Bồn hóa chất nhựa PP (Polypropylene) là thiết bị chứa đựng và vận chuyển hóa chất công nghiệp được sản xuất theo quy trình gia công nhựa kỹ thuật cao, đòi hỏi kiểm soát chặt chẽ từ khâu lựa chọn nguyên liệu đến hoàn thiện bề mặt và kiểm định chất lượng. Bài viết này cung cấp quy trình gia công bồn PP toàn diện theo tiêu chuẩn kỹ thuật, hỗ trợ kỹ sư, nhà sản xuất và người mua hàng nắm rõ các bước sản xuất, yêu cầu vật liệu và tiêu chí kiểm soát chất lượng.

▌ 1. Tổng Quan Về Bồn Hóa Chất Nhựa PP Trong Công Nghiệp
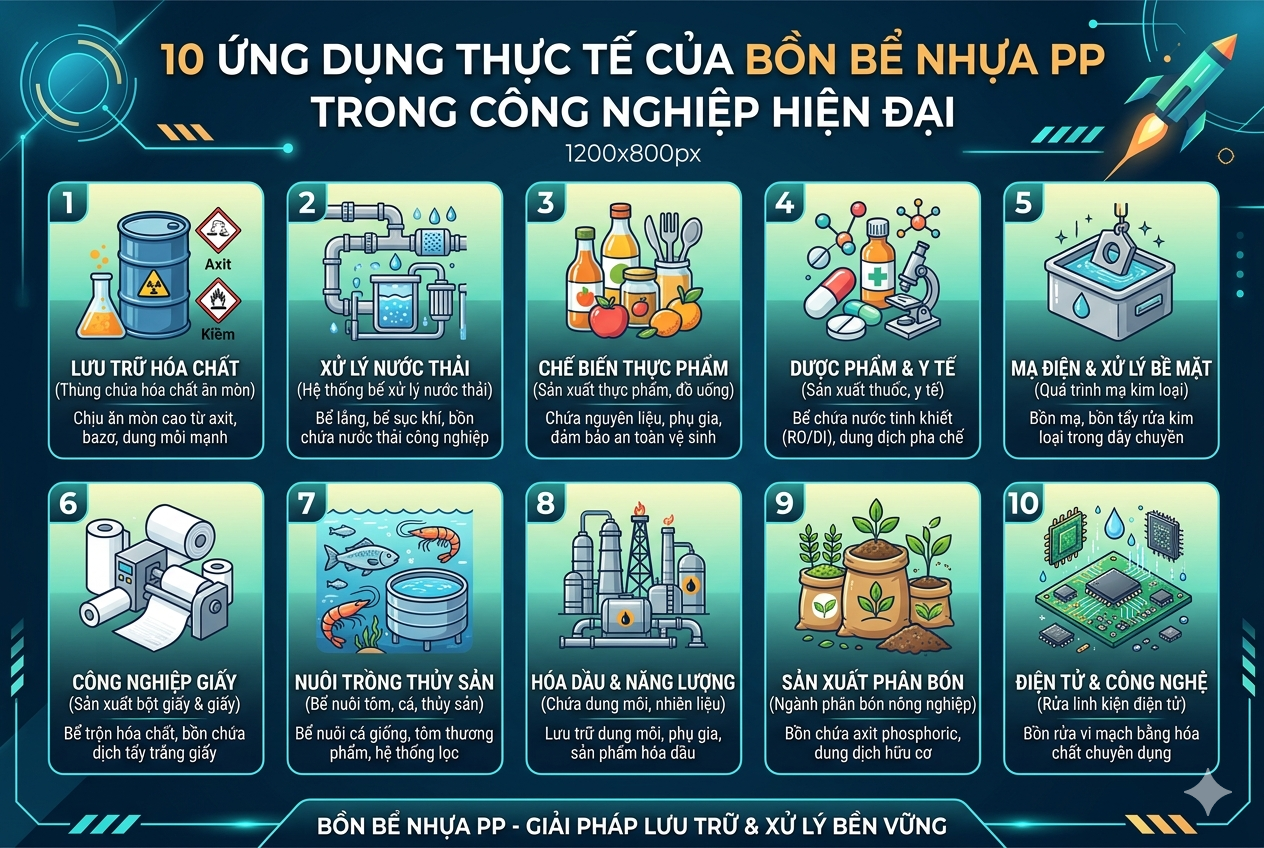
Bồn hóa chất nhựa Polypropylene (PP) là một trong những thiết bị chứa không kim loại được ứng dụng rộng rãi nhất trong các ngành công nghiệp hóa chất, xử lý nước thải, mạ điện, sản xuất phân bón, dược phẩm và thực phẩm. Đặc tính ưu việt của vật liệu PP — bao gồm khả năng chịu ăn mòn hóa học xuất sắc, trọng lượng nhẹ, bề mặt không thấm ướt và chi phí vòng đời thấp — đã khiến loại bồn này trở thành lựa chọn ưu tiên thay thế bồn inox, bồn FRP hoặc bồn HDPE trong nhiều ứng dụng đặc thù.
