Hệ Thống Cấp Thoát Nước Nhà Máy — Hạ Tầng Thầm Lặng Quyết Định Hiệu Suất Vận Hành
Trong thiết kế và vận hành nhà máy công nghiệp, hệ thống cấp thoát nước (plumbing & drainage system) thường được gọi là “hạ tầng vô hình” — ít được chú ý trong giai đoạn đầu tư nhưng có tác động sâu rộng và lâu dài đến toàn bộ quá trình sản xuất. Một hệ thống đường ống cấp thoát nước được thiết kế đúng và lựa chọn vật liệu phù hợp sẽ:
- Đảm bảo liên tục cung cấp nước công nghệ với lưu lượng và áp suất ổn định cho từng thiết bị sản xuất
- Thoát kiệt nước thải từ các công đoạn sản xuất, ngăn ngập úng và trơn trượt gây tai nạn
- Không nhiễm bẩn ngược vào nước công nghệ hoặc sản phẩm từ vật liệu ống thoái hóa
- Không gián đoạn sản xuất do rò rỉ, vỡ ống hoặc tắc nghẽn đột ngột
Thực tế cho thấy phần lớn sự cố gián đoạn sản xuất tại các nhà máy công nghiệp Việt Nam có liên quan trực tiếp hoặc gián tiếp đến hệ thống đường ống cấp thoát nước bị hỏng hóc — từ rỉ sét ống thép dẫn nước công nghệ làm nhiễm bẩn sản phẩm, đến cặn vôi tắc nghẽn đường ống gây áp suất nước thấp, đến ống thoát nước bị ăn mòn bởi hóa chất sản xuất gây ngập nước nhà xưởng.
Ống nhựa Polypropylene (PP) — trong các dòng PP-H (homopolymer), PP-R (random copolymer) và PP-B (block copolymer) — đã khẳng định vị trí là hệ vật liệu ống tối ưu cho 90–95% ứng dụng cấp thoát nước trong nhà máy công nghiệp hiện đại, nhờ tổng hợp đặc tính kỹ thuật vượt trội không vật liệu đơn lẻ nào khác có thể sánh kịp ở mức chi phí tương đương.

1. Hiểu Đúng Môi Trường Làm Việc — Đặc Thù Hệ Thống Nước Trong Nhà Máy
1.1. Ba Hệ Thống Nước Chính Trong Nhà Máy Công Nghiệp
Nhà máy công nghiệp không có một hệ thống nước đơn nhất — thực tế có ba hệ thống nước độc lập với đặc thù hóa lý khác nhau, đặt ra yêu cầu vật liệu ống khác nhau:
Hệ thống 1 — Nước Công Nghệ (Process Water): Nước đưa trực tiếp vào quá trình sản xuất hoặc tiếp xúc với sản phẩm. Đây là hệ thống đặt ra yêu cầu khắt khe nhất về độ tinh khiết vật liệu ống:
- Nước khử khoáng (DI water / Demineralized water): Conductivity ≤ 0,1–1 µS/cm, dùng trong điện tử, dược phẩm, pin lithium
- Nước mềm (softened water): Độ cứng ≤ 50 mg CaCO₃/L, dùng trong nồi hơi, lò nhiệt
- Nước lạnh công nghệ (chilled water): T = 5–15°C, cấp cho thiết bị làm mát
- Nước ấm/nóng công nghệ (hot process water): T = 40–90°C, cấp cho thiết bị gia nhiệt
- Nước muối (brine): Độ mặn 50–200 g/L, dùng trong chế biến thực phẩm và thủy sản
Hệ thống 2 — Nước Làm Mát Tuần Hoàn (Cooling Water): Nước tuần hoàn qua tháp giải nhiệt (cooling tower) hoặc chiller để làm mát thiết bị sản xuất:
- pH điều chỉnh duy trì: 7,0–8,5
- Hóa chất xử lý: Chất ức chế ăn mòn (corrosion inhibitor), chất chống kết tủa (scale inhibitor), biocide
- Nồng độ chloride thường tăng theo chu kỳ cô đặc (cycles of concentration)
- Nhiệt độ dao động: 20–45°C (cấp đi) / 30–55°C (thu về)
Hệ thống 3 — Nước Thải Sản Xuất (Process Wastewater): Đây là hệ thống đặt ra yêu cầu kháng hóa chất cao nhất vì nước thải chứa đa dạng hóa chất từ quá trình sản xuất:
