Ống nhựa PP (Polypropylene) và hệ phụ kiện kèm theo là giải pháp đường ống kỹ thuật được ứng dụng rộng rãi trong xử lý hóa chất, nước công nghiệp, dẫn khí thải và hệ thống thông gió nhà máy. Bài viết này tổng hợp đầy đủ quy cách kỹ thuật, tiêu chuẩn kích thước, phân loại áp lực và danh mục phụ kiện ống PP phổ biến nhất trên thị trường — tài liệu tham khảo chuẩn dành cho kỹ sư thiết kế, nhà thầu thi công và bộ phận mua hàng.

█ 1. Tổng Quan Vật Liệu Nhựa PP Trong Ứng Dụng Hệ Thống Đường Ống
Polypropylene (PP) là polymer nhiệt dẻo bán tinh thể thuộc họ polyolefin, được tổng hợp từ monomer propylene (CH₂=CHCH₃) bằng phản ứng trùng hợp xúc tác Ziegler-Natta hoặc metallocene. Trong ứng dụng đường ống kỹ thuật, PP được đánh giá là vật liệu lý tưởng cho hệ thống dẫn hóa chất ăn mòn, nước công nghiệp và khí thải nhờ tổ hợp đặc tính cơ-hóa-nhiệt vượt trội mà không loại vật liệu đơn lẻ nào sánh kịp ở mức chi phí tương đương.
◆ 1.1. Đặc Tính Kỹ Thuật Cốt Lõi Của Nhựa PP
| Tính Chất | Giá Trị Điển Hình | Tiêu Chuẩn Đo | Ý Nghĩa Thực Tiễn |
| Khối lượng riêng | 0,900 – 0,915 g/cm³ | ISO 1183 | Nhẹ hơn nước, giảm tải trọng kết cấu |
| Độ bền kéo (Tensile Str.) | 28 – 40 MPa | ISO 527 | Chịu lực kéo dọc trục ống tốt |
| Độ giãn dài khi đứt | > 100 – 500% | ISO 527 | Khả năng hấp thụ biến dạng cao |
| Độ bền uốn (Flexural Str.) | 40 – 55 MPa | ISO 178 | Chống biến dạng dưới tải trọng ngang |
| Độ cứng Shore D | 65 – 72 | ISO 868 | Bề mặt bền, chống trầy xước |
| Nhiệt độ vận hành tối đa | ≤ 90°C (PP-H); ≤100°C (PP-R) | ISO 75 | Phù hợp hầu hết quy trình công nghiệp |
| Hệ số giãn nở nhiệt (α) | 1,5 × 10⁻⁴ m/(m·K) | ISO 11359 | Cần tính bù giãn nở trong thiết kế tuyến ống |
| Độ dẫn nhiệt (λ) | 0,22 – 0,24 W/(m·K) | ISO 8302 | Cách nhiệt tốt, giảm tổn thất nhiệt |
| Chỉ số chảy nóng (MFI) | 0,3 – 5,0 g/10 phút | ISO 1133 | Ảnh hưởng trực tiếp tính hàn nhiệt |
| Điện trở suất bề mặt | > 10¹³ Ω | IEC 60093 | Cách điện tốt, không ăn mòn điện hóa |
◆ 1.2. Ba Cấp Độ PP Phổ Biến Trong Sản Xuất Ống Công Nghiệp
Tùy theo yêu cầu ứng dụng, ống nhựa PP được sản xuất từ ba cấp độ polymer có cấu trúc phân tử và tính năng khác nhau:
- PP-H (Homopolymer): cấu trúc polymer thuần nhất từ propylene 100%, độ cứng và độ bền nhiệt cao nhất trong ba loại, nhiệt độ vận hành đến 90°C, chịu hóa chất xuất sắc. Ứng dụng tiêu biểu: ống dẫn acid, kiềm, dung dịch muối trong công nghiệp hóa chất và mạ điện.
- PP-C / PP-B (Copolymer Block): copolymer gồm các khối polyethylene xen kẽ trong nền PP, tăng độ dai va đập (impact resistance) đáng kể so với PP-H, đặc biệt ở nhiệt độ thấp. Phù hợp ống dẫn trong môi trường rung động, nhiệt độ dao động lớn.
- PP-R (Random Copolymer): các monomer ethylene phân bổ ngẫu nhiên trong mạch PP, tạo cấu trúc vi tinh thể nhỏ và đều, bề mặt bên trong cực nhẵn (Ra < 0,5 µm), chịu áp lực cao và hàn nhiệt dễ. Đây là cấp độ PP tiêu chuẩn cho đường ống áp lực nước nóng theo DIN 8077/8078.
█ 2. Phân Loại Ống Nhựa PP Theo Tiêu Chuẩn Kỹ Thuật
◆ 2.1. Phân Loại Theo Áp Suất Danh Nghĩa — PN (Pressure Nominal)
Áp suất danh nghĩa PN là thông số phân loại quan trọng nhất của ống PP áp lực, xác định mức áp suất làm việc tối đa cho phép ở nhiệt độ 20°C với hệ số an toàn thiết kế. Theo tiêu chuẩn DIN EN ISO 15874, ống PP áp lực được phân loại:
| Cấp Áp Suất | Áp Suất Làm Việc (20°C) | SDR (Standard Dimension Ratio) | Ứng Dụng Điển Hình |
| PN 4 | 4 bar (400 kPa) | SDR 41 | Thoát nước trọng lực, hệ thống thông gió không áp |
| PN 6 | 6 bar (600 kPa) | SDR 26 | Dẫn nước thải công nghiệp, hóa chất áp lực thấp |
| PN 8 | 8 bar (800 kPa) | SDR 21 | Cấp nước công nghiệp, dung dịch muối |
| PN 10 | 10 bar (1.000 kPa) | SDR 17 | Cấp nước áp lực, hệ thống xử lý nước |
| PN 12,5 | 12,5 bar (1.250 kPa) | SDR 13,6 | Đường ống áp lực cao, khí nén lạnh |
| PN 16 | 16 bar (1.600 kPa) | SDR 11 | Hơi nước áp lực thấp, lò phản ứng hóa học |
| PN 20 | 20 bar (2.000 kPa) | SDR 9 | Ứng dụng đặc biệt, áp lực cao |
| PN 25 | 25 bar (2.500 kPa) | SDR 7,4 | Thử thủy lực, thiết bị áp lực |
SDR (Standard Dimension Ratio) = De / e, trong đó De là đường kính ngoài danh nghĩa (mm) và e là chiều dày thành ống (mm). Quan hệ SDR và PN: PN = 20 × MRS / (C × SDR − 1) trong đó MRS (Minimum Required Strength) của PP-R là 8,0 MPa và C = hệ số thiết kế (thường = 1,25).

