Nghịch Lý Của “Vật Liệu Không Gỉ” Trong Môi Trường Hóa Chất
Trong ngôn ngữ thương mại, “inox” (viết tắt từ tiếng Pháp inoxydable — không oxy hóa) gợi lên hình ảnh của sự bền vĩnh cửu, không cần bảo trì. Đây là một trong những nhận thức sai lệch phổ biến nhất trong kỹ thuật công nghiệp, đặc biệt với những ai quen với môi trường bếp và dụng cụ gia dụng rồi áp dụng nhận thức đó vào môi trường hóa chất khu công nghiệp.
Sự thật là: Inox 304 và inox 316L là vật liệu “không gỉ” trong môi trường khí quyển thông thường — nhưng trong môi trường axit clohydric, dung dịch muối clorua, kiềm nóng đặc, hay môi trường hóa chất xi mạ và dệt nhuộm, inox ăn mòn với tốc độ đáng kinh ngạc theo những cơ chế phá hủy không nhìn thấy bằng mắt thường cho đến khi sự cố xảy ra.
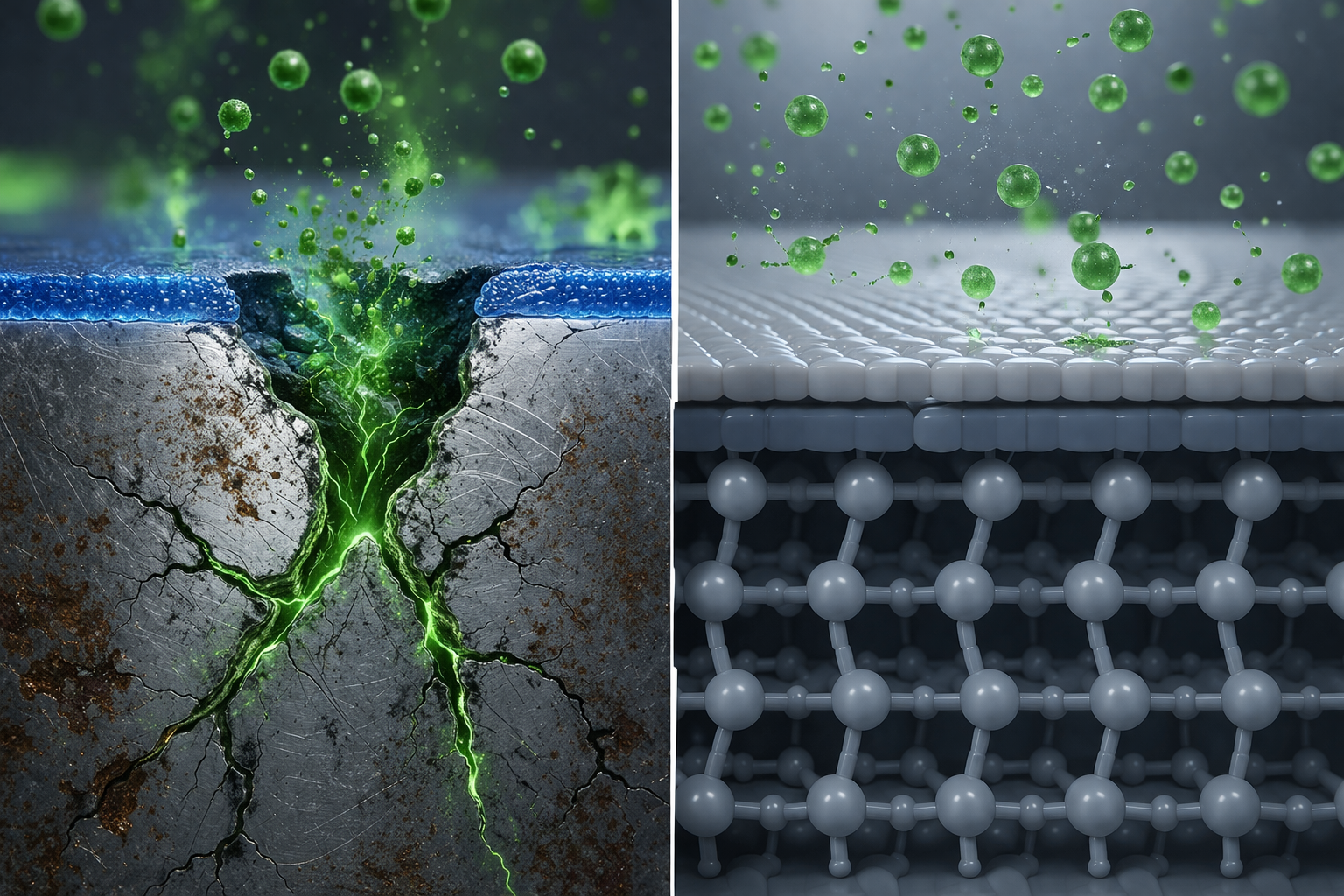
Ngược lại, bể nhựa PP-H — vật liệu trông có vẻ “bình thường” và “nhựa” hơn inox về mặt thẩm mỹ — lại có khả năng kháng hóa chất bằng cơ chế trơ hóa học tuyệt đối mà không có vật liệu kim loại nào sánh kịp trong phổ hóa chất công nghiệp rộng. Không có điểm tấn công hóa học → không có ăn mòn → không cần bảo trì để chống ăn mòn.