- Nước thải axit (pH 1–5): Từ công đoạn mạ điện, xử lý bề mặt kim loại, sản xuất ắc quy, nhà máy giấy
- Nước thải kiềm (pH 9–14): Từ công đoạn tẩy dầu, degreasing, xử lý bề mặt nhôm
- Nước thải chứa dung môi hữu cơ: Từ sơn, in ấn, sản xuất điện tử
- Nước thải chứa muối kim loại: Cu²⁺, Ni²⁺, Cr³⁺/Cr⁶⁺ từ công đoạn mạ
1.2. Tải Trọng Hóa Học Đặc Trưng Theo Ngành Công Nghiệp
Bản đồ hóa chất nước thải theo ngành — Yêu cầu ống thoát nước:
| Ngành sản xuất | Hóa chất đặc trưng trong nước thải | pH điển hình | Yêu cầu kháng ống |
|---|---|---|---|
| Sản xuất điện tử, PCB | HCl, H₂SO₄, CuSO₄, FeCl₃, NaOH, dung môi | 1–13 | Kháng acid + kiềm + dung môi |
| Mạ điện / xi mạ | H₂SO₄, HCl, CrO₃, NiSO₄, CuSO₄, NaCN | 1–12 | Kháng acid + Cr⁶⁺ + cyanide |
| Sản xuất giấy, bột giấy | NaOH đặc, H₂SO₄, Na₂SO₃, ClO₂ | 2–13 | Kháng kiềm + acid + chlorine |
| Chế biến thực phẩm | CIP acid (HNO₃, H₃PO₄), CIP kiềm (NaOH), NaOCl | 1–13 | Kháng acid + kiềm + chlorine |
| Sản xuất ắc quy, pin | H₂SO₄, Pb²⁺, HF loãng, NaOH | 0–12 | Kháng acid mạnh + Pb²⁺ |
| Dệt nhuộm | NaOH, Na₂SO₄, thuốc nhuộm, H₂O₂ | 4–12 | Kháng kiềm + H₂O₂ |
| Sản xuất hóa chất | Đa dạng — tùy sản phẩm | 0–14 | Phân tích từng trường hợp |
| Cơ khí, gia công kim loại | Dầu cắt gọt (cutting oil), NaOH rửa, HCl tẩy gỉ | 1–13 | Kháng dầu + acid + kiềm |
2. Vật Liệu PP Và Các Grade Ứng Dụng Trong Hệ Thống Nước Nhà Máy
2.1. Ba Grade PP Và Lĩnh Vực Ứng Dụng Tối Ưu
Không phải mọi ống PP đều như nhau. Có ba grade PP khác nhau về cấu trúc phân tử, đặc tính cơ lý và phạm vi ứng dụng phù hợp:
PP-H (Polypropylene Homopolymer) — Grade Công Nghiệp Hóa Chất:
Cấu trúc: Chuỗi polypropylene isotactic thuần nhất, không có monomer phụ. Tính chất nổi bật:
- Độ cứng và module đàn hồi cao nhất trong 3 grade: E_flex = 1.100–1.600 MPa
- Kháng hóa chất tốt nhất — đặc biệt với axit, kiềm và dung môi phân cực
- Nhiệt độ Vicat VST/B50: 148–155°C — chịu nhiệt tốt nhất trong 3 grade
- Ứng dụng: Đường ống dẫn hóa chất ăn mòn, bể chứa công nghiệp, ống thông gió khí độc
PP-R (Polypropylene Random Copolymer) — Grade Cấp Nước Áp Lực Cao:
Cấu trúc: Copolymer ngẫu nhiên với 2–5% ethylene, phá vỡ tính kết tinh, tăng tính linh hoạt. Tính chất:
- Độ dẻo dai cao hơn PP-H, ít giòn ở nhiệt độ thấp
- Chịu áp suất nước nóng xuất sắc: Cấp nước nóng 70–90°C, áp suất đến PN20 (20 bar)
- Bề mặt trong nhẵn hơn PP-H: Ra ≈ 0,007 mm — tổn thất áp suất thấp
- Ứng dụng: Hệ thống cấp nước sinh hoạt nhà máy, đường ống nước nóng công nghệ, hệ thống HVAC
PP-B (Polypropylene Block Copolymer) — Grade Cân Bằng Giữa Hai Loại Trên:
Cấu trúc: Copolymer khối với 5–15% ethylene dạng block. Tính chất:
- Độ bền va đập tốt nhất trong 3 grade, đặc biệt ở nhiệt độ thấp
- Kháng hóa chất trung bình — tốt hơn HDPE, kém PP-H
- Ứng dụng: Ống thoát nước trọng lực trong nhà, ống vùng lạnh, ứng dụng chịu va đập cao

Bảng so sánh kỹ thuật 3 grade PP:
| Thông số kỹ thuật | PP-H | PP-R | PP-B | Tiêu chuẩn |
|---|---|---|---|---|
| Mật độ (kg/m³) | 905–910 | 890–905 | 895–910 | ISO 1183 |
| Module đàn hồi uốn (MPa) | 1.100–1.600 | 800–1.000 | 700–950 | ISO 178 |