◆ 2.2. Phân Loại Theo Ứng Dụng
- Ống PP áp lực (Pressure Pipe): theo DIN 8077/8078 (PP-R) hoặc ISO 15874; dùng cho hệ thống cấp nước nóng-lạnh, dẫn hóa chất áp lực.
- Ống PP thoát nước (Drainage Pipe): theo EN 1451-1; thành mỏng, PN thấp, dùng cho hệ thống thoát nước trọng lực trong nhà và công nghiệp.
- Ống PP xoắn thoát nước (PP Spiral/Corrugated Pipe): lớp ngoài xoắn ốc tăng độ cứng vòng, PN thấp nhưng chịu tải ngoài tốt; dùng chôn ngầm thoát nước mưa.
- Ống PP dẫn khí thải / thông gió (Ventilation Duct Pipe): thành dày, kín khí, chịu hóa chất; theo DVS 2205 cho hệ thống dẫn khí thải công nghiệp.
- Ống PP cách âm (PP Silent/Acoustic Pipe): lớp nhựa pha muội khoáng (mineral-filled PP), giảm tiếng ồn dòng chảy; theo EN 14366 cho hệ thống thoát nước trong nhà cao tầng.
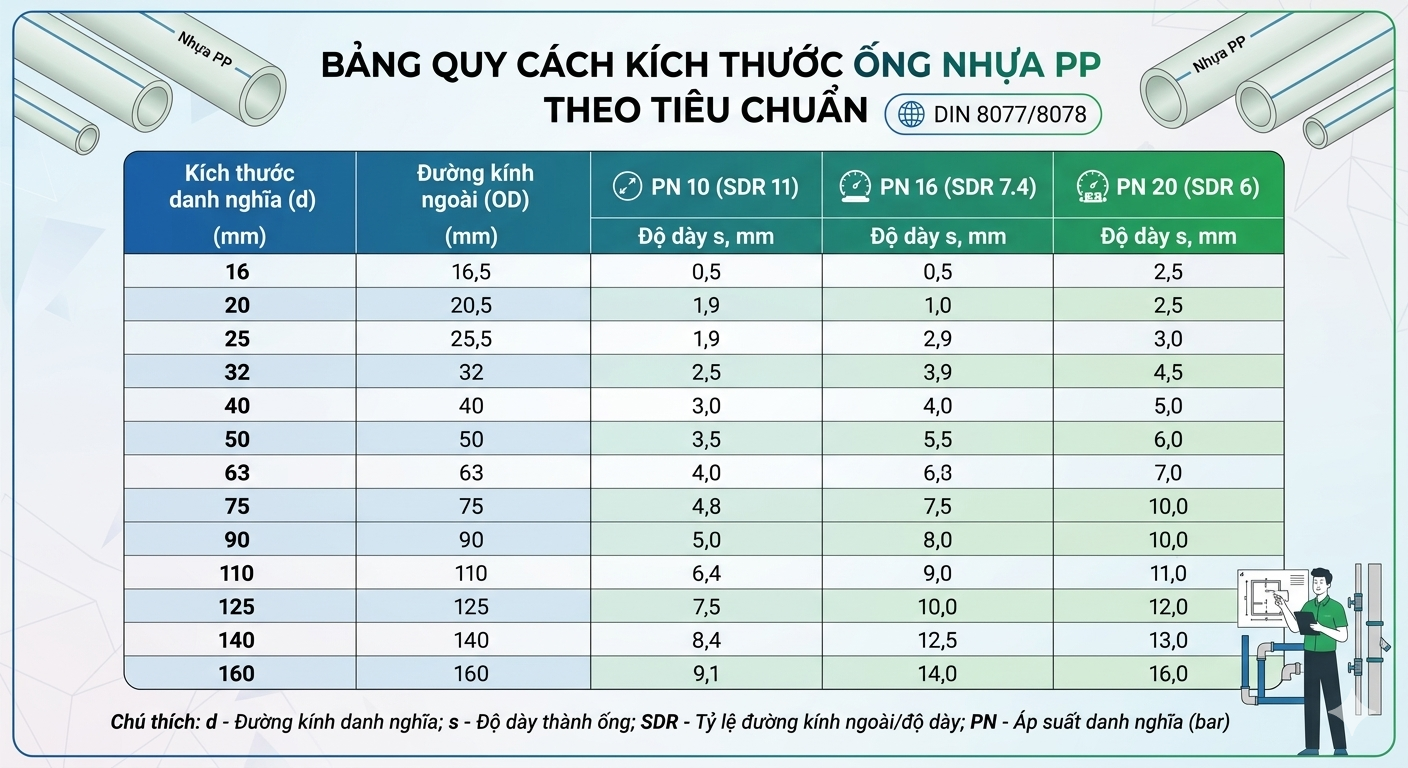
█ 3. Bảng Quy Cách Kích Thước Ống Nhựa PP Theo Tiêu Chuẩn
Kích thước ống nhựa PP được xác định theo hệ thống đường kính ngoài danh nghĩa (Nominal Outside Diameter — De) kết hợp với chiều dày thành tối thiểu (Minimum Wall Thickness — e_min) tương ứng từng cấp PN. Tiêu chuẩn ISO 15874-2 và DIN 8077 quy định các thông số này như sau:
◆ 3.1. Bảng Quy Cách Ống PP-R Áp Lực Theo ISO 15874-2
| De (mm) | PN 10 — e (mm) | PN 16 — e (mm) | PN 20 — e (mm) | PN 25 — e (mm) | Khối Lượng ~(kg/m) |
| 20 | 1,9 | 2,3 | 2,8 | 3,4 | 0,11 – 0,19 |
| 25 | 2,3 | 2,8 | 3,5 | 4,2 | 0,17 – 0,30 |
| 32 | 3,0 | 3,6 | 4,4 | 5,4 | 0,28 – 0,49 |
| 40 | 3,7 | 4,5 | 5,5 | 6,7 | 0,43 – 0,76 |
| 50 | 4,6 | 5,6 | 6,9 | 8,4 | 0,67 – 1,19 |
| 63 | 5,8 | 7,1 | 8,6 | 10,5 | 1,06 – 1,89 |
| 75 | 6,8 | 8,4 | 10,3 | 12,5 | 1,50 – 2,68 |
| 90 | 8,2 | 10,1 | 12,3 | 15,0 | 2,16 – 3,86 |
| 110 | 10,0 | 12,3 | 15,1 | 18,3 | 3,23 – 5,76 |
| 125 | 11,4 | 14,0 | 17,1 | 20,8 | 4,17 – 7,44 |
| 140 | 12,7 | 15,7 | 19,2 | 23,3 | 5,23 – 9,34 |
| 160 | 14,6 | 17,9 | 21,9 | 26,6 | 6,83 – 12,19 |
| 200 | 18,2 | 22,4 | 27,4 | 33,2 | 10,67 – 19,04 |
| 225 | 20,5 | 25,2 | 30,8 | 37,4 | 13,51 – 24,11 |
| 250 | 22,7 | 28,0 | 34,2 | 41,5 | 16,67 – 29,76 |
| 315 | 28,6 | 35,2 | 43,1 | 52,3 | 26,50 – 47,29 |
| 400 | 36,3 | 44,7 | 54,7 | 66,4 | 42,68 – 76,18 |
