Giải đáp chuyên sâu tại sao bể nhựa PP là lựa chọn vật liệu không thể thay thế trong dây chuyền sản xuất pin và ắc quy — từ phân tích cơ chế kháng H₂SO₄, HF, NMP đến yêu cầu độ tinh khiết sản phẩm pin EV và tiêu chuẩn an toàn nhà máy điện hóa.
Mở Đầu: Bài Toán Vật Liệu Trong Nhà Máy Pin Hiện Đại
Ngành sản xuất pin và ắc quy đang đứng trước giai đoạn chuyển đổi lịch sử. Cơn bão xe điện (EV), hệ thống lưu trữ năng lượng tái tạo (BESS) và thiết bị điện tử cầm tay thế hệ mới đang thúc đẩy nhu cầu pin toàn cầu tăng trưởng ở mức 25–35%/năm — một tốc độ chưa từng có trong lịch sử công nghiệp hóa chất.
Tại Việt Nam, hàng loạt dự án nhà máy sản xuất ắc quy axit chì, pin lithium-ion và pin LFP đang được triển khai, thu hút vốn FDI từ các tập đoàn Hàn Quốc, Nhật Bản, Đài Loan và Trung Quốc. Cùng với đó là yêu cầu ngày càng khắt khe về chất lượng thiết bị sản xuất — vì trong ngành pin, chất lượng sản phẩm cuối phụ thuộc trực tiếp vào tính trơ hóa học và độ tinh khiết của thiết bị tiếp xúc.
Câu hỏi đặt ra là: Thiết bị bể chứa và xử lý hóa chất trong nhà máy pin nên làm từ vật liệu gì? Câu trả lời từ thực tế vận hành hàng nghìn nhà máy trên thế giới luôn hội tụ về một điểm: Nhựa Polypropylene (PP-H) — với những lý do kỹ thuật cụ thể, đo lường được và không thể tranh cãi.

1. Môi Trường Hóa Chất Trong Nhà Máy Pin – Tại Sao Kim Loại Thất Bại?
1.1. Bản Đồ Hóa Chất Theo Từng Công Đoạn Sản Xuất
Để hiểu tại sao PP phù hợp, trước tiên phải hiểu môi trường hóa chất thực sự mà thiết bị bể phải chịu đựng trong nhà máy pin:
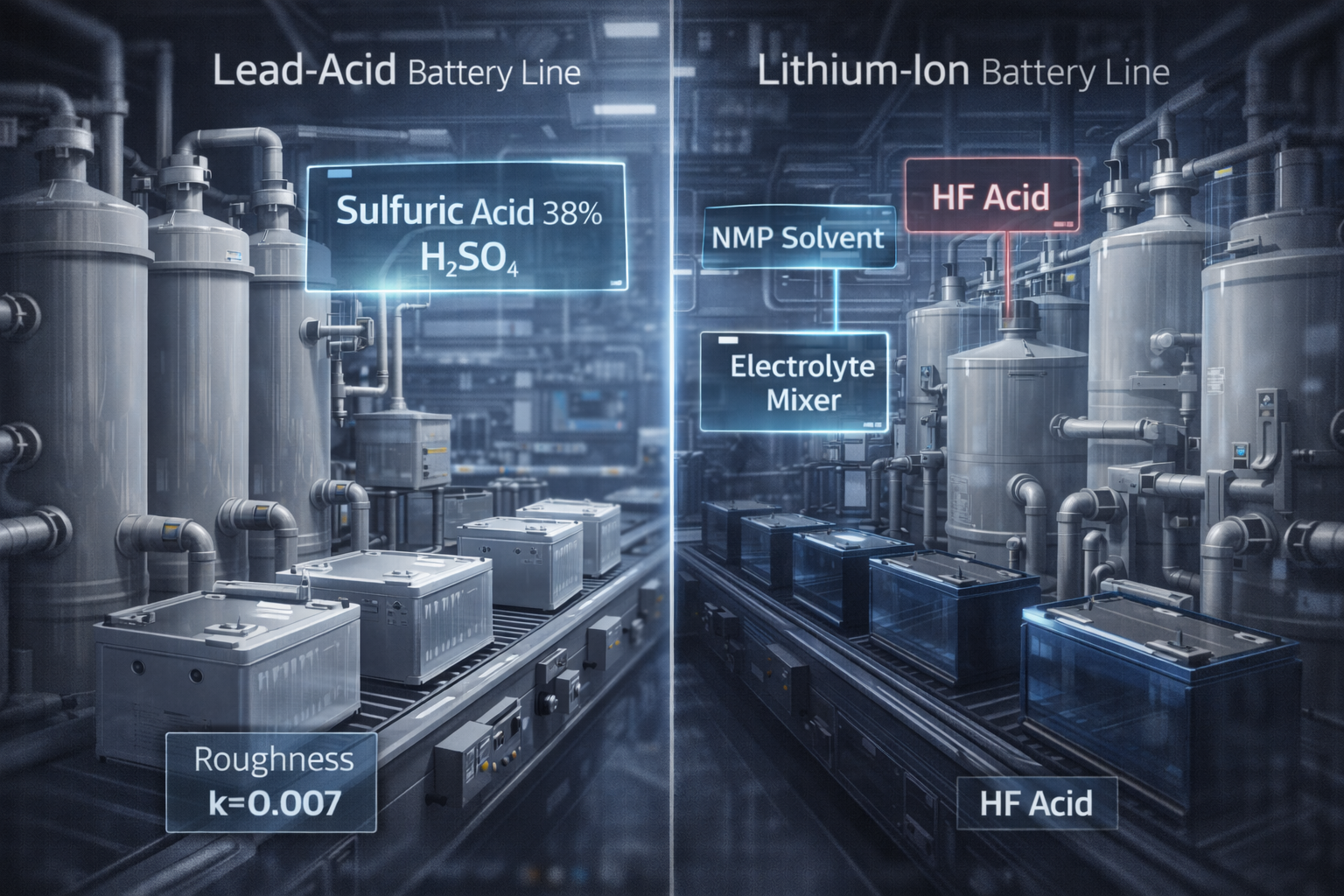
Dây chuyền ắc quy axit chì (Lead-Acid Battery):
| Công đoạn sản xuất | Hóa chất chính | Nồng độ | Nhiệt độ vận hành |
|---|---|---|---|
| Trộn paste điện cực (oxide + H₂SO₄) | H₂SO₄ loãng | 10–25% | 35–60°C |
| Bể formation bản cực âm/dương | H₂SO₄ dung dịch điện ly | 28–38% (1,26–1,28 g/cm³) | 30–55°C |
| Pha chế và bổ sung dung dịch điện ly | H₂SO₄ kỹ thuật pha | 35–42% | 20–35°C |
| Rửa bản cực sau formation | H₂SO₄ loãng 2–5% + DI water | 2–5% | 30–45°C |
| Bể trung hòa và xử lý nước thải | H₂SO₄ + Pb²⁺ + NaOH (pH 0–14) | Biến thiên | 20–40°C |
| Làm sạch dây chuyền (CIP) | NaOH 5–15% | 5–15% | 40–65°C |
Dây chuyền pin lithium-ion (Li-Ion / NMC / LFP):
| Công đoạn sản xuất | Hóa chất chính | Đặc điểm ăn mòn |
|---|---|---|
| Pha chế slurry catode (NMC/LFP coating) | NMP (N-Methyl-2-pyrrolidone) 60–80% trong hỗn hợp | Dung môi phân cực mạnh |