◆ 1.1. Đặc Tính Kỹ Thuật Nổi Bật Của Nhựa PP Trong Ứng Dụng Bồn Hóa Chất
Nhựa PP (Polypropylene) thuộc nhóm nhiệt dẻo (thermoplastic) với cấu trúc polymer mạch dài sắp xếp theo cấu hình isotactic hoặc syndiotactic, mang lại cơ tính và hóa tính vượt trội:
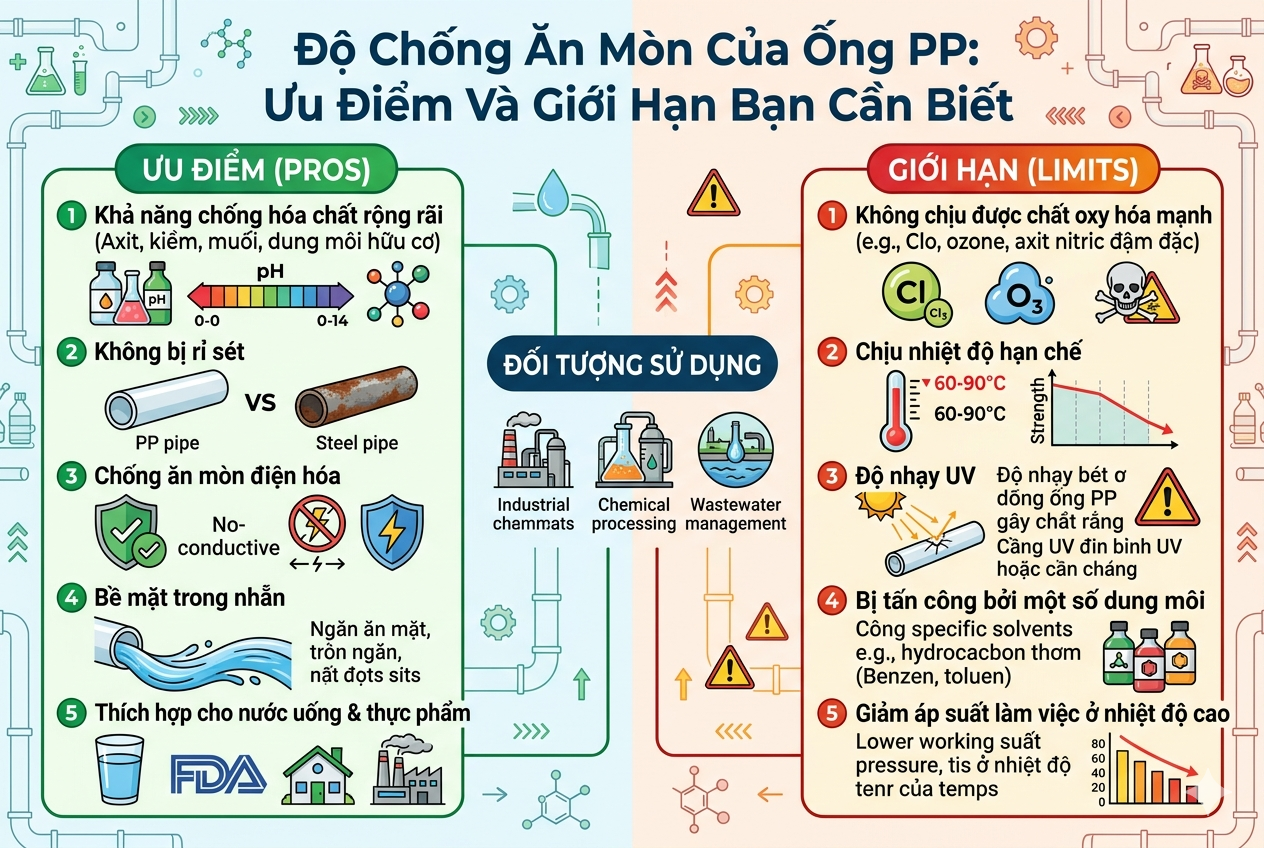
- Khả năng chịu hóa chất: PP chịu được acid vô cơ loãng và đặc (H₂SO₄, HCl, HNO₃ ở nồng độ nhất định), kiềm mạnh (NaOH, KOH), muối vô cơ, dung dịch oxy hóa nhẹ và hầu hết các dung môi phân cực.
- Phạm vi nhiệt độ vận hành: từ 0°C đến +90°C liên tục (PP-H) hoặc đến +100°C với PP-R (Polypropylene Random Copolymer), không phù hợp với môi trường dưới 0°C do tính giòn ở nhiệt độ thấp.
- Khối lượng riêng thấp: 0,90–0,91 g/cm³, nhẹ hơn nước, giúp giảm đáng kể tải trọng kết cấu so với bồn kim loại.
- Độ bền va đập và chịu mỏi cơ học tốt, đặc biệt ở dạng PP Copolymer (PP-C) được bổ sung ethylene.
- Hệ số ma sát bề mặt thấp, không tích điện tĩnh, dễ làm sạch và khử trùng — tiêu chuẩn quan trọng trong ngành thực phẩm và dược phẩm.
- Tính hàn nhiệt (weldability) ưu việt: PP có thể hàn nhiệt bằng khí nóng (hot gas welding) và hàn nhiệt ma sát (extrusion welding) với mối hàn đạt 70–90% độ bền vật liệu gốc.