| 500 | 45,4 | 55,8 | 68,3 | 83,1 | 66,69 – 119,0 |
Chiều dài ống thương mại tiêu chuẩn: 4 m và 6 m/cây. Dung sai đường kính ngoài De: ±0,3% De (ISO 15874-2). Dung sai chiều dày thành e: +15% / không âm. Màu sắc tiêu chuẩn: xám (gray — PP-H cho hóa chất), xanh lá (PP-R nước sinh hoạt), trắng đục (PP-R nước nóng).
◆ 3.2. Bảng Quy Cách Ống PP Thoát Nước Theo EN 1451-1
| De (mm) | Chiều Dày Thành e (mm) | Chiều Dài Cây (m) | Loại Kết Nối | Ứng Dụng |
| 32 | 1,8 | 2 / 3 / 4 | Mít cao su (O-ring) | Thoát nước lavabo, chậu rửa |
| 40 | 1,8 | 2 / 3 / 4 | Mít cao su (O-ring) | Thoát nước lavabo, máy giặt |
| 50 | 1,8 | 2 / 3 / 4 | Mít cao su (O-ring) | Thoát nước sàn, bồn tắm |
| 75 | 1,9 | 2 / 3 / 4 | Mít cao su (O-ring) | Đứng thoát nước tầng |
| 90 | 2,2 | 2 / 3 / 4 | Mít cao su (O-ring) | Đứng thoát nước tầng |
| 110 | 2,7 | 2 / 3 / 4 | Mít cao su (O-ring) | Đứng chính, nằm ngang thu gom |
| 125 | 3,1 | 2 / 3 / 4 | Mít cao su (O-ring) | Đường ống thu gom tầng hầm |
| 160 | 4,0 | 3 / 6 | Mít cao su (O-ring) | Thoát nước mưa, thu gom ngoài nhà |
| 200 | 4,9 | 3 / 6 | Hàn hoặc mít | Cống thoát nước khuôn viên |
| 250 | 6,2 | 6 | Hàn hoặc mít | Thu gom nước thải khu công nghiệp |
| 315 | 7,7 | 6 | Hàn hoặc mít | Tuyến ống chính nước thải |
| 400 | 9,8 | 6 | Hàn hoặc mít | Cống thoát nước lớn |
◆ 3.3. Quy Ước Ký Hiệu Khi Đặt Hàng Ống PP
Để tránh sai lệch trong mua sắm và thi công, ký hiệu kỹ thuật đầy đủ của một ống PP cần bao gồm đủ 5 yếu tố theo chuẩn ISO:
Ví dụ ký hiệu đặt hàng chuẩn: ỐNG PP-R SDR 11 De 90 × 10,1 — ISO 15874 — L = 4 m Giải mã: → PP-R: cấp độ vật liệu (Random Copolymer) → SDR 11: tỷ lệ kích thước chuẩn (De/e = 11) → tương đương PN 16 → De 90: đường kính ngoài danh nghĩa 90 mm → 10,1: chiều dày thành danh nghĩa 10,1 mm → ISO 15874: tiêu chuẩn áp dụng → L = 4 m: chiều dài cây
█ 4. Khả Năng Chịu Hóa Chất Của Ống PP — Chemical Resistance
Một trong những ưu điểm vượt trội nhất của ống nhựa PP so với ống thép, ống đồng hay ống HDPE là khả năng chịu ăn mòn hóa học rộng. Tuy nhiên, không phải tất cả môi trường hóa chất đều tương thích với PP — cần tra cứu và kiểm chứng trước khi thiết kế.