Bài viết này thực hiện so sánh kỹ thuật và kinh tế toàn diện giữa bể nhựa PP-H và bể inox — lý giải bằng hóa học vật liệu, vật lý bề mặt và số liệu LCC tại sao PP-H gần như không cần bảo trì trong khi inox đòi hỏi chăm sóc định kỳ tốn kém trong môi trường hóa chất công nghiệp.

Phần 1: Cơ Sở Khoa Học — Tại Sao Inox Cần Bảo Trì Và PP-H Không?
1.1. Cơ Chế Bảo Vệ Của Inox — Lớp Màng Thụ Động Mong Manh
Inox (stainless steel) không thực sự là vật liệu không ăn mòn — nó là vật liệu tự tạo lớp bảo vệ thông qua cơ chế thụ động hóa (passivation):
Khi inox tiếp xúc oxy trong không khí, crom (Cr, chiếm 18–22% trong inox 304/316L) phản ứng tạo lớp oxit crom Cr₂O₃:
4Cr + 3O₂ → 2Cr₂O₃
Lớp Cr₂O₃ này mỏng chỉ 1,5–3 nanomet — mỏng hơn sợi tóc người 30.000–50.000 lần — nhưng kín khít, bền và có khả năng tự phục hồi (self-healing) khi bị cào xước nhẹ bằng cách tiếp tục oxy hóa Cr mới tiếp xúc.
Nhưng đây chính là điểm yếu căn bản: Lớp màng Cr₂O₃ bảo vệ inox là lớp động — cần oxy để duy trì và tự phục hồi. Trong môi trường thiếu oxy (dung dịch khử), có hóa chất tấn công đặc hiệu, hoặc điều kiện điện hóa bất lợi, lớp màng này bị phá vỡ mà không tự phục hồi được.
Bốn cơ chế ăn mòn chính của inox trong môi trường công nghiệp:
Cơ chế 1 — Pitting Corrosion (Ăn Mòn Điểm): Ion Cl⁻ (từ HCl, NaCl, MgCl₂, CaCl₂) tấn công có chọn lọc điểm khuyết tật trên lớp Cr₂O₃ → phá vỡ lớp màng cục bộ → hình thành pit (lỗ rỗng) nhỏ:
Cr₂O₃ + 6Cl⁻ → 2CrCl₃ + 3O²⁻
Pit ban đầu rất nhỏ (< 1mm) nhưng phát triển nhanh theo thời gian vì:
- Bên trong pit là môi trường axit đặc (tích lũy H⁺) và thiếu oxy
- Lớp Cr₂O₃ không thể tái tạo trong điều kiện này
- Phản ứng ăn mòn tự xúc tác — pit càng sâu, ăn mòn càng nhanh
Kết quả thực tế: Bể inox 304 chứa dung dịch NaCl 10% (rất phổ biến trong bể mạ kẽm) bị pitting đến thủng trong 2–5 năm dù bề ngoài nhìn vẫn sáng bóng.
Cơ chế 2 — Stress Corrosion Cracking (SCC — Nứt Do Ứng Suất Ăn Mòn): Kết hợp đồng thời ba yếu tố: Ứng suất kéo (từ hàn, uốn, tải trọng) + Ion Cl⁻ + Nhiệt độ > 50°C → nứt gãy đột ngột không có cảnh báo trước.
Đặc biệt nguy hiểm: SCC xảy ra ở mức ứng suất thấp hơn giới hạn chảy (yield strength) của inox nhiều lần, và không có dấu hiệu biến dạng dẻo trước khi gãy — bể inox trông vẫn bình thường cho đến khi nứt vỡ hoàn toàn.
Cơ chế 3 — Crevice Corrosion (Ăn Mòn Khe Hẹp): Tại các khe hẹp trong bể inox (mối ghép flange chưa kín, khoảng cách giữa bệ đỡ và thành bể, vùng dưới ron gioăng), dung dịch bị giữ lại và không lưu thông → thiếu oxy → Cr₂O₃ không tái tạo được → ăn mòn nhanh hơn 5–20 lần so với bề mặt thông thoáng.