◆ 1.2. Phân Loại Cấp Độ Vật Liệu PP Dùng Trong Gia Công Bồn

| Ký Hiệu | Tên Đầy Đủ | Đặc Điểm Kỹ Thuật | Ứng Dụng Tiêu Biểu |
| PP-H | PP Homopolymer | Độ cứng cao, chịu nhiệt tốt đến 90°C, ít co ngót | Bồn acid, bồn kiềm công nghiệp |
| PP-C | PP Copolymer Block | Chịu va đập tốt hơn PP-H, dẻo dai ở nhiệt độ thấp | Bồn vận chuyển, bồn có áp lực nhẹ |
| PP-R | PP Random Copolymer | Chịu áp lực cao, bề mặt nhẵn mịn, hàn dễ | Đường ống áp lực, bồn nước nóng |
| PP-GF | PP gia cường sợi thủy tinh | Độ bền kéo tăng 40–60%, cứng vượt trội | Bồn kích thước lớn, chịu tải cao |
▌ 2. Tiêu Chuẩn Lựa Chọn Nguyên Liệu Đầu Vào
Chất lượng nguyên liệu đầu vào là yếu tố then chốt quyết định tuổi thọ và độ tin cậy của bồn PP thành phẩm. Quy trình kiểm soát nguyên liệu (Incoming Material Control — IMC) phải được thực hiện nghiêm ngặt theo hệ thống quản lý chất lượng ISO 9001:2015.
◆ 2.1. Tấm Nhựa PP (PP Sheet / PP Plate)
Tấm nhựa PP là vật liệu kết cấu chính, thường được cung cấp dưới dạng tấm phẳng hoặc cuộn theo chiều dày tiêu chuẩn từ 3mm đến 30mm. Các thông số kỹ thuật bắt buộc kiểm tra khi nhập kho:
- Chiều dày danh nghĩa và dung sai cho phép: theo DIN 16963 hoặc ISO 7823-2, dung sai ±0,3mm cho tấm mỏng (<10mm) và ±0,5mm cho tấm dày.
- Khối lượng riêng: 0,900–0,915 g/cm³ (ASTM D792).
- Độ bền kéo đứt (Tensile Strength): tối thiểu 28–35 MPa (ISO 527-2/1B).
- Độ giãn dài khi đứt (Elongation at Break): >100% cho PP-H, >400% cho PP-C (ISO 527).
- Nhiệt độ biến dạng dưới tải (HDT — Heat Deflection Temperature): >80°C tại 0,45 MPa (ISO 75).
- Chỉ số chảy nóng (MFI — Melt Flow Index): 0,3–2,0 g/10 phút (ISO 1133) — ảnh hưởng trực tiếp đến tính hàn nhiệt.
- Nhận dạng vật liệu bằng phổ FT-IR (Fourier Transform Infrared Spectroscopy) để xác nhận đúng chủng loại polymer, loại trừ vật liệu tái sinh chất lượng kém.
⚠ CẢNH BÁO: Tuyệt đối không sử dụng tấm PP tái sinh (recycle grade) cho bồn chứa hóa chất, do đặc tính cơ lý và hóa học không đồng nhất, khả năng lẫn tạp chất cao, dẫn đến nguy cơ nứt vỡ bất ngờ trong điều kiện vận hành.

◆ 2.2. Que Hàn PP (PP Welding Rod)
Que hàn PP phải có cùng chủng loại polymer với tấm vật liệu gốc (PP-H hàn với que PP-H, PP-R hàn với que PP-R) để đảm bảo tương thích nhiệt luyện và đồng nhất vi cấu trúc mối hàn. Tiêu chuẩn que hàn theo DVS 2207-1 (Đức) và EN 12814 (châu Âu):
- Đường kính que hàn: 3mm, 4mm hoặc que hàn dẹt (triangular rod) 4×5mm cho hàn đùn.
- MFI que hàn phải tương đồng hoặc cao hơn nhẹ so với vật liệu nền (±20%).
- Bảo quản trong bao bì kín, tránh ẩm và tia UV — độ ẩm hấp thụ làm giảm chất lượng mối hàn đáng kể.
◆ 2.3. Vật Liệu Phụ Trợ
- Thanh gia cường PP/PP-GF: dùng làm gân tăng cứng (stiffener) tại vị trí nối thân và đáy bồn.
- Bích kết nối PP (PP Flange): sản xuất theo tiêu chuẩn DIN 2501 hoặc ANSI B16.5, áp suất danh nghĩa PN6–PN10.
- Ống nối, van, phụ kiện PP: tuân thủ DIN 8077/8078, EN ISO 15494.
- Chất làm sạch bề mặt trước hàn: dung môi isopropanol (IPA) 99,7% — không được dùng acetone vì ăn mòn bề mặt PP.
▌ 3. Quy Trình Gia Công Bồn Hóa Chất Nhựa PP Chi Tiết Từ A–Z
Quy trình dưới đây tuân thủ tiêu chuẩn DVS 2205 (thiết kế bồn nhựa nhiệt dẻo), DVS 2207 (hàn nhựa nhiệt dẻo) và ISO 10931 (hệ thống đường ống nhựa công nghiệp).
◆ Bước 1: Tiếp Nhận Hồ Sơ Kỹ Thuật Và Lập Kế Hoạch Sản Xuất
Trước khi bắt đầu gia công, bộ phận kỹ thuật tiến hành xem xét toàn diện hồ sơ thiết kế bao gồm:
- Bản vẽ kỹ thuật (Engineering Drawing) với đầy đủ kích thước, dung sai, vị trí các lỗ kết nối (nozzle) và yêu cầu bề mặt.