| Nhóm Hóa Chất | Khả Năng Chịu (20°C) | Khả Năng Chịu (60°C) | Ghi Chú Quan Trọng |
| Acid vô cơ loãng (HCl <35%, H₂SO₄ <70%, HNO₃ <40%) | ✔ Tốt | ✔ Tốt | Kiểm tra nồng độ và nhiệt độ cụ thể |
| Acid vô cơ đặc (H₂SO₄ >70%, HNO₃ đặc) | ⚠ Hạn chế | ✘ Không dùng | Oxy hóa mạnh phân hủy polymer PP |
| Kiềm mạnh (NaOH, KOH ≤50%) | ✔ Tốt | ✔ Tốt | PP chịu kiềm vượt trội so với nhiều vật liệu |
| Acid hữu cơ (Acetic, Citric, Lactic ≤10%) | ✔ Tốt | ✔ Tốt | Phù hợp ngành thực phẩm, dược phẩm |
| Dung môi hữu cơ phân cực (Ethanol, Acetone, MEK) | ⚠ Hạn chế | ✘ Không dùng | Trương nở và mất bền cơ học theo thời gian |
| Dung môi hydrocarbon (Toluene, Xylene, Hexane) | ✘ Không dùng | ✘ Không dùng | Hòa tan hoặc làm suy thoái PP |
| Dung dịch muối vô cơ (NaCl, FeCl₃, CuSO₄) | ✔ Tốt | ✔ Tốt | Ứng dụng mạ điện, xử lý nước biển |
| Clo hóa (Cl₂ ≤2%, NaOCl ≤12%) | ✔ Tốt | ⚠ Hạn chế | Dùng trong xử lý nước, tẩy trùng |
| Hydrogen Peroxide (H₂O₂ ≤30%) | ✔ Tốt | ⚠ Hạn chế | Oxy hóa, kiểm tra nồng độ và T° |
| Dầu khoáng, mỡ bôi trơn | ✔ Tốt | ✔ Tốt | Không bị trương nở như cao su |
| Nước cất, nước khử khoáng | ✔ Xuất sắc | ✔ Xuất sắc | Lý tưởng cho dược phẩm, bán dẫn |
| Hơi nước (Steam) bão hòa | ✘ Không dùng | ✘ Không dùng | Nhiệt độ hơi bão hòa vượt giới hạn PP |
⚠ CẢNH BÁO: Bảng trên chỉ mang tính tham chiếu tổng quát. Khả năng chịu hóa chất thực tế phụ thuộc vào nồng độ chính xác, nhiệt độ vận hành, áp lực, thời gian tiếp xúc và các tạp chất đồng thời có mặt trong dung dịch. Đối với hóa chất đặc thù, bắt buộc tham chiếu bảng Chemical Resistance Chart của nhà sản xuất ống và thực hiện ngâm mẫu thử theo ISO 175 trước khi quyết định.
█ 5. Danh Mục Phụ Kiện Ống PP Phổ Biến (PP Pipe Fittings)
Hệ phụ kiện ống PP (PP fittings) là tập hợp các chi tiết kết nối, chuyển hướng, rẽ nhánh, thu phóng và bịt đầu ống được sản xuất từ cùng chất liệu PP với ống, đảm bảo tính đồng nhất vật liệu và khả năng hàn nhiệt liền mạch. Hệ phụ kiện hoàn chỉnh bao gồm hơn 50 loại sản phẩm khác nhau — dưới đây là phân loại theo chức năng kỹ thuật.
◆ 5.1. Nhóm Phụ Kiện Kết Nối Thẳng (Straight Connection Fittings)
▸ Mít Nối Thẳng — Equal Coupling / Socket (Nối Đồng Kính)
Phụ kiện kết nối 2 đoạn ống cùng đường kính thành tuyến ống liên tục. Đây là phụ kiện xuất hiện nhiều nhất trong mọi hệ thống ống PP. Có hai biến thể kết nối chính:
- Mít hàn nhiệt (butt fusion / socket fusion): hàn nhiệt trực tiếp hai đầu ống và phụ kiện, tạo mối nối toàn vẹn không rò rỉ, chịu áp lực cao.
- Mít cao su đàn hồi (push-fit / rubber ring joint): kết nối nhanh bằng vòng đệm cao su EPDM/NBR, không cần hàn — dùng cho ống thoát nước trọng lực, hệ thống cần tháo lắp thường xuyên.

| Ký Hiệu | Tên Gọi | Kích Thước Phổ Biến (De, mm) | Áp Suất Danh Nghĩa |
| SCE | Equal Coupling (Mít thẳng đồng kính) | 20 – 500 | PN 6 – PN 25 |
| SCR | Reducing Coupling (Mít thẳng thu khẩu) | 25×20 đến 250×200 | PN 6 – PN 16 |
| SCT | Threaded Coupling (Mít nối ren BS/DIN) | 20 – 110 | PN 10 – PN 16 |
| FLG | Flange Adaptor (Bích nối mặt bích) | 20 – 500 | PN 6 – PN 16 |
| UNI | Union Joint (Mặt bích union tháo lắp) | 20 – 160 | PN 10 – PN 16 |
▸ Bích Kết Nối PP — PP Flange
Bích PP (PP Flange) là phụ kiện không thể thiếu tại các điểm kết nối với van, thiết bị, bơm và ống kim loại. Cấu tạo gồm đầu hàn (stub end / flange adapter) bằng PP hàn vào ống, kết hợp vòng tăng cứng (backing ring/loose flange) bằng PP-GF hoặc thép không gỉ. Tiêu chuẩn kích thước mặt bích theo DIN 2501 (PN 6–PN 16) hoặc ANSI B16.5 (150 lb). Vật liệu gioăng mặt bích: PTFE, EPDM hoặc Viton tùy tính chất hóa chất.