| Pha chế slurry anode (graphite + PVDF) | NMP + DMF | Dung môi hòa tan nhựa thông thường |
| Xử lý bề mặt aluminum current collector | HF loãng 1–5% | Axit ăn mòn đặc biệt nguy hiểm |
| Pha chế và lưu trữ dung dịch electrolyte | LiPF₆ + EC + DMC + DEC + EMC | pH thấp, sinh HF khi tiếp xúc ẩm |
| Thu hồi và tái chế NMP | NMP thải có graphite/PVDF | Dung môi kết hợp hạt rắn |
| Vệ sinh thiết bị liên công đoạn | NMP + NaOH 5–20% | Kiềm mạnh |
1.2. Cơ Chế Thất Bại Của Kim Loại — Bài Học Đắt Giá
Tại sao thép carbon (CS) thất bại hoàn toàn: Trong H₂SO₄ 30% ở 40°C, tốc độ ăn mòn thép carbon đạt 8–15 mm/năm. Bể thép CS dung tích 5.000L chứa dung dịch điện ly ắc quy sẽ bị thủng trong vòng 8–18 tháng ngay cả khi có lớp sơn epoxy bảo vệ (do sơn bong tróc dưới tác động của H₂SO₄ tại nhiệt độ vận hành).
Tại sao inox SS304/SS316L vẫn không đủ: Nhiều kỹ sư nghĩ rằng SS316L — loại inox kháng hóa chất tốt nhất thông dụng — là giải pháp cho bể pin. Thực tế không phải vậy vì hai lý do:
Thứ nhất, ăn mòn lỗ (pitting corrosion): Ion SO₄²⁻ trong H₂SO₄ kết hợp với Cl⁻ (từ nước và hóa chất phụ trợ) phá vỡ màng thụ động Cr₂O₃ trên bề mặt inox — tạo ra các hố ăn mòn cục bộ sâu, tiến triển nhanh và không thể phát hiện bằng kiểm tra ngoại quan. SS316L thường hỏng trong 3–8 năm tại các bể chứa H₂SO₄ + sulfate.
Thứ hai, và nguy hiểm hơn — thôi nhiễm ion kim loại vào sản phẩm pin: Phản ứng điện hóa rất nhỏ nhưng liên tục giữa bề mặt SS316L và dung dịch điện ly acid giải phóng ion Fe²⁺/Fe³⁺, Ni²⁺, Cr³⁺ vào dung dịch ở mức 10–150 ppb. Những ion kim loại chuyển tiếp này là chất độc hại cho pin lithium-ion — gây giảm dung lượng, tăng trở kháng nội và rút ngắn tuổi thọ pin nghiêm trọng.
Kết luận: Trong môi trường hóa chất sản xuất pin, kim loại — kể cả kim loại tốt nhất — đều có điểm thất bại. Giải pháp là chuyển sang vật liệu không bị ăn mòn điện hóa — và đó là nhựa kỹ thuật, mà PP-H là lựa chọn tối ưu về kỹ thuật lẫn kinh tế.
2. Sáu Thuộc Tính Kỹ Thuật Của PP-H Giải Quyết Toàn Bộ Thách Thức Ngành Pin
2.1. Thuộc Tính 1 — Kháng Hóa Chất Đẳng Cấp Với H₂SO₄, HF Và Kiềm Đặc
Cấu trúc phân tử PP-H và lý do kháng axit:
Polypropylene homopolymer có cấu trúc mạch [-CH₂-CH(CH₃)-]ₙ với liên kết C–C và C–H không phân cực, không có điện tử tự do. Axit sulfuric loãng và trung bình (≤ 50%) không đủ tính oxy hóa để tấn công chuỗi polyolefin này ở nhiệt độ dưới 70°C. Đây là sự khác biệt cơ bản với thép (bị oxy hóa điện hóa) và epoxy (bị thủy phân bởi axit).