- Bảng thông số kỹ thuật vật liệu (Material Specification Sheet — MSS): chủng loại PP, chiều dày thành bồn, áp suất thiết kế, nhiệt độ vận hành tối đa.
- Danh sách hóa chất tiếp xúc (Chemical Compatibility List) để xác nhận PP phù hợp với môi trường vận hành thực tế.
- Tiêu chuẩn kiểm định áp dụng (ASME, DVS, EN 12573 hoặc theo yêu cầu khách hàng).
Bộ phận lập kế hoạch xuất lệnh sản xuất (Work Order), phân công nhân lực hàn có chứng chỉ DVS 2212 hoặc tương đương, chuẩn bị phiếu kiểm soát chất lượng từng công đoạn (Quality Control Checklist — QCC).
◆ Bước 2: Cắt Tấm PP Theo Kích Thước Khai Triển (Plate Cutting & Blanking)
Đây là bước quan trọng ảnh hưởng đến độ chính xác kích thước thành phẩm. Yêu cầu kỹ thuật:
2a. Tính Toán Khai Triển Hình Học
Thân bồn hình trụ được khai triển thành tấm phẳng hình chữ nhật với chiều dài = π × (D + t) trong đó D là đường kính trong và t là chiều dày thành. Đáy bồn (conical, flat hoặc dished) được khai triển theo công thức hình học tương ứng. Phần mềm CAD/CAM (SolidWorks, AutoCAD) được sử dụng để xuất bản vẽ khai triển (flat pattern development) chính xác.
2b. Phương Pháp Cắt
- Cắt CNC (Computer Numerical Control Cutting): sử dụng máy cắt CNC chuyên dụng cho nhựa, đầu cắt hợp kim carbide, tốc độ cắt 800–2.000 mm/phút tùy chiều dày. Đạt độ chính xác ±0,5mm.
- Cắt bằng cưa đĩa (Circular Saw): dùng cho đường cắt thẳng trên tấm dày >15mm. Lưỡi cưa chuyên dụng cho nhựa, răng mịn (60–80 răng), không làm nóng chảy cục bộ.
- Cắt bằng dao phay (Router): dùng cho các đường cắt cong, lỗ tròn và biên dạng phức tạp.
⚠ Không sử dụng cắt bằng tia nước (waterjet) cho tấm PP dày >10mm vì nguy cơ phân lớp vi cấu trúc nội tại. Không sử dụng cắt laser vì nhiệt độ phân hủy của PP (~350°C) thấp, dễ gây carbon hóa mép cắt ảnh hưởng chất lượng mối hàn.
◆ Bước 3: Uốn Tấm PP Tạo Hình Thân Bồn (Plate Rolling & Forming)
Thân bồn hình trụ được tạo hình bằng máy uốn lăn 3 trục (3-Roll Plate Bending Machine) chuyên dụng cho nhựa nhiệt dẻo. Quy trình uốn nhiệt:
- Gia nhiệt sơ bộ tấm PP bằng buồng sấy hoặc đèn hồng ngoại đến nhiệt độ 130–160°C (dưới nhiệt độ nóng chảy Tm ≈ 165°C của PP-H) để tăng tính dẻo và tránh nứt gãy.
- Đưa tấm vào máy uốn lăn, điều chỉnh khoảng cách trục (roller gap) phù hợp chiều dày vật liệu.
- Thực hiện uốn từng bước (progressive bending) với bán kính uốn tối thiểu R ≥ 3t (t: chiều dày tấm) để tránh ứng suất nội tại quá mức.
- Kiểm tra hình tròn (roundness) bằng dưỡng đo bán kính: sai lệch cho phép ≤ 0,5% đường kính danh nghĩa.
- Để nguội tự nhiên đến nhiệt độ phòng trước khi chuyển sang công đoạn hàn — không được làm nguội đột ngột bằng nước lạnh.
◆ Bước 4: Chuẩn Bị Mối Hàn (Joint Preparation)

Chất lượng chuẩn bị mối hàn quyết định đến 60% chất lượng mối hàn thành phẩm. Yêu cầu bắt buộc:
4a. Vát Cạnh (Edge Preparation / Chamfering)
Tùy chiều dày tấm, áp dụng kiểu vát cạnh phù hợp theo DVS 2207-1:
| Chiều Dày Tấm (mm) | Kiểu Mối Hàn | Góc Vát (°) | Khe Hở Mối Hàn (mm) |
| 3 – 5 | Hàn đối đầu chữ V (V-joint) | 60 – 70° | 0 – 1 |
| 6 – 10 | Hàn chữ V kép hoặc X-joint | 60°/bên | 1 – 2 |
| 11 – 20 | Hàn X-joint đối xứng | 55 – 60°/bên | 1 – 2 |
| > 20 | Hàn đa đường chạy (multi-pass) | 55°/bên + rãnh chân | 2 – 3 |
4b. Làm Sạch Bề Mặt Hàn
- Làm sạch cơ học bằng giấy nhám hạt 80–120, loại bỏ hoàn toàn lớp oxy hóa, tạp chất và vết dầu mỡ.
- Lau sạch bằng vải không xơ (lint-free cloth) tẩm isopropanol (IPA) 99,7%, thực hiện trong phạm vi 50mm tính từ mép hàn.
- Bề mặt hàn phải hoàn toàn khô, không ẩm. Nếu độ ẩm môi trường RH > 80%, cần sấy sơ bộ.