◆ 5.2. Nhóm Phụ Kiện Chuyển Hướng (Direction Change Fittings)
| Tên Phụ Kiện | Ký Hiệu | Góc Tiêu Chuẩn | Kích Thước (De) | Ghi Chú Kỹ Thuật |
| Co 90° (Elbow 90°) | E90 | 90° | 20 – 500 mm | Bán kính cong ngắn (short radius R = 1D) và dài (long radius R = 1,5D) |
| Co 45° (Elbow 45°) | E45 | 45° | 20 – 500 mm | Giảm tổn thất áp suất hơn co 90° — ưu tiên dùng khi cho phép |
| Co 90° chân đế (Street Elbow) | SE90 | 90° | 20 – 160 mm | Một đầu hàn, một đầu ngoài — lắp trực tiếp vào ống |
| Co 135° (Obtuse Elbow) | E135 | 135° | 50 – 315 mm | Dùng cho hệ thống thoát nước tự chảy, giảm nghẽn |
| Co giảm 90° (Reducing Elbow) | RE90 | 90° | 50×40 đến 250×200 mm | Thay đổi hướng và đường kính đồng thời |
| Ống uốn cong (Bend) | BD | 5°–180° | 50 – 630 mm | Bán kính cong lớn R = 3D–5D, tổn thất áp suất thấp nhất |
Lưu ý thiết kế: Khi lắp đặt hệ thống ống PP dẫn hóa chất ăn mòn, ưu tiên dùng co 45° hoặc ống uốn bán kính lớn (bend R ≥ 3D) thay vì co 90° bán kính ngắn, đặc biệt với dòng chảy hỗn hợp lỏng-bùn. Hệ số trở lực cục bộ ξ của co 90° ngắn (ξ ≈ 1,5) cao gấp 3–5 lần co 45° (ξ ≈ 0,3) gây tổn thất áp suất lớn và mài mòn không đều.
◆ 5.3. Nhóm Phụ Kiện Phân Nhánh (Branch Fittings)
| Tên Phụ Kiện | Ký Hiệu | Góc Nhánh | Kích Thước (De) | Ứng Dụng |
| Tê thẳng đồng kính (Equal Tee) | TE | 90° | 20 – 500 mm | Phân nhánh đồng kính, phổ biến nhất |
| Tê thu khẩu (Reducing Tee) | TER | 90° | 25×20 đến 400×200 | Nhánh nhỏ hơn ống chính, tiết kiệm vật tư |
| Tê 45° (Lateral / Y-Branch) | TE45 | 45° | 50 – 315 mm | Hệ thống thoát nước, giảm nguy cơ nghẽn dòng |
| Tê chéo (Cross / 4-way Fitting) | CR | 90° | 20 – 200 mm | Điểm giao 4 nhánh — dùng hạn chế, thiết kế cẩn thận |
| Saddle phân nhánh (Saddle Clamp) | SAD | 90° | Nhánh 20–110mm | Lắp nhánh vào ống đang thi công, khoan tại chỗ |
| Đầu chữ P — Manifold | MAN | 90° | De 63–200mm | Phân phối đa nhánh từ 1 nguồn, dùng trong hệ rửa |
◆ 5.4. Nhóm Phụ Kiện Thu — Phóng Đường Kính (Reducer Fittings)
Phụ kiện thu-phóng đường kính được dùng khi tuyến ống có sự thay đổi kích thước, hoặc tại điểm kết nối với thiết bị có đường kính khác ống. Hai loại thiết kế:
- Reducer đồng tâm (Concentric Reducer): tâm trục không thay đổi, dùng cho đường ống thẳng đứng hoặc dẫn chất lỏng không có lắng đọng.
- Reducer lệch tâm (Eccentric Reducer): đáy phẳng (flat-bottom), tránh túi khí và điểm lắng đọng — ưu tiên cho đường ống nằm ngang dẫn chất lỏng kèm cặn.
| Loại Reducer | Kích Thước (De × De) | Tiêu Chuẩn | Ứng Dụng Điển Hình |
| Concentric Reducer PP-H | 25×20 đến 500×400 | ISO 15874 / DVS 2205 | Dẫn hóa chất, dẫn khí đường thẳng đứng |
| Eccentric Reducer PP-H | 50×40 đến 400×315 | ISO 15874 / DVS 2205 | Ống nằm ngang, tránh lắng đọng |
| Nipple ren ngoài × hàn | De 20 – 110 | DIN ISO 228 | Kết nối với van, đồng hồ đo |
| Socket ren trong × hàn | De 20 – 110 | DIN ISO 228 | Kết nối thiết bị ren DIN/BSP |
◆ 5.5. Nhóm Phụ Kiện Bịt Đầu Và Dừng Dòng (End Caps & Blanking)
- Nắp bịt đầu (End Cap / Blind Cap): hàn hoặc ren, bịt kín đầu ống trong thử thủy lực, bảo quản hoặc dừng tạm thời.
- Đĩa bít mặt bích (Blank Flange): bích PP hoặc thép không gỉ bịt toàn mặt bích tại vị trí dự phòng.
- Nắp ren (Threaded Plug / Cap): bịt ren ngoài hoặc trong của fitting.