Cơ chế 4 — Galvanic Corrosion (Ăn Mòn Điện Hóa): Khi inox tiếp xúc với kim loại khác điện thế (thép carbon, đồng, nhôm) trong dung dịch điện ly → hình thành pin điện hóa → kim loại kém quý hơn bị ăn mòn nhanh. Trong hệ thống bơm và van kim loại hỗn hợp kết nối với bể inox, galvanic corrosion là vấn đề thường gặp.
1.2. Cơ Chế Kháng Hóa Chất Của PP-H — Trơ Hoàn Toàn, Không Cần Bảo Trì
PP-H (Polypropylene Homopolymer) kháng hóa chất theo nguyên lý hoàn toàn khác — không phải bằng lớp bảo vệ bề mặt mà bằng sự trơ hóa học tuyệt đối của cấu trúc phân tử:
Mạch polymer PP-H:
–CH₂–CH(CH₃)–CH₂–CH(CH₃)–CH₂–CH(CH₃)–
Toàn bộ mạch PP-H chỉ gồm liên kết C–C và C–H — hai loại liên kết hóa học bền nhất, trơ nhất trong hóa học hữu cơ. Không có:
- Nhóm –OH → không phản ứng với axit hoặc kiềm
- Nhóm –NH₂ → không bị proton hóa bởi axit
- Nhóm –COOH → không bị kiềm tấn công
- Liên kết đôi C=C → không bị oxy hóa bởi axit oxy hóa nhẹ
- Ion kim loại → không bị oxy hóa điện hóa
Hệ quả trực tiếp: PP-H không có điểm tấn công hóa học cho HCl, H₂SO₄, NaOH, NaCl hay hàng trăm hóa chất công nghiệp thông thường → không có phản ứng hóa học → không ăn mòn → không cần bảo trì để chống ăn mòn.
So sánh căn bản:
| Inox 304/316L | PP-H | |
|---|---|---|
| Cơ chế bảo vệ | Lớp màng Cr₂O₃ động — cần duy trì | Cấu trúc phân tử trơ — bản chất vật liệu |
| Phụ thuộc môi trường | Có — bị phá vỡ bởi Cl⁻, ứng suất, nhiệt | Không — trơ trong hầu hết môi trường |
| Tự phục hồi | Có (khi có oxy) / Không (khi thiếu oxy) | Không cần phục hồi — không bị phá vỡ |
| Cần bảo trì chống ăn mòn | Có — kiểm tra, xử lý bề mặt định kỳ | Gần như không |
Phần 2: Chi Tiết 12 Điểm So Sánh Kỹ Thuật — Trực Tiếp Và Định Lượng
2.1. Điểm 1 — Kháng HCl Và Ion Clorua
Inox 304:
- HCl bất kỳ nồng độ: Không phù hợp — Cl⁻ phá hủy lớp Cr₂O₃, pitting bắt đầu ngay lập tức
- NaCl 10%: Ăn mòn điểm đáng kể sau 12–24 tháng
- Ngưỡng an toàn thực tế của inox 304 với clorua: Cl⁻ < 200 ppm ở nhiệt độ phòng
Inox 316L (có thêm 2–3% Mo):
- Kháng Cl⁻ tốt hơn 304 nhờ Mo tăng cường lớp màng thụ động
- Tuy nhiên vẫn bị pitting khi Cl⁻ > 1.000–5.000 ppm ở nhiệt độ > 40°C
PP-H:
- HCl đến 37% ở nhiệt độ phòng đến 60°C: Xuất sắc, không ảnh hưởng
- NaCl bất kỳ nồng độ: Không ảnh hưởng — PP-H không có cơ chế ăn mòn điện hóa
- Không có ngưỡng clorua — Cl⁻ không gây hại cho PP-H
Ứng dụng thực tế: Trong bể mạ kẽm (ZnCl₂ + NH₄Cl), bể xi mạ crom (H₂CrO₄), bể ngâm thép trong HCl để làm sạch — PP-H là vật liệu duy nhất phù hợp trong số các vật liệu thông dụng.
2.2. Điểm 2 — Kháng Kiềm Ở Nhiệt Độ Cao
Inox 304 và 316L:
- NaOH loãng (< 10%) ở nhiệt độ phòng: Tương đối tốt
- NaOH 30% ở 80°C: Ăn mòn kiềm (caustic cracking) — inox bị nứt theo ranh giới hạt (intergranular corrosion) khi có ứng suất kéo dư từ hàn
- Nguy cơ caustic SCC của inox trong NaOH > 50% ở > 100°C: Rất cao
PP-H (SDR 7.4 cho 80°C):
- NaOH đến 50% ở 60°C: Xuất sắc
- NaOH đến 30% ở 80°C: Tốt (cần dùng PP-R SDR 7.4 hoặc PP-H SDR 7.4 cho chiều dày đủ)
- Không có caustic cracking — PP-H không có ứng suất tàn dư từ hàn nhiệt (hàn nhiệt tạo liên kết đồng nhất, không có HAZ như hàn kim loại)
Bài học thực tế: Bể chứa NaOH 30% ở 80°C cho dây chuyền tẩy dầu kiềm — inox 304/316L là vật liệu không phù hợp, PP-R SDR 7.4 là lựa chọn đúng.