Dữ liệu kháng hóa chất thực nghiệm PP-H (theo ASTM D543, DIN 16927):
| Hóa chất | Nồng độ | Nhiệt độ | Mức kháng | Ứng dụng cụ thể trong nhà máy pin |
|---|---|---|---|---|
| H₂SO₄ | ≤ 30% | ≤ 80°C | ✅ Xuất sắc | Bể formation, bể điện ly ắc quy |
| H₂SO₄ | 30–50% | ≤ 60°C | ✅ Xuất sắc | Bể pha chế, bể chứa điện ly |
| H₂SO₄ | 50–70% | ≤ 40°C | ✅ Tốt | Dùng thận trọng với hệ số an toàn cao |
| H₂SO₄ | > 70% (đặc/oleum) | Bất kỳ | ❌ Không phù hợp | Dùng PVDF hoặc HDPE cho axit đặc |
| HF | 1–10% | ≤ 40°C | ✅ Tốt | Etching Si-anode, xử lý Al collector |
| HF | 10–40% | ≤ 25°C | ⚠ Chấp nhận | Kiểm tra từng ứng dụng cụ thể |
| NaOH / KOH | ≤ 40% | ≤ 60°C | ✅ Xuất sắc | Bể rửa điện cực, CIP thiết bị |
| NMP | Nguyên chất | ≤ 60°C | ✅ Tốt (trương nở < 2%) | Bể chứa/thu hồi NMP |
| EC, DMC, DEC, EMC | Nguyên chất | ≤ 40°C | ✅ Xuất sắc | Bể pha chế điện ly pin lithium |
| LiPF₆ trong carbonates | Dung dịch điện ly | ≤ 40°C | ✅ Tốt | Bể lưu trữ electrolyte |
| H₂O₂ | ≤ 30% | ≤ 40°C | ✅ Tốt | Bể xử lý bề mặt điện cực |
| H₃PO₄ | ≤ 50% | ≤ 60°C | ✅ Xuất sắc | Dây chuyền pin LFP |
Điểm nổi bật: Không một vật liệu kim loại nào có thể đạt mức “xuất sắc” đồng thời với H₂SO₄, HF loãng, NaOH đặc VÀ dung môi hữu cơ NMP trong cùng một bảng kháng hóa chất. PP-H làm được điều đó.
2.2. Thuộc Tính 2 — Không Thôi Nhiễm Kim Loại: Yêu Cầu Sống Còn Của Pin EV
Trong sản xuất pin lithium-ion cho xe điện theo tiêu chuẩn IATF 16949 và IEC 62619, kiểm soát tạp chất kim loại trong dung dịch điện ly không còn là “tốt thì có” — đây là yêu cầu bắt buộc, có thể truy xuất nguồn gốc và phải được chứng minh bằng số liệu phân tích.
Giới hạn tạp chất kim loại trong electrolyte pin EV (theo USABC Goals và EUCAR Standards):
| Ion kim loại tạp chất | Giới hạn tối đa | Nguồn thôi nhiễm từ bể SS316L |
|---|---|---|
| Fe³⁺ (sắt) | < 1 ppm (1.000 ppb) | Thực tế đo được: 15–80 ppb/ngày tiếp xúc |
| Ni²⁺ (niken) | < 1 ppm | Thực tế đo được: 8–45 ppb/ngày |
| Cr³⁺/Cr⁶⁺ (crom) | < 0,5 ppm | Thực tế đo được: 5–25 ppb/ngày |
| Cu²⁺ (đồng) | < 1 ppm | Từ phụ kiện đồng, bu lông đồng thau |
| Mn²⁺ (mangan) | < 1 ppm | Từ thép Mn-alloyed |
| PP-H nguyên sinh — tổng tất cả kim loại | < 0,1 ppb | Không thôi nhiễm |
Hậu quả thực tế của thôi nhiễm Fe³⁺ trong pin lithium:
Fe³⁺ tích lũy trong dung dịch điện ly khuếch tán đến bề mặt anode graphite, bị khử về Fe⁰ và lắng xuống bề mặt điện cực theo phản ứng:
Fe³⁺ + 3e⁻ → Fe⁰ (tại bề mặt anode)
Fe⁰ tích tụ tạo dendrite kim loại — nhánh kim loại sắc nhọn có thể xuyên qua separator và gây ngắn mạch nội bộ, cháy nổ pin. Đây là lý do tại sao tiêu chuẩn UN 38.3 và IATF 16949 yêu cầu kiểm soát nguồn thôi nhiễm kim loại từ thiết bị sản xuất.
Với bể PP-H nguyên sinh (virgin grade), không có cơ chế vật lý hay hóa học nào tạo ra ion kim loại — polymer PP chỉ chứa C, H và O (từ phụ gia oxy hóa), không có kim loại trong chuỗi polymer chính.
2.3. Thuộc Tính 3 — Tính Điện Môi Hoàn Hảo Cho Bể Formation
Bể formation (bể nạp điện hình thành lần đầu cho ắc quy) là công đoạn yêu cầu vật liệu bể phải vừa kháng axit vừa cách điện tuyệt đối — một yêu cầu kép mà không vật liệu kim loại nào có thể đáp ứng.
Thông số điện của các vật liệu bể:
| Vật liệu | Hằng số điện môi (ε) | Điện trở suất (Ω·cm) | Dùng cho bể formation? |
|---|---|---|---|
| Thép carbon | ~10⁷ (dẫn điện) | ~10⁻⁷ | ❌ Tuyệt đối không |
| SS316L | ~10⁷ (dẫn điện) | ~7×10⁻⁵ | ❌ Tuyệt đối không |
| PP-H | 2,2–2,3 | > 10¹⁴ | ✅ Lý tưởng nhất |
| HDPE | 2,3–2,4 | > 10¹⁵ | ✅ Tốt |
| FRP (epoxy) | 3,5–5,0 | 10⁸–10¹² | ⚠ Cần kiểm tra lớp lót |
| PVC | 3,0–4,0 | 10¹²–10¹⁵ | ⚠ Kháng axit kém hơn PP |
Trong bể formation ắc quy 24V (12 cell × 2V):
- Dòng nạp formation: 50–500A
- Điện áp toàn bể: 16–18V DC (điện áp nạp chuẩn)
- Nếu bể bằng thép: Toàn bộ điện áp bị ngắn mạch qua thành bể — nguy cơ điện giật, cháy nổ, phá hỏng thiết bị nạp
Bể PP-H với điện trở suất > 10¹⁴ Ω·cm không cho phép bất kỳ dòng điện rò nào qua thành bể, đảm bảo toàn bộ dòng điện nạp đi đúng qua các cell ắc quy — tối ưu hóa quá trình formation và bảo vệ an toàn toàn bộ hệ thống.