- Piston dừng bóng cao su (Test Ball): dùng thử áp suất từng đoạn ống trong thi công.
◆ 5.6. Nhóm Phụ Kiện Đặc Biệt — Van Và Thiết Bị Kiểm Soát Dòng Chảy
Hệ thống ống PP đầy đủ phải kết hợp với các van và phụ kiện kiểm soát dòng chảy chuyên dụng bằng PP hoặc có lớp lót PP:
| Loại Van / Phụ Kiện | Vật Liệu Thân | Kích Thước (De/DN) | Áp Suất (PN) | Ứng Dụng Điển Hình |
| Van cầu PP (Ball Valve PP) | PP-H / PP-GF | 15 – 200 mm | PN 10 – 16 | Đóng mở nhanh, dẫn hóa chất ăn mòn |
| Van bướm PP (Butterfly Valve PP) | PP-H | DN 50 – 600 | PN 6 – 10 | Đường ống lớn, lưu lượng lớn |
| Van màng PP (Diaphragm Valve PP) | PP-H + PTFE | DN 15 – 200 | PN 6 – 10 | Dòng chảy sạch, vô trùng; điều tiết chính xác |
| Van một chiều PP (Check Valve PP) | PP-H | DN 15 – 200 | PN 10 – 16 | Chống dòng chảy ngược, bơm hóa chất |
| Van chặn PP (Globe Valve PP) | PP-H | DN 15 – 100 | PN 10 | Điều tiết lưu lượng chính xác |
| Đồng hồ đo lưu lượng PP (Flow Meter) | PP body | DN 15 – 300 | PN 10 | Đo lưu lượng hóa chất ăn mòn |
| Bẫy khí PP (Air Release Valve) | PP-H | DN 25 – 50 | PN 10 | Xả khí tự động tại đỉnh tuyến ống |
| Van an toàn PP (Safety/Relief Valve) | PP + PTFE | DN 15 – 50 | PN 6 – 10 | Giảm áp bảo vệ hệ thống |
█ 6. Phương Pháp Kết Nối Ống PP Và Tiêu Chuẩn Kỹ Thuật
Lựa chọn phương pháp kết nối phù hợp là yếu tố quyết định độ bền, độ kín và tuổi thọ của hệ thống ống PP. Mỗi phương pháp có đặc điểm kỹ thuật, thiết bị thực hiện và phạm vi áp dụng riêng biệt.
◆ 6.1. Hàn Đối Đầu — Butt Fusion Welding
Phương pháp hàn đối đầu (butt fusion) áp dụng cho ống và phụ kiện De ≥ 63mm. Hai đầu ống được gia nhiệt đến trạng thái nóng chảy bằng tấm nhiệt (heating plate), sau đó tháo tấm nhiệt và ép hai đầu lại tạo mối hàn đồng nhất. Tiêu chuẩn DVS 2207-1 quy định đầy đủ thông số:
- Nhiệt độ tấm nhiệt: 200–220°C (PP) — kiểm tra bằng nhiệt kế tiếp xúc chuẩn kỳ.
- Thời gian gia nhiệt: tỷ lệ với chiều dày thành ống — điển hình 30–240 giây.
- Áp lực hàn (welding pressure): P_w = 0,1 × SDR × e (N/mm²) — tương ứng 0,8–1,5 bar tùy kích thước.
- Thời gian làm nguội (cooling time): e (mm) × 10 (giây) — ống De 110mm e 10mm cần 100 giây tối thiểu.
- Hệ số hàn đạt được: WF ≥ 0,9 (90% độ bền vật liệu gốc) theo EN 12814-2.
✔ Ưu điểm vượt trội: mối hàn đối đầu tạo liên kết vật liệu đồng nhất tuyệt đối, không có điểm yếu cơ học, chịu áp lực và ứng suất nhiệt cao nhất trong tất cả phương pháp kết nối ống PP. Đây là phương pháp bắt buộc cho đường ống áp lực cao và dẫn hóa chất nguy hiểm.

◆ 6.2. Hàn Mít — Socket Fusion Welding
Phương pháp hàn mít (socket fusion) áp dụng chủ yếu cho đường kính nhỏ De ≤ 63mm. Đầu ống và lòng phụ kiện (socket) được gia nhiệt đồng thời bằng mandrel và socket tool, sau đó lắp ghép ngay để tạo mối hàn.
- Thời gian gia nhiệt: 5–10 giây (De 20–63mm) tại nhiệt độ 260°C.
- Thời gian lắp ghép (joining time): ≤ 4 giây — phải lắp chính xác và nhanh.
- Thời gian giữ vị trí (holding time): 30–60 giây — không được xoay hoặc kéo căng.
- Độ sâu cắm (insertion depth): theo bảng tiêu chuẩn DVS 2207-1.
◆ 6.3. Hàn Đùn — Extrusion Welding
Hàn đùn (extrusion welding) dùng cho mối hàn góc (fillet weld) tại các vị trí lắp phụ kiện, bích, tăng cứng và bồn chứa. Thiết bị hàn đùn cấp nhựa nóng chảy liên tục vào rãnh mối hàn đã được gia nhiệt sơ bộ bằng khí nóng. Đây là phương pháp cao cấp nhất, đạt độ bền mối hàn 85–95% vật liệu gốc.
◆ 6.4. Kết Nối Cơ Học — Mechanical Joining
Ngoài hàn nhiệt, ống PP còn được kết nối bằng các phương pháp cơ học phù hợp cho ứng dụng không thể hàn hoặc cần tháo lắp:
- Khớp nối ren (Threaded Joint): ren ngoài hoặc trong theo DIN ISO 228 (BSP) hoặc ANSI B1.20.1 (NPT); dùng PTFE tape hoặc compound chịu hóa chất, chịu áp đến PN 10.