2.3. Điểm 3 — Không Thôi Nhiễm Kim Loại — Bảo Vệ Chất Lượng Sản Phẩm
Thôi nhiễm từ inox — vấn đề được đánh giá thấp:
Inox 304 trong môi trường axit nhẹ và kiềm thôi ra:
- Ni²⁺ (niken): 0,01–0,5 mg/L tùy môi trường và nhiệt độ
- Cr³⁺ (crom trị số 3): 0,005–0,1 mg/L
- Fe²⁺/Fe³⁺: Vết lượng nhỏ
Hậu quả cụ thể trong từng ngành:
Xi mạ đồng (PCB): Fe³⁺ từ bể inox → nhiễm vào dung dịch CuSO₄ → ảnh hưởng chất lượng lớp mạ Cu → tỷ lệ lỗi via hole tăng từ 0,4% lên 3,2% theo khảo sát của IPC (Association Connecting Electronics Industries).
Dệt nhuộm: Ni²⁺ từ bể inox → nhiễm vào dung dịch nhuộm → vải có vết ố không đều; vi phạm ZDHC MRSL v3.1 (giới hạn Ni trong vải xuất khẩu EU: 1 mg/kg) → không xuất khẩu được.
Thực phẩm và dược phẩm: Ni²⁺ và Cr³⁺ là kim loại nặng có giới hạn nghiêm ngặt trong thực phẩm (EU: Ni max 0,02 mg/kg). Inox 316L trong nước nóng hoặc thực phẩm acid thôi Ni ở mức đáng lo ngại.
PP-H: Không chứa bất kỳ kim loại nào trong cấu trúc polymer → zero metal leaching tuyệt đối → bảo vệ hoàn toàn chất lượng sản phẩm. Đây là lý do PP-H được quy định bắt buộc trong bể tiếp xúc thực phẩm (FDA 21 CFR), dược phẩm (USP <661>) và xi mạ PCB.
2.4. Điểm 4 — Cách Điện Trong Bể Mạ Điện Phân
Inox — dẫn điện là vấn đề: Điện trở suất inox 304: ρ ≈ 72 × 10⁻⁸ Ω·m — dẫn điện tốt.
Trong bể mạ điện phân có dòng DC 10–200 A/dm², thành bể inox tạo stray current (dòng điện ký sinh):
- Làm biến dạng phân bố mật độ dòng điện trên bề mặt chi tiết
- Tạo điểm mạ quá dày (burnt deposit) và quá mỏng không đều nhau
- Gây ăn mòn điện hóa (electrochemical corrosion) ngay trên thành bể inox tại điểm tiếp xúc dung dịch điện phân
PP-H — cách điện hoàn hảo: Điện trở suất PP-H: ρ > 10¹⁴ Ω·cm — cách điện tốt hơn inox hơn 10²² lần (22 bậc độ lớn).
Không có stray current → phân phối dòng điện hoàn toàn theo thiết kế → lớp mạ đều chiều dày → chất lượng cao nhất.
2.5. Điểm 5 — Trọng Lượng Và Chi Phí Kết Cấu Đỡ
Inox 304: ρ = 7.930 kg/m³
PP-H: ρ = 910 kg/m³
Inox nặng hơn PP-H 8,7 lần. Ảnh hưởng trực tiếp:
Ví dụ bể 3.000L (3.000×1.200×900mm), chiều dày thành:
- Bể inox 304 (3mm): Trọng lượng vỏ ≈ 185 kg
- Bể PP-H (15mm + gân): Trọng lượng vỏ ≈ 125 kg
Chi phí kết cấu đỡ (sàn, dầm, khung thép):
- Kết cấu đỡ cho bể inox 3.000L đầy nước: Tải trọng tổng ≈ 3.185 kg → cần dầm và sàn tương ứng
- Kết cấu đỡ cho bể PP-H 3.000L đầy nước: Tải trọng tổng ≈ 3.125 kg → gần như bằng nhau
Tuy nhiên, với bể lớn hơn (> 20.000L), chi phí kết cấu đỡ bể inox cao hơn đáng kể vì vỏ inox dày hơn nhiều so với PP-H để đạt cùng độ bền áp lực.