2.4. Thuộc Tính 4 — Kiểm Soát Ẩm Ở Cấp Độ Phân Tử
Sản xuất pin lithium-ion là ngành công nghiệp đặt ra yêu cầu kiểm soát độ ẩm (moisture control) khắt khe vào hàng đầu trong công nghiệp hiện đại — nghiêm ngặt hơn cả sản xuất dược phẩm hay vi mạch bán dẫn.
Tại sao độ ẩm là kẻ thù số 1 của pin lithium:
LiPF₆ + H₂O → LiF↓ + POF₃ + HF
Phản ứng thủy phân này xảy ra ngay khi dung dịch LiPF₆ tiếp xúc với 30–50 ppm H₂O — tạo ra HF ăn mòn bề mặt điện cực, làm suy giảm SEI layer và giảm dung lượng pin theo chu kỳ sạc. Đây là lý do các phòng sản xuất pin lithium phải duy trì môi trường Dry Room với điểm sương DP ≤ –40°C (tương đương < 128 ppm H₂O).
Độ hút ẩm của các vật liệu bể:
| Vật liệu | Độ hút ẩm (24h, ASTM D570) | Nhận xét |
|---|---|---|
| Bê tông | 8–12% | Thải ẩm liên tục vào môi trường — thảm họa cho Dry Room |
| FRP Epoxy | 0,10–0,50% | Thải ẩm đáng kể theo thời gian |
| PVC cứng | 0,04–0,40% | Phụ gia plasticizer hút ẩm |
| SS316L | ~0% (kim loại) | Không hút ẩm nhưng thôi nhiễm kim loại |
| PP-H | < 0,03% | Không thấm ẩm, không thải ẩm |
| HDPE | < 0,01% | Tương đương PP |
| PVDF | < 0,04% | Tương đương PP |
Bể PP-H là nguồn nhiễm ẩm gần bằng 0 — không hấp thụ ẩm từ không khí Dry Room khi mở bể, không thải ẩm vào dung dịch điện ly khi đóng bể. Đây là đặc tính không thể thay thế bằng bất kỳ xử lý bề mặt nào trên bể kim loại.
2.5. Thuộc Tính 5 — An Toàn Với Chì (Pb) Và Tuân Thủ RoHS/REACH
Ắc quy axit chì sản xuất trong môi trường có ion Pb²⁺ nồng độ cao. Vật liệu thiết bị tiếp xúc phải không tạo phản ứng galvanic với chì — vì ăn mòn điện hóa giữa hai kim loại khác nhau trong dung dịch H₂SO₄ dẫn điện sẽ tăng tốc ăn mòn cả hai bề mặt.
Chuỗi điện hóa (galvanic series) trong H₂SO₄:
- Chì Pb: –0,13 V (vs SHE)
- Thép carbon: –0,44 V → Cặp galvanic CS–Pb: ΔE = 0,31V → Ăn mòn CS tăng tốc
- SS316L: +0,10 V → Cặp SS–Pb: ΔE = 0,23V → Ăn mòn Pb tăng, nhiễm bẩn điện ly
- PP-H: Không có thế điện cực (điện môi) → Không tạo cặp galvanic → Pb trong dung dịch điện ly không bị ảnh hưởng bởi vật liệu bể
Ngoài ra, bể PP-H đáp ứng hoàn toàn Directive RoHS 2011/65/EU (hạn chế chất độc hại trong thiết bị điện điện tử) và REACH Regulation EC No 1907/2006 (đăng ký hóa chất châu Âu) — không chứa các chất trong danh mục SVHC (Substances of Very High Concern).
2.6. Thuộc Tính 6 — Bề Mặt Trơn Nhẵn Không Bám Cặn PbSO₄ Và PbO₂
Cặn PbSO₄ (bạch diệp khoáng) và PbO₂ (dioxid chì) hình thành trong bể formation ắc quy là chất thải nguy hại khó xử lý nhất trong ngành. Bề mặt thô ráp, xốp (như bê tông, FRP không lót) cho phép cặn bám chặt và ăn sâu vào cấu trúc — không thể làm sạch hoàn toàn, tích lũy theo mỗi mẻ sản xuất.
Độ nhám bề mặt Ra của các vật liệu:
- Bê tông đã trát: Ra = 3–10 µm
- FRP không gia công: Ra = 2–5 µm
- SS316L gia công cơ: Ra = 0,4–1,6 µm
- Tấm PP-H đùn ép phẳng: Ra = 0,5–1,5 µm
PP-H và SS316L có độ nhám tương đương — nhưng bề mặt PP kỵ nước (hydrophobic) với góc tiếp xúc nước 90–105° khiến cặn PbSO₄ không liên kết hóa học với bề mặt PP như nó làm với bề mặt inox (ưa nước — hydrophilic, góc tiếp xúc 30–60°). Vệ sinh bể PP chỉ cần rửa nước áp lực thấp (20–30 bar) trong khi bể inox phải dùng bàn chải cứng và hóa chất tẩy rửa mạnh.