- Thời gian từ khi làm sạch đến khi hàn không vượt quá 30 phút để tránh tái oxy hóa bề mặt.
◆ Bước 5: Hàn Lắp Ráp Bồn (Welding & Assembly)
Hàn nhựa PP là công đoạn kỹ thuật cao nhất trong toàn bộ quy trình, đòi hỏi thợ hàn có chứng chỉ chuyên môn và kiểm soát chặt chẽ các thông số hàn.
5a. Hàn Khí Nóng Bằng Que (Hot Gas Manual Welding)
Phương pháp sử dụng súng hàn khí nóng (hot gas welding gun) với nhiệt độ khí 230–280°C (tùy chiều dày và cấp độ PP). Đây là phương pháp phổ biến nhất cho các mối hàn kết cấu bồn:
- Lưu lượng khí (Nitrogen hoặc Clean Dry Air): 40–60 L/phút — dùng nitrogen để tránh oxy hóa polymer ở nhiệt độ cao.
- Nhiệt độ khí: PP-H: 230–260°C; PP-C: 220–250°C; PP-R: 240–280°C.
- Tốc độ hàn (Welding Speed): 0,1–0,2 m/phút tùy chiều dày — hàn quá nhanh gây ngậm khí, hàn quá chậm gây phân hủy nhiệt.
- Lực ép que hàn (Welding Force): 30–50N đảm bảo tiếp xúc hoàn toàn giữa que và vật liệu nền.
5b. Hàn Đùn (Extrusion Welding)
Phương pháp cao cấp hơn, dùng cho mối hàn dài, thành bồn dày (>6mm) và yêu cầu tốc độ sản xuất cao. Máy hàn đùn (extrusion welder) nóng chảy và đùn liên tục nhựa PP nền vào rãnh mối hàn đã được gia nhiệt sơ bộ:
- Tốc độ đùn: 0,3–1,0 kg/h tùy model máy.
- Nhiệt độ vật liệu đùn: 200–230°C.
- Nhiệt độ gia nhiệt bề mặt (pre-heating shoe): 300–330°C.
- Độ bền mối hàn đùn đạt 80–90% độ bền vật liệu gốc (theo EN 12814-2).
5c. Trình Tự Hàn Lắp Ráp Bồn
- Hàn đính (tack welding) định vị các mảnh ghép trước, khoảng cách điểm đính 150–200mm.
- Hàn mặt trong (root pass) toàn bộ chu vi trước khi lật hàn mặt ngoài.
- Hàn hoàn thiện (cap pass) mặt ngoài — đây là đường hàn chịu ứng suất chính.
- Hàn gắn gân tăng cứng (stiffener welding) theo bản vẽ.
- Hàn lắp bích kết nối (nozzle welding): vát cổ bích, hàn toàn vi chu vi trong và ngoài.
- Hàn lắp đáy bồn (bottom welding): hàn nối thân-đáy bằng mối hàn góc (fillet weld) kép.
⚠ KIỂM SOÁT NHIỆT ĐỘ LIÊN TỤC: Sử dụng nhiệt kế hồng ngoại đo bề mặt hàn trong quá trình hàn. Nếu nhiệt độ vùng HAZ (Heat Affected Zone) vượt 170°C, dừng hàn ngay, làm nguội từ từ và kiểm tra lại trước khi tiếp tục.
◆ Bước 6: Gia Công Cơ Khí Hoàn Thiện (Mechanical Finishing)
Sau khi hoàn thành hàn kết cấu chính, bồn được gia công hoàn thiện bao gồm:
- Mài phẳng mối hàn (weld grinding): dùng máy mài cầm tay với đĩa mài nhựa, mài phẳng đến độ cao mối hàn ≤ 1mm so với bề mặt vật liệu. Không mài thấp hơn bề mặt gốc.
- Khoan và phay lỗ kết nối (nozzle boring): sử dụng máy khoan đứng CNC, mũi khoan hợp kim carbide chuyên nhựa. Đường kính lỗ theo kích thước bích danh nghĩa DN.
- Ren bích và kiểm tra kích thước bằng caliper điện tử, đồng hồ so và thước kiểm thẳng.
- Đánh bóng bề mặt nội thất bồn (nếu yêu cầu): dùng giấy nhám 240–400, đạt độ nhám Ra ≤ 3,2 µm.

◆ Bước 7: Kiểm Tra Không Phá Hủy Mối Hàn (NDT — Non-Destructive Testing)
Toàn bộ mối hàn kết cấu phải được kiểm tra NDT trước khi thử thủy lực. Các phương pháp áp dụng:
-
7a. Kiểm Tra Trực Quan (Visual Testing — VT)
100% mối hàn được kiểm tra mắt thường và kính lúp độ phóng đại 5–10x. Tiêu chí chấp nhận theo DVS 2202-1: không có vết nứt, lỗ khí, ngậm xỉ, thiếu nóng chảy (lack of fusion) hay vết cháy bề mặt.
-
7b. Kiểm Tra Bằng Điện Cao Áp (Spark Test / Holiday Detection)
Dùng thiết bị kiểm tra điện áp cao (Spark Tester, 15–20 kV) quét dọc toàn bộ mối hàn. Bất kỳ khuyết tật vi thể nào (lỗ pin, vết nứt nhỏ) sẽ tạo tia phóng điện và kích hoạt cảnh báo âm thanh. Phương pháp này đặc biệt hiệu quả cho mối hàn trên thành bồn mỏng.