- Mít mặt bích (Flanged Joint): kết nối tháo lắp được, dùng gioăng PTFE/EPDM; chịu áp PN 6–16.
- Khớp nối cao su nhanh (Push-fit / Quick Coupling): vòng đệm O-ring EPDM hoặc NBR; chỉ dùng cho đường ống không áp hoặc áp thấp (PN ≤ 4).
- Mặt bích union (Union Joint): cho phép tháo lắp dễ tại vị trí bảo trì — bắt buộc lắp tại đầu vào/ra van, bơm, thiết bị.
⚠ Không sử dụng keo dán (solvent cement) cho ống PP — loại keo này chỉ dùng cho PVC và ABS, không tương thích với cấu trúc hóa học polyolefin của PP. Sử dụng keo dán sẽ làm hỏng bề mặt PP mà không tạo được mối nối bền chắc.
█ 7. Hệ Thống Tiêu Chuẩn Kỹ Thuật Áp Dụng Cho Ống PP
| Tiêu Chuẩn | Tổ Chức | Phạm Vi Áp Dụng | Nội Dung Chính |
| ISO 15874-1:2013 | ISO | Hệ thống đường ống PP áp lực — Tổng quan | Định nghĩa, phân loại, yêu cầu chung |
| ISO 15874-2:2013 | ISO | Ống PP áp lực — Yêu cầu kỹ thuật | Kích thước, dung sai, tính chất cơ-lý |
| ISO 15874-3:2013 | ISO | Phụ kiện ống PP áp lực | Kích thước phụ kiện, yêu cầu chất lượng |
| DIN 8077:2008 | DIN | Ống PP-R — Kích thước và yêu cầu kỹ thuật | Đường kính, chiều dày theo SDR |
| DIN 8078:2008 | DIN | Ống PP-R — Điều kiện thử nghiệm | Phương pháp thử thủy lực dài hạn |
| EN 1451-1:2000 | CEN | Ống PP thoát nước — Hệ thống đường ống trong nhà | Kích thước ống và fitting thoát nước |
| DVS 2207-1:2015 | DVS (DE) | Hàn nhiệt dẻo — Hàn đối đầu PP | Thông số nhiệt độ, thời gian, áp lực hàn |
| DVS 2207-11:2014 | DVS (DE) | Hàn nhiệt dẻo — Hàn mít (socket fusion) | Quy trình hàn mít De ≤ 63mm |
| EN 12814-1:2018 | CEN | Kiểm tra độ bền kéo mối hàn nhựa nhiệt dẻo | Tensile test — WF ≥ 0,8 |
| EN 12814-2:2018 | CEN | Kiểm tra độ bền uốn mối hàn nhựa nhiệt dẻo | Bend test — mối hàn không nứt tại góc 180° |
| ISO 1133:2011 | ISO | Chỉ số chảy nóng MFI của nhựa nhiệt dẻo | Phân loại cấp PP theo MFI |
| ISO 527-2:2012 | ISO | Tính chất kéo của vật liệu nhựa | Tensile strength, elongation at break |
| ASTM D2837 | ASTM | Xác định vòng đời áp suất (HDB) ống nhựa | Thử thủy lực dài hạn 10.000 giờ |
| TCVN 8491-2:2011 | TCVN | Ống PP áp lực — áp dụng tại Việt Nam | Tiêu chuẩn quốc gia tương đương ISO 15874 |
█ 8. So Sánh Ống PP Với Các Vật Liệu Ống Công Nghiệp Khác
| Tiêu Chí So Sánh | Ống PP | Ống HDPE | Ống PVC-U | Ống PVDF | Ống Inox 316L |
| Chịu acid vô cơ | ✔ Tốt | ✔ Tốt | ⚠ Hạn chế | ✔✔ Xuất sắc | ⚠ Hạn chế |
| Chịu dung môi hữu cơ | ⚠ Hạn chế | ⚠ Hạn chế | ⚠ Hạn chế | ✔ Tốt | ✔ Tốt |
| Nhiệt độ max (liên tục) | 90°C | 80°C | 60°C | 130°C | 400°C |
| Áp suất max (PN) | PN 25 | PN 25 | PN 16 | PN 16 | PN 250+ |
| Khối lượng riêng | 0,91 g/cm³ | 0,95 g/cm³ | 1,40 g/cm³ | 1,78 g/cm³ | 7,98 g/cm³ |
| Phương pháp kết nối | Hàn nhiệt | Hàn nhiệt | Keo/ren | Hàn IR/butt | Hàn TIG/MIG |
| Chi phí vật liệu (chỉ số) | 100% | 110–120% | 70–85% | 400–600% | 250–400% |
| Tuổi thọ thiết kế | 25–50 năm | 50+ năm | 25–35 năm | 25–50 năm | 30+ năm |
| Chống UV (ngoài trời) | ⚠ Cần bọc | ⚠ Cần bọc | ✔ Tốt (grey) | ✔ Tốt | ✔ Tốt |
Lựa chọn vật liệu ống tối ưu phụ thuộc vào 3 yếu tố then chốt: (1) hóa chất cụ thể và nồng độ; (2) nhiệt độ và áp suất vận hành; (3) ngân sách vòng đời (Life Cycle Cost). Ống PP thường là lựa chọn tối ưu về chi phí-hiệu năng cho phần lớn ứng dụng công nghiệp ở nhiệt độ dưới 90°C với hóa chất không phải dung môi hữu cơ.