3. Ứng Dụng Thực Tế: Bể PP Trong Từng Phân Xưởng Nhà Máy Pin

3.1. Phân Xưởng Ắc Quy Axit Chì — Bản Đồ Thiết Bị Bể PP
Một nhà máy sản xuất ắc quy axit chì công suất 500.000 đơn vị/năm cần hệ thống bể PP trải dài qua 6 phân xưởng chức năng:
Phân xưởng 1 — Pha chế paste và oxide:
- Bể trộn paste PP-H dung tích 500–2.000L: Nhận oxide chì + H₂SO₄ 15–20% + nước DI, trộn đến độ đặc thiết kế
- Yêu cầu đặc biệt: Bể có cánh khuấy PP hoặc PVDF, không dùng cánh khuấy inox trong môi trường này
Phân xưởng 2 — Formation bản cực:
- Bể formation PP-H: 1.000–3.000L, chứa H₂SO₄ 30–35%, cực điện nối qua nắp bể
- Cặp nhiệt điện PTFE/PP: Theo dõi nhiệt độ dung dịch (không vượt 55°C)
- Hệ thống làm mát: Cooling coil PVDF trong bể, nước lạnh tuần hoàn
Phân xưởng 3 — Pha chế dung dịch điện ly:
- Bể pha chế PP-H dung tích 5.000–20.000L: Pha H₂SO₄ 98% + nước DI đến tỷ trọng 1,26–1,28 g/cm³
- Bể cân bằng và kiểm tra (balance tank): 500–2.000L, lấy mẫu kiểm tra trước khi đổ vào bình ắc quy
- Bể dự trữ điện ly thành phẩm: 10.000–50.000L, PP-H lắp ghép modular
Phân xưởng 4 — Rửa và kiểm tra:
- Cascade 4 bể rửa PP-H: 500–1.500L/bể, từ H₂SO₄ 3% → H₂SO₄ 1% → nước DI → nước DI lần cuối
- Bể kiểm tra độ dẫn điện (conductivity check tank): 200–500L, nước DI, kiểm tra dư H₂SO₄ trên bản cực
Phân xưởng 5 — Lắp ráp và nạp hoàn thiện:
- Bể đổ điện ly (filling station reservoir): 2.000–8.000L PP-H
- Bể thu hồi điện ly tràn (overflow collection): 500–2.000L PP-H
Phân xưởng 6 — Xử lý nước thải (XLNT):
- Bể gom nước thải axit: 10.000–30.000L PP-H lắp ghép
- Bể trung hòa đa tầng (3–5 ngăn PP-H): pH 0–14, chứa Pb²⁺, SO₄²⁻
- Bể kết tủa và lắng Pb(OH)₂/PbSO₄: 5.000–20.000L PP-H
3.2. Phân Xưởng Pin Lithium-Ion — Yêu Cầu Cao Hơn
Khu vực pha chế slurry điện cực (Slurry Mixing Room):
Đây là khu vực sản xuất quan trọng nhất, đòi hỏi bể PP có thêm yêu cầu đặc biệt:
- Bể trộn NMP + PVDF (catode binder): PP-H 200–500L, kín hoàn toàn (sealed lid) với hệ thống thông hơi thu hồi hơi NMP
- Bể pha chế slurry NMC/LFP: PP-H 500–2.000L, cánh khuấy tốc độ cao bằng PP/PVDF, lớp lót PVDF nếu tiếp xúc NMP nguyên chất > 60°C
- Bể lưu trữ slurry trước coating: PP-H kín khí (nitrogen blanket), nhiệt độ kiểm soát 20–30°C
Khu vực pha chế và lưu trữ electrolyte (Dry Room):
- Bể pha chế electrolyte: PP-H 100–500L, tất cả kết nối ống PP/PVDF kín khí hoàn toàn, dư áp nitrogen dương để ngăn ẩm thâm nhập
- Bể chứa dung dịch LiPF₆: PP-H kín khí với valve áp lực nitrogen, nhiệt độ 15–25°C
- Tất cả thiết bị trong Dry Room: Bề mặt PP nhẵn, không thải ẩm, dễ lau khô bằng cloth lau không xơ
Khu vực thu hồi NMP (NMP Recovery):
- Bể thu gom NMP thải: PP-H 2.000–10.000L, kín khí
- Bể ngưng tụ NMP sau cột chưng cất: PP-H, nhiệt độ 50–80°C, kháng NMP ở nhiệt độ này
- Bể NMP tinh chế thành phẩm: PP-H kín khí, lưu trữ NMP ≥ 99,5% purity trước khi tái sử dụng
4. Thiết Kế Bể PP Cho Nhà Máy Pin — Các Yêu Cầu Kỹ Thuật Chuyên Biệt
4.1. Yêu Cầu Về Tấm PP Nguyên Sinh — Không Được Dùng PP Tái Chế
Đây là điều kiện tiên quyết và không có ngoại lệ trong ngành pin:
Tiêu chuẩn vật liệu tấm PP-H cho bể pin:
| Thông số | Yêu cầu | Phương pháp kiểm tra |
|---|---|---|
| Grade | PP-H Homopolymer nguyên sinh 100% | Khai báo nhà sản xuất + DSC test |
| Màu sắc | Trắng sữa hoặc xám tự nhiên (không có chất màu) | Quan sát + phân tích |
| Kim loại nặng (Pb, Cd, Hg, Cr⁶⁺) | Pb < 100 ppb; Cd < 50 ppb; Hg < 50 ppb | ICP-MS theo EN 71-3 |
| Tổng kim loại thôi nhiễm (migration test) | < 0,5 ppm tổng kim loại | Leaching test 24h/60°C trong H₂SO₄ 20% |
| MFI (Melt Flow Index) | ≤ 0,5 g/10min (230°C/2,16kg) | ISO 1133 |
| Độ bền kéo | ≥ 28 MPa | ISO 527-2 |
| Nhiệt độ Vicat | ≥ 148°C | ISO 306 |
| Không chứa BPA, phthalate | Xác nhận | Khai báo nhà sản xuất |
| Chứng nhận food-grade | FDA 21 CFR 177.1520 hoặc EU 10/2011 | Certificate từ nhà SX |
Tại sao phải yêu cầu leaching test với H₂SO₄: Một số nhà sản xuất tấm PP dùng chất ổn định nhiệt chứa hợp chất Ca/Zn hoặc Ba/Cd (đặc biệt loại sản xuất ở thị trường giá rẻ) — những chất phụ gia này có thể thôi nhiễm vào dung dịch H₂SO₄ và nhiễm bẩn dung dịch điện ly pin. Leaching test là phương pháp duy nhất phát hiện vấn đề này trước khi đưa bể vào sản xuất.