-
7c. Kiểm Tra Siêu Âm (Ultrasonic Testing — UT)
Áp dụng cho mối hàn dày (>10mm) hoặc theo yêu cầu đặc biệt. Thiết bị siêu âm phased array (PAUT) cho phép quét toàn tiết diện mối hàn, phát hiện khuyết tật nội tại kích thước ≥ 1mm.
-
7d. Kiểm Tra Độ Kéo
Mối Hàn (Tensile Test of Weld — Phá Hủy Lấy Mẫu)
Theo EN 12814-1, ít nhất 1 mẫu kiểm tra cơ tính (coupon test) được lấy từ mối hàn đại diện mỗi đợt sản xuất. Yêu cầu: hệ số hàn WF (Welding Factor) ≥ 0,8 (độ bền mối hàn ≥ 80% vật liệu gốc).
◆ Bước 8: Thử Áp Suất Và Độ Kín (Pressure Test & Leak Test)
Đây là bước kiểm định chất lượng quan trọng nhất, xác nhận toàn vẹn kết cấu và độ kín khí/lỏng của bồn trước khi xuất xưởng.
-
8a. Thử Thủy Lực (Hydrostatic Pressure Test)
- Đổ đầy nước sạch (hoặc dung dịch trơ) vào bồn, xả hết không khí qua van xả đỉnh.
- Tăng áp từ từ (không quá 0,1 bar/phút) đến áp suất thử = 1,5 × áp suất thiết kế (hoặc theo EN 12573-3).
- Giữ áp suất thử trong thời gian tối thiểu 30 phút (bồn <5m³) đến 60 phút (bồn >5m³).
- Kiểm tra toàn bộ mối hàn, bích kết nối và thành bồn bằng mắt thường và thiết bị phát hiện rò rỉ siêu âm (Ultrasonic Leak Detector).
- Tiêu chí đạt: không có dấu hiệu rò rỉ, không sụt áp, không biến dạng vĩnh cửu.
-
8b. Thử Khí Áp (Pneumatic Pressure Test)
Áp dụng khi bồn không thể thử thủy lực (do trọng lượng kết cấu hoặc yêu cầu sạch khô). Áp suất thử = 1,1 × áp suất thiết kế. Bôi dung dịch xà phòng hoặc dùng thiết bị tìm rò khí (Electronic Leak Detector) kiểm tra toàn bộ mối hàn và khớp nối.
-
8c. Thử Kín Chân Không (Vacuum Test)
Dùng cho bồn thiết kế áp suất âm (vacuum vessel). Hút chân không đến -0,5 bar đến -0,9 bar, giữ 15–30 phút, kiểm tra độ sụt chân không.
◆ Bước 9: Xử Lý Bề Mặt Và Hoàn Thiện (Surface Treatment & Finishing)
Sau khi vượt qua các thử nghiệm áp lực, bồn được hoàn thiện bề mặt:
- Vệ sinh nội thất bằng nước sạch áp suất cao và dung dịch tẩy rửa trung tính, loại bỏ hoàn toàn dầu mỡ gia công, mạt nhựa và tạp chất.
- Kiểm tra và xử lý các điểm mài mòn, vết xước bề mặt bằng phương pháp hàn vá (spot welding repair) kết hợp mài phẳng.
- Gắn nhãn nhận dạng (nameplate) bằng PP hoặc thép không gỉ, ghi đầy đủ: số serial, dung tích (m³), áp suất thiết kế, nhiệt độ tối đa, vật liệu, ngày sản xuất, tiêu chuẩn áp dụng.
- Gắn các phụ kiện cuối (final accessories): thang leo, lan can bảo vệ, van thở áp suất (pressure relief vent), cầu đo mức (level gauge) theo bản vẽ.
◆ Bước 10: Kiểm Tra Cuối (Final Inspection) Và Lập Hồ Sơ Xuất Xưởng
Bộ phận QC thực hiện kiểm tra tổng thể lần cuối (Final Acceptance Inspection — FAI) theo Checklist được phê duyệt trước:
- Kiểm tra kích thước tổng thể (chiều cao, đường kính, vị trí nozzle) đối chiếu bản vẽ.
- Kiểm tra hồ sơ thử nghiệm: biên bản thử áp suất, báo cáo NDT, phiếu kiểm tra vật liệu.
- Kiểm tra hoàn thiện bề mặt, nhãn mác và phụ kiện.
- Lập hồ sơ xuất xưởng (Data Package): bản vẽ As-Built, Material Test Report (MTR), Hydrostatic Test Report, Weld Map, Declaration of Conformity (DoC).