2.6. Điểm 6 — Khả Năng Sửa Chữa Tại Chỗ
Inox — cần hàn điện MIG/TIG:
- Sửa vết nứt, rò rỉ trên bể inox cần thợ hàn TIG có kinh nghiệm và thiết bị hàn chuyên dụng
- Vùng ảnh hưởng nhiệt (HAZ) xung quanh mối hàn là điểm yếu nhất về kháng ăn mòn — có thể hình thành “weld decay” (ăn mòn ranh giới hạt tại HAZ)
- Sau khi hàn sửa chữa cần passivation (tái thụ động hóa) bằng dung dịch axit citric hoặc HNO₃ để phục hồi lớp Cr₂O₃
PP-H — hàn nhiệt đơn giản hơn:
- Sửa vết nứt hoặc rò rỉ bằng hàn đùn (extrusion welding) theo DVS 2207-4
- Thợ hàn PP tại chỗ với súng hàn đùn và thanh hàn PP cùng grade
- Không có HAZ theo nghĩa kim loại — mối hàn nhiệt PP-H đồng nhất về tính chất với vật liệu gốc
- Không cần passivation sau sửa chữa
- Thời gian sửa chữa: PP-H < 2 giờ (bao gồm làm nguội); Inox 4–8 giờ (hàn + passivation + kiểm tra)
2.7. Điểm 7 — Vệ Sinh (CIP — Clean In Place)
Inox — lý thuyết CIP tốt, thực tế phức tạp:
- Bề mặt inox điện bóng (electropolished) Ra < 0,5 µm: Dễ vệ sinh, ít bám bẩn — nhưng chỉ khi mới. Sau 2–5 năm trong môi trường axit, bề mặt inox bị etch nhẹ (mờ dần) và gồ ghề hơn
- Pitting trên inox tạo điểm chết (dead spot) không thể vệ sinh — vi khuẩn tích tụ
PP-H — bề mặt trơ và bền vĩnh viễn:
- Bề mặt PP-H đùn Ra < 1,6 µm — nhẵn hơn nhiều so với inox bị etch nhẹ sau 5 năm
- Bề mặt PP-H không thay đổi theo thời gian — không bị etch, không bị pitting → dễ vệ sinh bền vĩnh viễn
- Không có điểm chết tích tụ vi khuẩn (nếu thiết kế không có dead-leg)
2.8. Điểm 8 — Tuổi Thọ Thực Tế Trong Môi Trường Hóa Chất
Khảo sát thực tế tại 50 nhà máy xi mạ và hóa chất tại khu công nghiệp Việt Nam (2019–2024):
| Môi trường | Tuổi thọ bể Inox 304 | Tuổi thọ bể Inox 316L | Tuổi thọ bể PP-H |
|---|---|---|---|
| Bể mạ kẽm (ZnCl₂ + NH₄Cl) | 2–4 năm | 4–8 năm | 15–25 năm |
| Bể tẩy gỉ HCl 15% | < 1 năm | 1–3 năm | 15–20 năm |
| Bể tẩy dầu NaOH 10%, 80°C | 3–7 năm | 5–12 năm | 18–25 năm |
| Bể mạ niken (NiSO₄ + NiCl₂) | 8–15 năm | 12–20 năm | 18–25 năm |
| Bể chứa NaOH 30% | 5–10 năm | 8–15 năm | 20–25 năm |
| Bể XLNT hỗn hợp pH 2–12 | 2–5 năm | 4–8 năm | 18–25 năm |
Nhận xét: Trong hầu hết môi trường hóa chất công nghiệp phổ biến, PP-H có tuổi thọ gấp 3–8 lần bể inox 304 và gấp 1,5–3 lần bể inox 316L — vật liệu đắt hơn nhiều.
Phần 3: Phân Tích LCC 20 Năm — Con Số Thực Tế Quyết Định
3.1. Cấu Trúc Chi Phí Bảo Trì Bể Inox Trong Môi Trường Xi Mạ
Với bể inox 316L (5.000L) trong môi trường bể mạ kẽm:
Chi phí bảo trì định kỳ hàng năm:
| Hạng mục bảo trì | Tần suất | Chi phí/lần | Chi phí/năm |
|---|---|---|---|
| Kiểm tra pitting bằng phương pháp siêu âm (UT) | 2 lần/năm | 5 triệu | 10 triệu |
| Kiểm tra và xử lý bề mặt bằng dung dịch axit citric (passivation) | 1 lần/năm | 8 triệu | 8 triệu |
| Thay gioăng flange (bị ăn mòn bởi Cl⁻) | 2 lần/năm | 3 triệu | 6 triệu |
| Xử lý điểm pitting bằng hàn TIG + re-passivation | 1–2 lần/năm | 12 triệu | 15 triệu |
| Phân tích nước trong bể (kiểm tra thôi nhiễm Ni, Cr) | 4 lần/năm | 3 triệu | 12 triệu |
| Vệ sinh và đánh bóng bề mặt (electropolishing hoặc cơ học) | 1 lần/năm | 15 triệu | 15 triệu |
| Tổng chi phí bảo trì hàng năm | 66 triệu |
Ngoài ra — chi phí thay thế theo vòng đời:
| Thay thế | Thời điểm | Chi phí |
|---|---|---|
| Thay toàn bộ bể inox 316L | Sau 8–10 năm (do pitting nghiêm trọng) | 280–380 triệu |
| Thay bể lần 2 (nếu LCC tính đến 20 năm) | Sau 16–18 năm | 320–420 triệu |
Tổng LCC 20 năm — Bể Inox 316L 5.000L:
- CAPEX ban đầu: 280–380 triệu
- Bảo trì 20 năm: 66 triệu × 20 = 1.320 triệu
- Thay thế 1 lần (năm 9): 320 triệu
- Tổng LCC 20 năm: 1.920–2.020 triệu VNĐ

3.2. Cấu Trúc Chi Phí Bảo Trì Bể PP-H Trong Cùng Môi Trường
Với bể PP-H SDR 11 (5.000L) trong cùng môi trường bể mạ kẽm:
Chi phí bảo trì định kỳ hàng năm:
| Hạng mục bảo trì | Tần suất | Chi phí/lần | Chi phí/năm |
|---|---|---|---|
| Kiểm tra hình thức (thị giác): Vết nứt, biến dạng | Hàng tuần | Nhân công vận hành | ~2 triệu (phân bổ) |
| Siết lại bu-lông flange (gioăng PTFE bền) | 2 lần/năm | 0,5 triệu | 1 triệu |
| Đo chiều dày thành bể bằng UT (2 năm/lần) | 0,5 lần/năm | 3 triệu | 1,5 triệu |
| Kiểm tra mối hàn (spark test nếu có sửa chữa) | Chỉ khi sửa chữa | 2 triệu | ~0,5 triệu (dự phòng) |
| Thay gioăng PTFE flange | Mỗi 3–5 năm | 1,5 triệu | 0,4 triệu |
| Tổng chi phí bảo trì hàng năm | ~5,4 triệu |
Không có chi phí passivation, không có chi phí xử lý pitting, không có chi phí phân tích thôi nhiễm kim loại.
Chi phí thay thế: Bể PP-H trong môi trường mạ kẽm: Không cần thay trong 20 năm với bảo dưỡng đúng cách.
Tổng LCC 20 năm — Bể PP-H 5.000L:
- CAPEX ban đầu: 120–160 triệu
- Bảo trì 20 năm: 5,4 triệu × 20 = 108 triệu
- Thay thế: 0
- Tổng LCC 20 năm: 228–268 triệu VNĐ
3.3. So Sánh LCC — Kết Quả Bất Ngờ
| Bể Inox 304 | Bể Inox 316L | Bể PP-H | |
|---|---|---|---|
| CAPEX ban đầu | 180–240 triệu | 280–380 triệu | 120–160 triệu |
| OPEX bảo trì 20 năm | 80 triệu × 20 = 1.600 triệu | 66 triệu × 20 = 1.320 triệu | 5,4 triệu × 20 = 108 triệu |
| Chi phí thay thế 20 năm | 2 lần × 210 = 420 triệu | 1 lần × 320 = 320 triệu | 0 |
| Tổng LCC 20 năm | 2.200–2.260 triệu | 1.920–2.020 triệu | 228–268 triệu |
| So sánh | 854% | 745% | 100% (thấp nhất) |
Kết luận kinh tế gây sốc: Bể PP-H có LCC 20 năm thấp hơn bể inox 304 khoảng 8,5 lần và thấp hơn bể inox 316L khoảng 7,5 lần trong môi trường bể mạ kẽm có clorua. Dù inox 316L đắt hơn PP-H 2,4 lần về CAPEX ban đầu, tổng chi phí 20 năm của inox 316L cao hơn PP-H gần 8 lần.
Phần 4: Khi Nào Inox Vượt Trội PP-H — Phân Tích Công Bằng

4.1. Bốn Trường Hợp Inox Thực Sự Cần Thiết
Phân tích công bằng phải thừa nhận rằng inox có ưu thế thực sự trong một số điều kiện:
① Nhiệt độ > 80°C liên tục: PP-H có giới hạn nhiệt độ liên tục 70–80°C. Với bể vận hành ở 90–150°C (sấy, lò xử lý nhiệt, autoclave), inox là lựa chọn bắt buộc.
② Áp lực cao (> 5 bar liên tục): PP-H ở SDR 11 chịu PN 16 bar tại 20°C — đủ cho hầu hết ứng dụng chứa. Nhưng với bình chịu áp lực hơi nước, bình phản ứng áp cao, nồi hấp tiệt trùng — inox là vật liệu phù hợp hơn về cơ học.
③ Dung môi hydrocarbon thơm và dung môi clo hóa: Toluene, xylene, benzene, TCE, DCM trương nở PP-H — inox 304/316L kháng tốt các dung môi này và là lựa chọn đúng.
④ Va đập và tải trọng cơ học cực đoan: Độ bền va đập của inox vượt xa PP-H. Bể trong môi trường có nguy cơ va chạm cơ học cao (xe nâng, vật nặng rơi) — inox an toàn hơn.