█ 9. Hướng Dẫn Kỹ Thuật Khi Mua Ống PP Và Phụ Kiện
◆ 9.1. Kiểm Tra Chất Lượng Khi Nhập Hàng
Để tránh nhận phải sản phẩm kém chất lượng hoặc hàng nhái — vấn đề phổ biến trên thị trường ống nhựa Việt Nam — người mua hàng cần thực hiện kiểm tra theo các bước sau:
- Kiểm tra tem nhãn: phải in rõ đường kính (De), chiều dày (e), cấp áp suất (PN/SDR), cấp vật liệu (PP-H/PP-R), tiêu chuẩn (ISO/DIN), nhà sản xuất và ngày sản xuất. Nhãn in mờ, dễ tẩy xóa là dấu hiệu hàng kém chất lượng.
- Kiểm tra kích thước thực tế: dùng thước kẹp điện tử (digital caliper) đo đường kính ngoài De và chiều dày thành e tại ít nhất 3 vị trí, đối chiếu với bảng quy cách. Sai lệch > 5% cần từ chối.
- Kiểm tra bề mặt: bề mặt ngoài phải đồng đều, không có bọng khí, vết nứt, vằn dọc do đùn ép kém. Màu sắc đồng nhất, không pha lẫn hạt nhựa tái sinh.
- Yêu cầu hồ sơ chất lượng (Mill Test Report / Quality Certificate): chứng nhận tính chất cơ lý (MFI, tensile strength, HDT) từ phòng thí nghiệm độc lập được chứng nhận.
- Kiểm tra khả năng hàn thử (trial weld): với lô hàng lớn, thực hiện hàn thử và bẻ mối hàn — mối hàn đạt chuẩn không tách tại mặt hàn mà vỡ ở thân ống (ductile fracture in base material).
◆ 9.2. Những Lỗi Phổ Biến Khi Chọn Mua
- Nhầm ống PP-H (hóa chất) với PP-R (nước sinh hoạt): hai loại có màu sắc và MFI khác nhau, không thể hàn lẫn với nhau. Hàn PP-H và PP-R tạo mối hàn yếu, dễ nứt.
- Chọn PN thấp hơn yêu cầu: tính toán áp suất làm việc phải cộng hệ số an toàn 1,5–2× và tính thêm áp suất nước búa (water hammer) trong hệ thống có bơm.
- Bỏ qua hệ số giảm bền theo nhiệt độ: ở 60°C, áp suất làm việc tối đa của ống PP-R giảm còn ~60% giá trị PN tại 20°C. Ở 80°C còn ~40%.
- Không tính co giãn nhiệt: ống PP có hệ số giãn nở nhiệt α = 1,5 × 10⁻⁴ m/(m·K) — gấp 6–8 lần ống thép. Một tuyến ống 10m chênh lệch nhiệt độ 50°C giãn nở 75mm — bắt buộc phải thiết kế đầu bù giãn nở (expansion compensator) và neo ống (fixed support).
- Dùng phụ kiện ren sắt với ống PP: phản ứng ăn mòn điện hóa giữa kim loại và nước trong ống dẫn đến ăn mòn ren sắt nhanh chóng — nên dùng phụ kiện ren PP hoặc ren inox.
◆ 9.3. Bảng Quy Đổi Đơn Vị Đường Kính Ống PP Thông Dụng
| De (mm) — ISO | DN (mm) — DIN | Inch (“) | Kết Nối Ren BSP | Tương Đương Ống Thép SCH 40 |
| 20 | 15 | ½” | DN 15 — G½” | 21,3 mm OD |
| 25 | 20 | ¾” | DN 20 — G¾” | 26,9 mm OD |
| 32 | 25 | 1″ | DN 25 — G1″ | 33,7 mm OD |
| 40 | 32 | 1¼” | DN 32 — G1¼” | 42,4 mm OD |
| 50 | 40 | 1½” | DN 40 — G1½” | 48,3 mm OD |
| 63 | 50 | 2″ | DN 50 — G2″ | 60,3 mm OD |
| 75 | 65 | 2½” | DN 65 — G2½” | 76,1 mm OD |
| 90 | 80 | 3″ | DN 80 — G3″ | 88,9 mm OD |
| 110 | 100 | 4″ | DN 100 — G4″ | 114,3 mm OD |
| 125 | 110 | 4½” | — | — |
| 160 | 150 | 6″ | DN 150 — G6″ | 168,3 mm OD |
| 200 | 200 | 8″ | DN 200 | 219,1 mm OD |
| 250 | 250 | 10″ | DN 250 | 273,0 mm OD |
| 315 | 300 | 12″ | DN 300 | 323,9 mm OD |
| 400 | 400 | 16″ | DN 400 | 406,4 mm OD |
| 500 | 500 | 20″ | DN 500 | 508,0 mm OD |
█ 10. Kết Luận
Ống nhựa PP và hệ phụ kiện kèm theo là giải pháp đường ống kỹ thuật linh hoạt, kinh tế và bền vững cho hàng loạt ứng dụng công nghiệp — từ dẫn hóa chất ăn mòn, xử lý nước thải, thoát nước công nghiệp đến hệ thống dẫn khí thải nhà máy. Hiểu đúng quy cách kích thước, phân loại áp lực, đặc tính vật liệu và hệ phụ kiện là nền tảng để thiết kế hệ thống đường ống PP vận hành an toàn, bền lâu và đáp ứng đầy đủ yêu cầu kỹ thuật.
Ba nguyên tắc vàng khi làm việc với ống PP: (1) Luôn kiểm tra tương thích hóa chất trước khi chọn vật liệu; (2) Tính toán đúng áp suất có hệ số nhiệt độ và hệ số an toàn; (3) Thi công hàn nhiệt đúng tiêu chuẩn DVS bởi thợ hàn được đào tạo — ba yếu tố này quyết định 95% tuổi thọ và độ tin cậy của toàn hệ thống.