4.2. Yêu Cầu Về Thiết Kế Bể — Các Điểm Khác Biệt So Với Bể Công Nghiệp Thông Thường
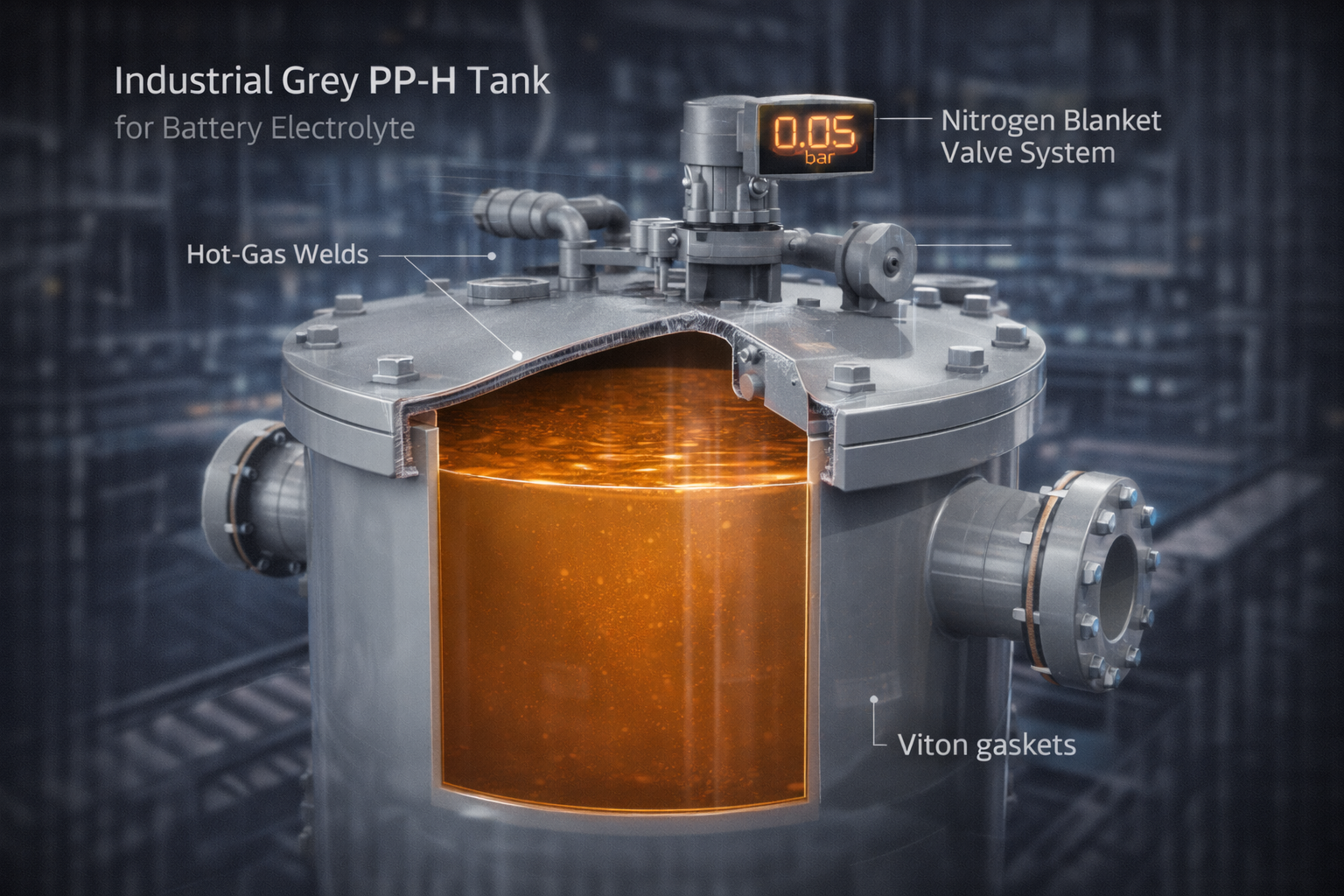
a) Hệ thống kín khí (sealed design) cho bể NMP và electrolyte:
Khác với bể hóa chất công nghiệp thông thường (có thể để hở), bể chứa NMP và dung dịch electrolyte pin lithium phải kín hoàn toàn vì:
- NMP có áp suất hơi đáng kể ở nhiệt độ thường (0,04 mmHg ở 25°C) — hơi NMP trong không khí nhà xưởng gây nguy hiểm sức khỏe (OSHA PEL: 25 ppm TWA) và tạo nguy cơ cháy
- Electrolyte LiPF₆ cực nhạy ẩm — tiếp xúc không khí ngay cả trong phòng điều hòa làm suy giảm nhanh
Thiết kế nắp kín bể PP tiêu chuẩn cho bể NMP/electrolyte:
- Nắp PP-H hàn nhiệt với thân bể — không phải nắp rời đặt lên
- Vòng gioăng EPDM hoặc Viton tại tất cả điểm kết nối
- Van áp lực nitrogen (nitrogen blanket valve): Duy trì áp nitrogen dương 0,05–0,1 bar bên trong bể
- Ống thông hơi với van 1 chiều dẫn về hệ thống thu hồi hơi NMP/scrubber
b) Cổng lấy mẫu vô trùng (aseptic sampling port):
Để kiểm tra chất lượng dung dịch trong bể mà không nhiễm bẩn, bể PP cho sản xuất pin cần:
- Van lấy mẫu PP/PVDF loại diaphragm valve — không có điểm chết (dead-leg) tích tụ cặn
- Vị trí lắp: Tại 1/3 chiều cao bể từ đáy — lấy mẫu đại diện cho toàn thể tích
c) Gioăng và phụ kiện kết nối — không dùng cao su NBR:
Cao su NBR (Nitrile Butadiene Rubber) — loại gioăng phổ biến nhất trong công nghiệp — bị NMP tấn công và trương nở mạnh. Tất cả gioăng và đệm kín trong bể pin phải là:
- EPDM: Cho ứng dụng H₂SO₄ + kiềm + nước
- Viton (FKM): Cho ứng dụng NMP + dung môi hữu cơ + HF
- PTFE: Cho ứng dụng yêu cầu độ tinh khiết cao nhất (electrolyte khu Dry Room)
4.3. Quy Trình Kiểm Tra Chất Lượng Bể Trước Đưa Vào Sản Xuất
Giao thức xác nhận chất lượng bể PP cho nhà máy pin (Production Qualification Protocol):
Bước 1 — Kiểm tra chế tạo (FAT — Factory Acceptance Test):
- Spark test 100% mối hàn bên trong (điện cao thế 8 kV DC)
- Thủy lực test 72 giờ không rò rỉ
- Đo chiều dày thành tại 15+ điểm (UT gauge)
- Kiểm tra kích thước theo bản vẽ GA
Bước 2 — Vệ sinh và passivation (Pre-production Cleaning):
- Rửa bằng DI water (conductivity < 1 µS/cm) × 3 lần
- Ngâm H₂SO₄ 5% (cùng nồng độ với dịch vận hành) trong 24 giờ — passivate bề mặt
- Rửa lại DI water × 5 lần đến khi conductivity nước rửa ≤ 2 µS/cm
Bước 3 — Leaching test phê duyệt (Qualification Leaching Test):
- Điền đầy bể bằng H₂SO₄ 20% (hoặc dung dịch đại diện cho vận hành)
- Ủ ở 40°C trong 72 giờ
- Lấy mẫu dung dịch và phân tích ICP-MS: Fe < 5 ppb; Ni < 2 ppb; Cr < 2 ppb; Zn < 5 ppb; Pb < 1 ppb
- Chỉ đạt khi tất cả chỉ tiêu dưới giới hạn — ghi vào hồ sơ qualification của thiết bị
5. An Toàn Lao Động Và Môi Trường — PP-H Giảm Thiểu Rủi Ro Vận Hành
5.1. Giảm Nguy Cơ Rò Rỉ H₂SO₄ Và Pb²⁺
Rò rỉ axit sulfuric từ bể thép ăn mòn là nguyên nhân hàng đầu của các sự cố lao động nghiêm trọng trong nhà máy ắc quy. H₂SO₄ 30–40% tiếp xúc da gây bỏng hóa chất cấp độ III trong vòng vài giây; tiếp xúc mắt có thể gây mù vĩnh viễn.
