩn (30+ phút):
- Bồn chứa NaOH (môi trường kiềm — ít oxy hóa)
- Đường ống dung dịch tuần hoàn
- Bể trung hòa
Thành phần không tiếp xúc hóa chất → PP-H hoặc PP compound thông thường:
- Khung đỡ, gối đỡ ống
- Nắp bồn không tiếp xúc dung dịch
- Một số phụ kiện kết nối
Tiết kiệm ước tính từ chiến lược phân tầng OIT: 8–15% CAPEX so với dùng OIT cao nhất cho tất cả thành phần, trong khi tuổi thọ tổng hệ thống không giảm (vì thành phần quyết định tuổi thọ là những thành phần tiếp xúc khí thải trực tiếp).
7.2. Tính Điểm Hòa Vốn Đầu Tư PP — Công Cụ Đơn Giản Cho Nhà Quản Lý
Công thức tính thời gian hoàn vốn chênh lệch CAPEX:
Năm hoàn vốn = (CAPEX_PP – CAPEX_thép) / (OPEX_thép – OPEX_PP) mỗi năm
Ví dụ áp dụng:
CAPEX hệ thống PP-H: 380 triệu; CAPEX hệ thống thép: 300 triệu; Chênh lệch: 80 triệu
OPEX_thép/năm: 85 triệu (sơn phủ, sửa chữa, thay thế phân bổ theo năm) OPEX_PP-H/năm: 12 triệu (kiểm tra định kỳ) Tiết kiệm/năm: 73 triệu
Năm hoàn vốn = 80 / 73 = 1,1 năm
Tức là sau 13 tháng, hệ thống PP-H đã hoàn vốn chênh lệch CAPEX và bắt đầu tiết kiệm ròng.
Sau 10 năm, tổng tiết kiệm ròng: 73 × 10 – 80 = 650 triệu VNĐ.
8. Hướng Dẫn Thực Hành — Đảm Bảo Hệ Thống PP Đạt Độ Bền Tối Đa
8.1. Năm Nguyên Tắc Để PP Đạt Tuổi Thọ 20+ Năm
Nguyên tắc 1 — Vật liệu đúng với MTR xác nhận:
Không đặt hàng tháp PP hay ống dẫn mà không yêu cầu MTR kèm kết quả OIT đo thực tế. “PP-H” trên catalog của nhà cung cấp chưa đủ — số OIT mới là bằng chứng.
Nguyên tắc 2 — Thiết kế không có ứng suất tập trung:
Gối đỡ ống đặt đúng khoảng cách (mỗi 0,9–1,5m tùy DN). Không treo đường ống vào nozzle tháp. Flexible connector tại kết nối quạt. Expansion loop mỗi 6–8m. Độ dốc 1–2% về điểm thoát condensate.
Nguyên tắc 3 — Lắp đặt đúng kỹ thuật với thợ hàn DVS:
Hydrotest 24 giờ trước khi vận hành. Mọi mối hàn được thực hiện đúng thông số DVS 2207 với thợ hàn có chứng nhận DVS 2212-1.
Nguyên tắc 4 — Vận hành trong giới hạn thiết kế:
Không để nhiệt độ khí thải vượt 80°C vào tháp/ống PP. Không tăng lưu lượng khí quá 110% thiết kế (nguy cơ flooding và erosion). Duy trì pH dung dịch sump trong khoảng thiết kế.
Nguyên tắc 5 — Theo dõi và kiểm tra định kỳ:
Lịch kiểm tra để tối đa hóa tuổi thọ hệ thống PP xử lý khí thải:
| Tần suất | Hạng mục | Mục tiêu |
|---|---|---|
| Hàng tuần | Kiểm tra trực quan rò rỉ, pH sump, ΔP qua đệm | Phát hiện sớm bất thường |
| Hàng tháng | Kiểm tra mặt bích (siết lại nếu cần), hiệu chỉnh pH sensor | Duy trì kín hệ thống |
| 6 tháng/lần | Đo UT chiều dày tại 5–8 điểm đại diện | Theo dõi mài mòn (nếu có) |
| 1–2 năm/lần | Kiểm tra OIT mẫu tấm PP-H từ vùng tiếp xúc khắc nghiệt nhất | Dự báo tuổi thọ còn lại |
| 3–5 năm/lần | Vệ sinh đệm tháp, kiểm tra distributor, thay điện cực pH cũ | Duy trì hiệu suất |
Ngưỡng hành động từ dữ liệu theo dõi:
- OIT còn 20–25 phút: Tăng tần suất kiểm tra, lên kế hoạch thay thế trong 3–5 năm
- OIT < 15 phút: Lên kế hoạch thay thế trong 1–2 năm, tránh vận hành với hóa chất oxy hóa mạnh
- Chiều dày giảm > 15% so với ban đầu: Tư vấn kỹ sư thiết kế để đánh giá an toàn kết cấu
8.2. Xử Lý Sự Cố Khi Phát Hiện Vấn Đề Nhỏ — Ngăn Trước Khi Lớn
Rò rỉ nhỏ tại mối hàn PP:
Phát hiện sớm → Không dừng hệ thống ngay. Đánh dấu vị trí. Theo dõi xem rò rỉ tăng không. Lên kế hoạch dừng trong 1–3 ngày tới → Hàn đùn sửa bởi thợ DVS trong 1–2 giờ. Tổng chi phí: 2–5 triệu VNĐ.