▌ 4. Tiêu Chuẩn Kỹ Thuật Áp Dụng Trong Gia Công Bồn PP
| Tiêu Chuẩn | Tổ Chức Ban Hành | Nội Dung Áp Dụng |
| DVS 2205 | DVS (Đức) | Thiết kế bồn và thiết bị nhựa nhiệt dẻo |
| DVS 2207-1 | DVS (Đức) | Hàn nhựa nhiệt dẻo — hàn khí nóng |
| DVS 2207-4 | DVS (Đức) | Hàn đùn (extrusion welding) |
| EN 12573 | CEN (Châu Âu) | Bồn chứa nhựa nhiệt dẻo không có áp lực |
| EN 12814 | CEN (Châu Âu) | Kiểm tra cơ tính mối hàn nhựa nhiệt dẻo |
| ISO 1133 | ISO | Chỉ số chảy nóng (MFI) nhựa nhiệt dẻo |
| ISO 527 | ISO | Xác định tính chất kéo của nhựa |
| ASTM D638 | ASTM (Mỹ) | Phương pháp thử kéo vật liệu nhựa |
| ASME B31.3 | ASME (Mỹ) | Đường ống hóa chất dạng lỏng |
| TCVN 6153 | TCVN | Bình chịu áp lực — yêu cầu kỹ thuật (áp dụng tham khảo) |

▌ 5. Các Lỗi Gia Công Phổ Biến Và Biện Pháp Phòng Ngừa
| Lỗi Kỹ Thuật | Nguyên Nhân | Hậu Quả | Biện Pháp Phòng Ngừa |
| Mối hàn ngậm lỗ khí (porosity) | Que hàn ẩm, bề mặt bẩn, tốc độ hàn quá nhanh | Rò rỉ, giảm bền mối hàn | Sấy que hàn, làm sạch IPA, kiểm soát tốc độ |
| Thiếu ngấu (lack of fusion) | Nhiệt độ khí thấp, lực ép que không đủ | Tách bóc mối hàn khi chịu tải | Cân chỉnh nhiệt độ, đào tạo thợ hàn |
| Nứt nguội (cold cracking) | Làm nguội đột ngột, ứng suất nhiệt dư | Nứt gãy khi vận hành | Làm nguội từ từ, ủ stress-relieving |
| Biến dạng nhiệt (warping) | Hàn không đối xứng, gia nhiệt cục bộ quá cao | Sai kích thước, lắp ghép khó | Trình tự hàn đối xứng, đồ gá định vị |
| Mối hàn lồi quá mức | Tốc độ hàn quá chậm, cấp vật liệu quá nhiều | Tập trung ứng suất, giảm mỹ quan | Kiểm soát tốc độ, mài phẳng sau hàn |
| Sai kích thước thân bồn | Sai tính khai triển, máy uốn không chuẩn | Không đạt dung tích thiết kế | Kiểm tra lại khai triển, hiệu chuẩn máy |
▌ 6. Chi Phí Gia Công Bồn PP — Các Yếu Tố Ảnh Hưởng
Chi phí gia công bồn hóa chất nhựa PP phụ thuộc vào nhiều yếu tố kỹ thuật và thương mại. Hiểu rõ các yếu tố này giúp doanh nghiệp lập dự toán chính xác và đàm phán hiệu quả với nhà cung cấp:
- Dung tích và kích thước bồn: yếu tố ảnh hưởng lớn nhất — bồn lớn không chỉ tiêu tốn nhiều vật liệu hơn mà còn đòi hỏi thiết bị gia công đặc chủng (máy uốn khổ rộng, cẩu trục lắp ráp).
- Chiều dày thành bồn: chiều dày tăng → tăng chi phí vật liệu, thời gian hàn và kiểm tra NDT.
- Cấp độ vật liệu PP: PP-H tiêu chuẩn có giá thấp hơn PP-R hay PP-GF 30–80% tùy loại.
- Số lượng và kích thước nozzle/bích kết nối: mỗi lỗ kết nối đòi hỏi gia công khoan, vát cổ, hàn 2 lớp và kiểm tra riêng.
- Yêu cầu kiểm định (certification): bồn yêu cầu chứng nhận bên thứ ba (Lloyd’s, Bureau Veritas, TÜV) tốn thêm chi phí đáng kể.
- Tiêu chuẩn kỹ thuật áp dụng: DVS/EN cao hơn tiêu chuẩn nội bộ về chi phí kiểm soát nhưng đảm bảo chất lượng vượt trội.
- Số lượng đặt hàng: đặt số lượng lớn hoặc đặt hàng loạt cho phép tối ưu hóa chi phí cắt CNC và khai triển.

▌ 7. Tiêu Chí Lựa Chọn Nhà Cung Cấp Gia Công Bồn PP Uy Tín
Không phải tất cả các đơn vị gia công bồn nhựa PP đều có năng lực kỹ thuật tương đương. Để đảm bảo chất lượng và an toàn vận hành, người mua hàng nên đánh giá nhà cung cấp theo các tiêu chí sau:
- Năng lực kỹ thuật hàn: thợ hàn phải có chứng chỉ hàn nhựa (DVS 2212, EN ISO 14732 hoặc tương đương). Yêu cầu cung cấp hồ sơ năng lực thợ hàn (Welder Qualification Record — WQR).
- Thiết bị gia công: máy cắt CNC nhựa, máy uốn tấm PP, súng hàn khí nóng điều chỉnh nhiệt độ số, máy hàn đùn chuyên nghiệp, buồng sấy tấm.
- Thiết bị kiểm tra: máy kiểm tra điện cao áp (Spark Tester), thiết bị siêu âm, hệ thống thử áp suất có đồng hồ đo chuẩn, caliper điện tử và thước đo chuyên dụng.
- Hệ thống quản lý chất lượng: ISO 9001:2015, quy trình WPS (Welding Procedure Specification) được phê duyệt, hệ thống truy xuất nguồn gốc vật liệu (Material Traceability).