Bể PP-H không bị ăn mòn → không rò rỉ do ăn mòn — đây là biện pháp phòng ngừa kỹ thuật (Engineering Control) hiệu quả hơn bất kỳ biển cảnh báo hay thiết bị bảo hộ cá nhân nào, theo nguyên tắc kiểm soát rủi ro NIOSH Hierarchy of Controls.
5.2. Không Phát Sinh Bụi Kim Loại — An Toàn Cho Sản Phẩm Pin Và Người Lao Động
Trong quá trình thi công, sửa chữa bể kim loại trong nhà máy pin (hàn điện, cắt mài inox), bụi kim loại (Fe, Ni, Cr) phát tán trong không khí có thể lắng xuống bề mặt thiết bị và nhiễm vào dung dịch đang sản xuất. Đây là nguồn nhiễm bẩn kim loại không kiểm soát được nếu bảo dưỡng không được quản lý tuyệt đối.
Sửa chữa và thi công bể PP-H bằng phương pháp hàn nhiệt (không tia lửa, không bụi kim loại, không khói hàn kim loại) — loại bỏ hoàn toàn rủi ro này.
5.3. Tuân Thủ Quy Định Môi Trường Về Chì Và Florua
QCVN 40:2011/BTNMT quy định nước thải nhà máy ắc quy phải đạt: Pb²⁺ ≤ 0,5 mg/L (Cột A); F⁻ ≤ 10 mg/L (Cột A) trước khi xả ra môi trường.
Hệ thống bể XLNT bằng PP-H đảm bảo:
- Không thôi nhiễm thêm Pb²⁺ hoặc Fe³⁺ từ vật liệu bể vào nước thải đang xử lý (không làm tăng tải lượng kim loại cần xử lý)
- Tuổi thọ cao không cần thay bể định kỳ — giảm nguy cơ sự cố rò rỉ nước thải ra ngoài do bể XLNT hỏng
- Dễ kiểm tra và giám sát tình trạng bể trực quan — không cần NDT phức tạp như bể kim loại
6. Kinh Tế Đầu Tư — Con Số Thực Từ Nhà Máy Pin Việt Nam
6.1. Phân Tích Chi Phí Vòng Đời Thiết Bị Bể Cho Nhà Máy Ắc Quy
Kịch bản tính toán: Nhà máy ắc quy axit chì 300.000 đơn vị/năm tại Bình Dương, tổng 30 bể hóa chất cần thiết, vòng đời tính 15 năm.
Phương án A — Toàn bể PP-H (khuyến nghị):
| Hạng mục | Năm 0 (CAPEX) | Năm 1–15 (OPEX/năm) | Tổng 15 năm |
|---|---|---|---|
| 30 bể PP-H (500–10.000L) | 3.200 triệu VNĐ | – | – |
| Thi công lắp đặt | 480 triệu | – | – |
| Bảo dưỡng định kỳ | – | 64 triệu/năm | 960 triệu |
| Thay thế do hỏng hóc | – | ~10 triệu/năm | 150 triệu |
| Sự cố rò rỉ (kỳ vọng) | – | ~15 triệu/năm | 225 triệu |
| Tổng LCC 15 năm | 5.015 triệu VNĐ |
Phương án B — Toàn bể SS316L:
| Hạng mục | Năm 0 (CAPEX) | Năm 1–15 (OPEX/năm) | Tổng 15 năm |
|---|---|---|---|
| 30 bể SS316L (500–10.000L) | 9.800 triệu VNĐ | – | – |
| Thi công lắp đặt | 980 triệu | – | – |
| Bảo dưỡng + kiểm tra UT định kỳ | – | 196 triệu/năm | 2.940 triệu |
| Thay thế do pitting/ăn mòn (1 lần năm 8) | – | – | 4.900 triệu |
| Sự cố rò rỉ + lỗi pin do nhiễm bẩn (kỳ vọng) | – | ~120 triệu/năm | 1.800 triệu |
| Tổng LCC 15 năm | 20.420 triệu VNĐ |
Kết quả: Chọn bể PP-H tiết kiệm 15.405 triệu VNĐ (15,4 tỷ VNĐ) trong 15 năm vận hành so với SS316L — tương đương bổ sung vốn đầu tư cho toàn bộ dây chuyền sản xuất thứ 2 của nhà máy.