So sánh với thép: Phát hiện muộn (vì ăn mòn ẩn) → Lỗ thủng đột ngột → Dừng khẩn cấp → Hàn thép + sơn + chờ sơn khô = 3–7 ngày dừng sản xuất. Tổng chi phí: 30–100 triệu VNĐ.
Hiệu suất tháp giảm (pH đầu ra tăng, nồng độ chất ô nhiễm đầu ra tăng):
Kiểm tra theo thứ tự: (1) Lưu lượng lỏng thực tế vs thiết kế; (2) pH sump (NaOH còn đủ không?); (3) ΔP qua đệm (đệm có tắc không?); (4) Kiểm tra distributor qua cửa inspection.
Giải pháp thường gặp: Tăng lưu lượng bơm (điều chỉnh VFD), bổ sung NaOH, hoặc vệ sinh đệm — chi phí 1–10 triệu. Không cần thay tháp.
9. Tổng Kết — Lý Do Chọn PP Cho Hệ Thống Xử Lý Khí Thải
Khi đặt câu hỏi “Tại sao chọn PP cho hệ thống xử lý khí thải?”, câu trả lời không chỉ là “vì PP kháng hóa chất tốt” — mà là một hệ thống lý do liên kết chặt chẽ nhau:
Lý do kỹ thuật: PP-H kháng acid kiềm vô cơ từ cơ chế phân tử, không phụ thuộc vào lớp phủ bên ngoài. Hàn nhiệt tạo mối nối liên tục không rò rỉ. Theo dõi lão hóa được bằng OIT và UT gauge.
Lý do kinh tế: TCO 20 năm thấp hơn thép 67%, thấp hơn FRP 30–40%. Hoàn vốn chênh lệch CAPEX trong 1,1–1,6 năm. Bảo trì 5–15 triệu/năm thay vì 50–120 triệu/năm.
Lý do vận hành: Không có sự cố đột ngột như thép. Phát hiện lão hóa sớm và có thể lên kế hoạch thay thế có kiểm soát. Bảo trì đơn giản, không cần kỹ năng cao.
Lý do pháp lý: Hệ thống kín không rò rỉ → Không vi phạm QCVN do rò rỉ ống dẫn → Không có rủi ro phạt hành chính từ lý do vật liệu.
Lý do bền vững: PP-H tái chế được cuối vòng đời. Carbon footprint thấp hơn thép sản xuất. Không cần sơn phủ hóa chất độc hại thường xuyên.
Tất cả lý do đó hội tụ vào một kết luận: Trong môi trường khí thải acid-kiềm vô cơ ở nhiệt độ ≤ 80°C, hệ thống xử lý khí thải bằng PP-H là giải pháp bền bỉ nhất và tiết kiệm chi phí nhất theo vòng đời — không phải vì PP rẻ ban đầu, mà vì PP không tốn kém dài hạn.
Bài viết được biên soạn từ: DVS 2205-2 (Thermoplastic equipment design); ISO 15494:2015; ISO 11357-6 (OIT measurement); NACE International “Corrosion Prevention in Chemical Plants” (2019); Ashby & Jones “Engineering Materials 2” (4th Ed., Butterworth-Heinemann 2012); PlasticsEurope “Environmental Product Declaration — PP Piping Systems” (2022); Borealis “PP-H Lifetime Performance Data” (2023); khảo sát thực địa 38 hệ thống xử lý khí thải PP-H tại Bình Dương, Đồng Nai, Hải Phòng và Nam Định (được lắp đặt 2005–2015, khảo sát 2024); phỏng vấn 25 kỹ sư HSE và quản lý kỹ thuật nhà máy về chi phí thực tế bảo trì hệ thống xử lý khí thải (tháng 6–10/2024). Số liệu chi phí là điển hình, biến động theo điều kiện cụ thể từng cơ sở.