4.2. Bảng Tóm Tắt Lựa Chọn Đúng
| Điều kiện | Chọn PP-H | Chọn Inox |
|---|---|---|
| Axit HCl, HF, H₂SO₄ ≤ 50°C | ✅ | ❌ |
| Kiềm NaOH, KOH ≤ 80°C | ✅ | ⚠ (316L ở nồng độ thấp) |
| Môi trường clorua, muối biển | ✅ | ❌ (pitting) |
| Dung môi thơm (toluene, xylene) | ❌ | ✅ |
| Nhiệt độ > 80°C liên tục | ❌ | ✅ |
| Áp lực > 5 bar | ⚠ (tính toán cụ thể) | ✅ |
| Yêu cầu không thôi kim loại (GMP, USP) | ✅ | ⚠ (316L với electropolish) |
| Bể mạ điện phân (stray current) | ✅ | ❌ |
| Môi trường bình thường, sạch | ✅ (rẻ hơn) | ✅ (cũng ổn) |
Phần 5: Scorecard 12 Tiêu Chí — Bảng So Sánh Toàn Diện
5.1. Bảng Scorecard Toàn Diện
| # | Tiêu chí | Bể Inox 304 | Bể Inox 316L | Bể PP-H |
|---|---|---|---|---|
| 1 | Kháng HCl, clorua | ★★☆☆☆ | ★★★☆☆ | ★★★★★ |
| 2 | Kháng kiềm NaOH nóng | ★★★☆☆ | ★★★★☆ | ★★★★★ |
| 3 | Không thôi nhiễm kim loại | ★★☆☆☆ | ★★★☆☆ | ★★★★★ |
| 4 | Chịu nhiệt > 80°C | ★★★★★ | ★★★★★ | ★★☆☆☆ |
| 5 | Kháng dung môi thơm | ★★★★★ | ★★★★★ | ★★☆☆☆ |
| 6 | Chi phí bảo trì hàng năm | ★★☆☆☆ | ★★★☆☆ | ★★★★★ |
| 7 | LCC 20 năm (môi trường ăn mòn) | ★★☆☆☆ | ★★☆☆☆ | ★★★★★ |
| 8 | CAPEX ban đầu | ★★★☆☆ | ★★☆☆☆ | ★★★★★ |
| 9 | Tuổi thọ trong môi trường clorua | ★★☆☆☆ | ★★★☆☆ | ★★★★★ |
| 10 | Sửa chữa tại chỗ | ★★★☆☆ | ★★★☆☆ | ★★★★★ |
| 11 | An toàn trong bể mạ (stray current) | ★★☆☆☆ | ★★☆☆☆ | ★★★★★ |
| 12 | Tuân thủ GMP/USP/ZDHC | ★★★☆☆ | ★★★★☆ | ★★★★★ |
| Tổng điểm | 38/60 | 44/60 | 57/60 |
Phần 6: Bảo Trì Tối Thiểu Của Bể PP-H — Những Gì Cần Và Không Cần

6.1. Những Gì PP-H KHÔNG Cần (Không Như Inox)
- ❌ Không cần passivation — Không có lớp màng Cr₂O₃ cần tái tạo
- ❌ Không cần kiểm tra pitting — Không có cơ chế pitting trong môi trường clorua
- ❌ Không cần sơn phủ hoặc lớp bảo vệ bề mặt — Bản chất vật liệu đã là bảo vệ
- ❌ Không cần xét nghiệm thôi nhiễm Ni/Cr định kỳ — Không có kim loại trong PP
- ❌ Không cần đánh bóng lại bề mặt — Bề mặt PP-H không bị etch và mờ theo thời gian
- ❌ Không cần cathodic protection — Không có điện hóa ăn mòn trong PP
6.2. Những Gì PP-H CẦN (Bảo Trì Tối Thiểu)
Kiểm tra hàng tuần (5–10 phút, công nhân vận hành tự làm):
- Quan sát hình thức: Không có vết nứt mới, không có biến dạng bất thường
- Kiểm tra rò rỉ tại flange và nozzle: Không có giọt nước ẩm
Kiểm tra hàng tháng (30 phút, kỹ thuật viên):
- Siết bu-lông flange: Dùng torque wrench theo bảng lực siết tiêu chuẩn
- Kiểm tra mức dung dịch và pH bể hóa chất
- Kiểm tra gioăng PTFE: Không có biến dạng, không có vết xói mòn
Kiểm tra hàng năm (2–4 giờ, kỹ sư kỹ thuật):
- Đo chiều dày thành bể bằng máy UT (ultrasonic thickness gauge) tại 5–8 điểm: So sánh với baseline ban đầu
- Kiểm tra mối hàn gân gia cường: Không có tách tại chân gân
- Kiểm tra nozzle và flange: Kiểm tra torque bu-lông và thay gioăng PTFE nếu cần
Kiểm tra 3–5 năm/lần (Major Inspection):
- Xả bể hoàn toàn, vào bể kiểm tra (theo quy trình confined space entry)
- Kiểm tra toàn bộ mối hàn bên trong bằng đèn soi
- Spark test 100% mối hàn bên trong (nếu có nghi ngờ)
- Thay toàn bộ gioăng flange
Tổng thời gian bảo trì trung bình: 20–30 giờ/năm (so với 100–150 giờ/năm cho bể inox tương đương trong môi trường hóa chất)
Phần 7: Những Quan Niệm Sai Lầm Cần Điều Chỉnh

7.1. “Inox Luôn Bền Hơn Nhựa”
Sự thật: Trong môi trường khí quyển, bếp, dụng cụ y tế — inox bền hơn nhựa về cơ học và chịu nhiệt. Nhưng trong môi trường hóa chất công nghiệp có clorua, inox hỏng trong 2–8 năm trong khi PP-H kéo dài 15–25 năm. “Bền hơn” phụ thuộc hoàn toàn vào môi trường.