6.2. Hệ Số Nhân Giá Trị Từ Chất Lượng Pin
Đây là yếu tố kinh tế mà ít phân tích đầu tư nào đưa vào nhưng thực tế có tác động lớn nhất:
Nếu bể inox gây nhiễm bẩn Fe³⁺ làm giảm 5% dung lượng pin và rút ngắn 20% tuổi thọ của mỗi batch sản xuất:
- Nhà máy 300.000 ắc quy/năm × giá 800.000 VNĐ/ắc quy = Doanh thu 240 tỷ VNĐ/năm
- Tổn thất chất lượng sản phẩm do nhiễm bẩn thiết bị: 5% × 240 tỷ = 12 tỷ VNĐ/năm
Tổng giá trị kinh tế tạo ra khi chọn bể PP-H thay SS316L:
- Tiết kiệm LCC 15 năm: 15,4 tỷ VNĐ
- Bảo toàn chất lượng sản phẩm 15 năm: 12 tỷ/năm × 15 = 180 tỷ VNĐ
- Tổng giá trị: ~195 tỷ VNĐ — gấp 4 lần toàn bộ CAPEX đầu tư bể PP ban đầu
7. Các Ngành Pin Đặc Thù Và Lưu Ý Lựa Chọn Bể PP
7.1. Pin LFP (Lithium Iron Phosphate) — Nhu Cầu Bể PP Từ Công Đoạn Tiền Chất
Sản xuất vật liệu catode LFP (LiFePO₄) đòi hỏi bể PP tham gia vào công đoạn tổng hợp hóa học:
- Bể phản ứng kết tủa FePO₄: H₃PO₄ + FeSO₄ → FePO₄↓ + H₂SO₄ (môi trường H₂SO₄ + H₃PO₄ loãng, pH 1–4) — PP-H kháng xuất sắc
- Bể rửa và lọc tiền chất FePO₄: Nước DI, nhiệt độ 50–70°C — PP-H phù hợp
- Bể pha chế dung dịch Li₂CO₃: Kiềm loãng, pH 11–12 — PP-H kháng xuất sắc

7.2. Pin NMC (Nickel-Manganese-Cobalt) — Yêu Cầu Cao Nhất
Pin NMC đặt ra yêu cầu cao nhất về kiểm soát tạp chất vì Ni, Co, Mn đều là kim loại chuyển tiếp có hoạt tính cao trong dung dịch điện ly. Mọi nguồn thôi nhiễm kim loại từ thiết bị đều ảnh hưởng đến hiệu suất pin.
- Toàn bộ bể trong khu Dry Room: PP-H loại không chứa phụ gia kim loại, có leaching test certificate
- Bể PVDF chỉ dùng cho: Công đoạn tiếp xúc HF > 5% hoặc nhiệt độ > 75°C — chiếm < 15% tổng số bể
7.3. Pin Dạng Trụ (Cylindrical) Và Dạng Túi (Pouch) — Dây Chuyền Formation Khác Nhau
- Pin trụ (18650, 21700): Bể formation ngâm toàn bộ cell — PP-H hình hộp chữ nhật nhiều ngăn, điều khiển nhiệt độ ±1°C
- Pin túi (pouch cell): Formation trên kẹp cơ học, không cần bể ngâm — PP-H dùng chủ yếu cho bể pha chế electrolyte và bể XLNT
- Pin hình lăng trụ (prismatic): Tương tự pin trụ — bể formation PP-H kích thước tùy theo kích thước cell
Kết Luận: Bảy Lý Do Hội Tụ — Bể PP-H Là Câu Trả Lời Đúng
Từ góc độ kỹ thuật điện hóa, tiêu chuẩn chất lượng pin, an toàn lao động và hiệu quả kinh tế, bảy lý do sau đây giải thích đầy đủ và không thể bác bỏ tại sao bể nhựa PP-H phù hợp cho dây chuyền sản xuất pin và ắc quy:
① Kháng toàn diện H₂SO₄ ≤ 50% — yêu cầu số 1 trong sản xuất ắc quy axit chì — với tốc độ ăn mòn bằng 0 trong cả 15–25 năm vận hành.
② Không thôi nhiễm ion kim loại — Fe, Ni, Cr, Cu, Mn — loại bỏ hoàn toàn nguồn nhiễm bẩn thiết bị vào dung dịch điện ly, bảo vệ dung lượng và tuổi thọ pin.
③ Tính điện môi hoàn hảo (ε = 2,2) — thiết yếu cho bể formation ắc quy hoạt động ở điện áp DC 14–18V mà không cần lớp cách điện bổ sung.
④ Không thấm ẩm (< 0,03%) — đặc tính sống còn trong môi trường Dry Room sản xuất pin lithium, nơi H₂O ở mức ppm đã gây hỏng LiPF₆.
⑤ Kháng dung môi NMP và toàn bộ dung môi carbonate — bao phủ đầy đủ danh mục hóa chất sản xuất pin lithium thế hệ mới.
⑥ Không tạo cặp galvanic với chì — không thúc đẩy ăn mòn điện hóa Pb trong dung dịch H₂SO₄ dẫn điện.
⑦ LCC 15 năm thấp hơn SS316L 4 lần — đồng thời bảo vệ giá trị sản phẩm pin khỏi tổn thất chất lượng do thiết bị gây ra.
Trong bối cảnh chuỗi giá trị pin toàn cầu ngày càng đòi hỏi truy xuất nguồn gốc thiết bị sản xuất, kiểm soát tạp chất ở cấp ppb và chứng nhận môi trường sản xuất (ISO 9001, IATF 16949, IEC 62619), đầu tư vào bể PP-H nguyên sinh chất lượng cao — với đầy đủ hồ sơ leaching test và chứng nhận vật liệu — là nền tảng không thể thiếu để nhà máy pin Việt Nam đáp ứng tiêu chuẩn của khách hàng EV và lưu trữ năng lượng toàn cầu.
Bài viết được biên soạn bởi đội ngũ kỹ sư vật liệu nhựa công nghiệp và chuyên gia công nghệ sản xuất pin — Tham chiếu DVS 2205, ISO 15494, FDA 21 CFR 177.1520, IEC 62619:2022, IATF 16949:2016, QCVN 40:2011/BTNMT, ASTM D543 và tiêu chuẩn kiểm soát tạp chất USABC/EUCAR.