- Danh mục công trình tham chiếu (Reference Projects): các dự án đã thực hiện trong cùng lĩnh vực (xử lý nước thải, hóa chất, thực phẩm…) với số liệu kiểm định và phản hồi khách hàng.
- Bảo hành và dịch vụ hậu mãi: chính sách bảo hành ít nhất 12–24 tháng, cam kết hỗ trợ kỹ thuật on-site khi có sự cố.
▌ 8. Kết Luận
Quy trình gia công bồn hóa chất nhựa PP là chuỗi công nghệ liên hoàn đòi hỏi sự kết hợp chặt chẽ giữa chuyên môn vật liệu polymer, kỹ thuật hàn nhiệt dẻo, kỹ năng gia công cơ khí chính xác và hệ thống kiểm soát chất lượng nghiêm ngặt. Mỗi bước trong quy trình — từ lựa chọn nguyên liệu, cắt khai triển, uốn tạo hình, hàn lắp ráp, kiểm tra NDT đến thử nghiệm áp lực — đều tác động trực tiếp đến tuổi thọ, độ tin cậy và an toàn vận hành của sản phẩm cuối.
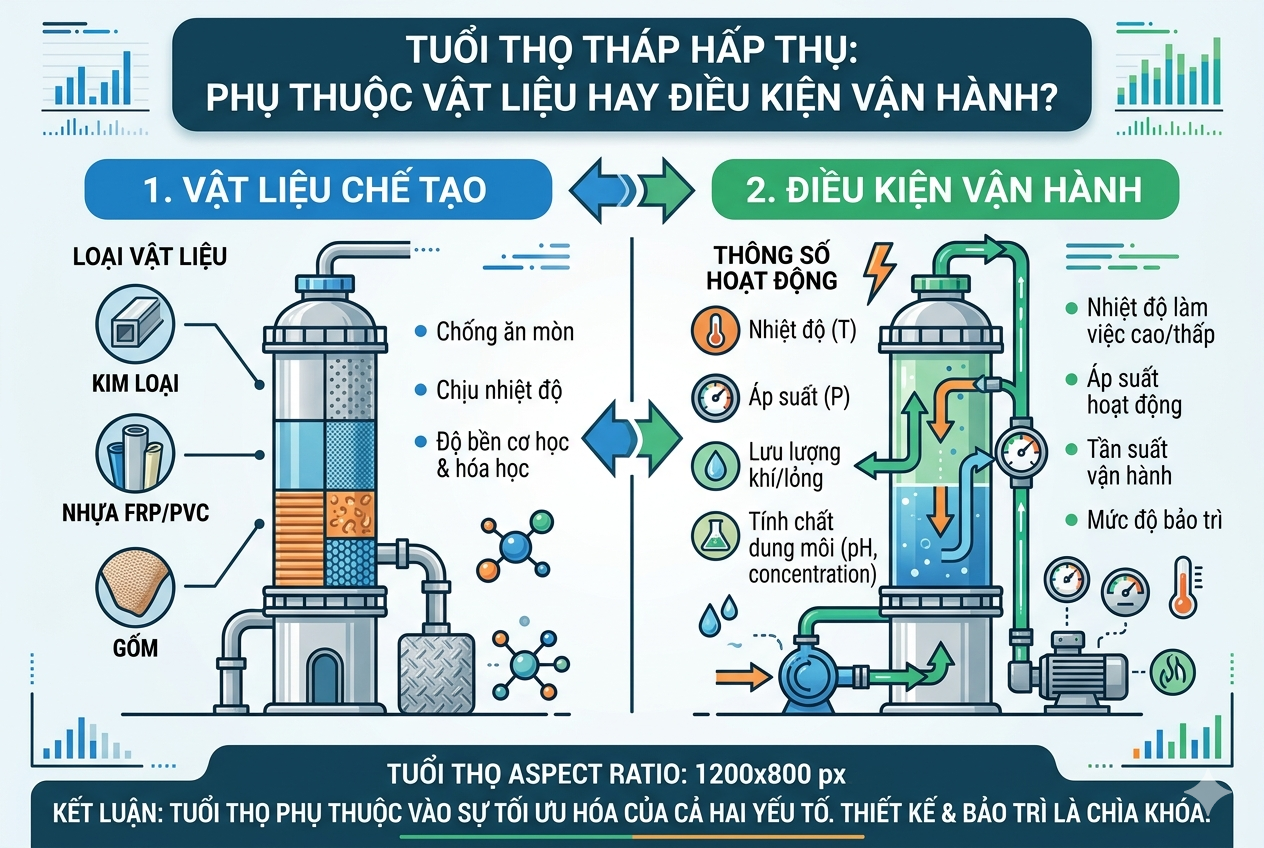
Đầu tư vào quy trình gia công đúng tiêu chuẩn DVS/EN không chỉ đảm bảo chất lượng kỹ thuật mà còn mang lại lợi ích kinh tế dài hạn thông qua việc giảm thiểu chi phí bảo trì, ngăn ngừa sự cố rò rỉ hóa chất và kéo dài tuổi thọ thiết bị lên 15–25 năm trong điều kiện vận hành phù hợp.
Để được tư vấn kỹ thuật chi tiết về thiết kế và gia công bồn PP phù hợp với yêu cầu hóa chất, dung tích và điều kiện vận hành cụ thể, hãy liên hệ trực tiếp với đội ngũ kỹ sư chuyên ngành của chúng tôi.