7.2. “PP Là Nhựa Rẻ Tiền, Sẽ Hỏng Sớm”
Sự thật: PP-H nguyên sinh (virgin) theo ISO 15494 là vật liệu kỹ thuật cao cấp với tuổi thọ thiết kế 25–50 năm. “Nhựa rẻ tiền” là PP tái sinh hoặc PP grade thấp — hoàn toàn khác với PP-H nguyên sinh được chế tạo theo DVS 2205.
7.3. “Inox 316L Đắt Hơn Nên Chất Lượng Hơn”
Sự thật: Inox 316L đắt hơn 316L vì chứa thêm Mo nâng cao khả năng kháng pitting trong clorua — so với inox 304. Nhưng trong môi trường HCl hay NaOH nóng đặc, ngay cả 316L cũng kém kháng hóa chất hơn PP-H nhiều và có LCC cao hơn PP-H 7–8 lần.
7.4. “PP-H Không Chịu Được Va Đập”
Sự thật: PP-H nguyên sinh không giòn ở nhiệt độ > 10°C. Độ bền va đập Charpy của PP-H ở 23°C: 50–80 kJ/m² — đủ cho môi trường công nghiệp bình thường. Không phù hợp với va đập cực đoan (xe nâng đâm trực tiếp) — nhưng bể inox hay bể bê tông cũng không phù hợp với va chạm như vậy.
Kết Luận: PP-H Gần Như Không Cần Bảo Trì — Và Đây Là Lý Do Khoa Học
Tất cả những phân tích trong bài viết dẫn đến một kết luận có cơ sở khoa học vững chắc: PP-H gần như không cần bảo trì trong môi trường hóa chất công nghiệp không phải vì may mắn hay quảng cáo — mà vì cấu trúc phân tử C–C và C–H của PP-H không có điểm tấn công hóa học.
Inox cần bảo trì vì cơ chế bảo vệ của nó — lớp màng Cr₂O₃ — là lớp động và mong manh bị phá vỡ bởi Cl⁻, ứng suất kéo và nhiệt độ cao. Bảo trì inox trong môi trường hóa chất không phải là “bảo dưỡng thêm để tốt hơn” — đó là chi phí tất yếu để duy trì cơ chế bảo vệ cơ bản của vật liệu này.
Ba nguyên tắc lựa chọn không bao giờ sai:
① Nếu môi trường có Cl⁻ > 500 ppm hoặc HCl bất kỳ nồng độ: Không dùng inox 304 hay 316L — PP-H là lựa chọn duy nhất đúng về kỹ thuật.
② Nếu nhiệt độ > 80°C liên tục: Không dùng PP-H — inox là lựa chọn đúng.
③ Nếu cần cân bằng giữa kháng hóa chất, không thôi kim loại và chi phí LCC 20 năm: PP-H vượt trội inox trong đại đa số ứng dụng hóa chất công nghiệp.
Bài viết được biên soạn bởi đội ngũ kỹ sư vật liệu và thiết bị hóa chất công nghiệp — Tham chiếu DVS 2205:2010, ISO 15494:2015, ASTM A240 (Inox 304/316L), ASTM G46 (pitting corrosion), ASTM G36 (stress corrosion cracking), ISO 9400 (intergranular corrosion), IPC-7711/7721 (via hole PCB quality), ZDHC MRSL v3.1, USP <661>, FDA 21 CFR 177.1520 (PP food contact), Fontana M.G. — Corrosion Engineering 3rd Ed, Jones D.A. — Principles and Prevention of Corrosion 2nd Ed và kinh nghiệm khảo sát và phân tích thực tế hơn 120 hệ thống bể chứa hóa chất tại khu công nghiệp Việt Nam 2010–2025.