| Độ bền kéo (MPa) | 28–40 | 25–35 | 22–32 | ISO 527 |
| Độ giãn dài khi đứt (%) | 400–600 | 500–800 | 600–1.000 | ISO 527 |
| Độ bền va đập Charpy (kJ/m²) | 30–60 | 50–100 | 100–200 | ISO 179 |
| Nhiệt độ Vicat VST/B50 (°C) | 148–155 | 138–148 | 132–145 | ISO 306 |
| Nhiệt độ làm việc liên tục (°C) | –10 đến +80 | –20 đến +90 | –20 đến +75 | ISO 15494 |
| Kháng hóa chất acid/kiềm | ★★★★★ | ★★★★☆ | ★★★☆☆ | ASTM D543 |
| Phù hợp ứng dụng | Hóa chất, khí thải | Nước nóng, cấp nước | Thoát nước, vùng lạnh | – |
2.2. Hệ Số An Toàn Áp Suất Và Ký Hiệu SDR/PN Của Ống PP
Ống PP được phân loại theo SDR (Standard Dimension Ratio) — tỷ lệ đường kính ngoài chia cho chiều dày thành — theo tiêu chuẩn ISO 15494 (ống PP công nghiệp) và ISO 15874 (ống PP-R cấp nước):
SDR = D_ngoài / e_thành ; PN ≈ 2 × σ_cho phép / (SDR – 1)
Bảng SDR và áp suất làm việc tối đa (MOP) ở 20°C:
| SDR | Chiều dày thành (DN50, mm) | MOP ở 20°C (bar) | MOP ở 60°C (bar) | Ứng dụng |
|---|---|---|---|---|
| SDR 6 | 8,3 mm | 25 | 12 | Áp suất cao, hóa chất nóng |
| SDR 7,4 | 6,8 mm | 20 | 10 | Cấp nước nóng PN20 |
| SDR 11 | 4,6 mm | 12,5 | 6 | Phổ biến nhất cho cấp nước lạnh/ấm |
| SDR 17 | 3,0 mm | 8 | 4 | Cấp nước áp lực thấp |
| SDR 21 | 2,4 mm | 6 | 3 | Thoát nước áp lực thấp, vùng ít áp |
| SDR 33 | 1,5 mm | 4 | – | Thoát nước trọng lực (gravity drain) |
Nguyên tắc lựa chọn SDR cho hệ thống nhà máy:
- Hệ thống cấp nước công nghệ (áp lực 3–8 bar): SDR 11 là lựa chọn chuẩn
- Hệ thống nước nóng 70–90°C (áp lực 3–6 bar): SDR 7,4 hoặc SDR 6
- Hệ thống thoát nước trọng lực: SDR 33 — tiết kiệm vật liệu, đủ độ bền cơ học
- Hệ thống nước làm mát tuần hoàn (áp lực 2–5 bar): SDR 17
3. Tại Sao Ống PP Vượt Trội So Với Vật Liệu Ống Thay Thế — Phân Tích Kỹ Thuật
3.1. So Sánh Với Ống Thép Mạ Kẽm (Galvanized Steel) — Vật Liệu Cũ Đang Bị Thay Thế
Ống thép mạ kẽm (galvanized steel pipe) từng là tiêu chuẩn cho hệ thống cấp nước nhà máy trong thế kỷ 20. Ngày nay, hầu hết tiêu chuẩn xây dựng hiện đại không còn khuyến nghị ống thép mạ kẽm cho hệ thống cấp nước, vì:
Vấn đề 1 — Ăn mòn từ bên trong (Internal Corrosion): Lớp mạ kẽm (Zn) chỉ dày 85–100 µm (theo ASTM A153). Trong nước có pH < 7 hoặc chứa CO₂ hòa tan (nước mưa, nước ngầm không xử lý), lớp Zn bị hòa tan:
Zn + 2HCO₃⁻ → ZnCO₃↓ + H₂↑ (trong nước acid yếu)
Sau khi lớp Zn hết (3–8 năm trong nước mềm hoặc acid nhẹ), thép bên dưới tiếp xúc trực tiếp với nước và ăn mòn với tốc độ 0,2–1 mm/năm. Cặn rỉ sét (Fe₂O₃) tích tụ bên trong ống thu hẹp dần tiết diện, làm đỏ nước và nhiễm bẩn sản phẩm.
Vấn đề 2 — Nhiễm bẩn Zn²⁺ vào nước: Trong giai đoạn đầu và trong nước acid nhẹ, ion Zn²⁺ thôi nhiễm vào nước từ lớp mạ kẽm. Trong sản xuất thực phẩm và đồ uống, Zn²⁺ > 5 mg/L gây vị đắng và vi phạm QCVN 01:2009/BYT.
Ống PP-H không có lớp mạ, không ăn mòn, không thôi nhiễm Zn hay Fe — loại bỏ hoàn toàn cả hai vấn đề trên.
3.2. So Sánh Với Ống PVC-U (Unplasticized PVC) — Ống Nhựa Phổ Biến Nhất
PVC-U là ống nhựa phổ biến nhất trong xây dựng dân dụng, nhưng có những hạn chế quan trọng trong môi trường công nghiệp nhà máy:
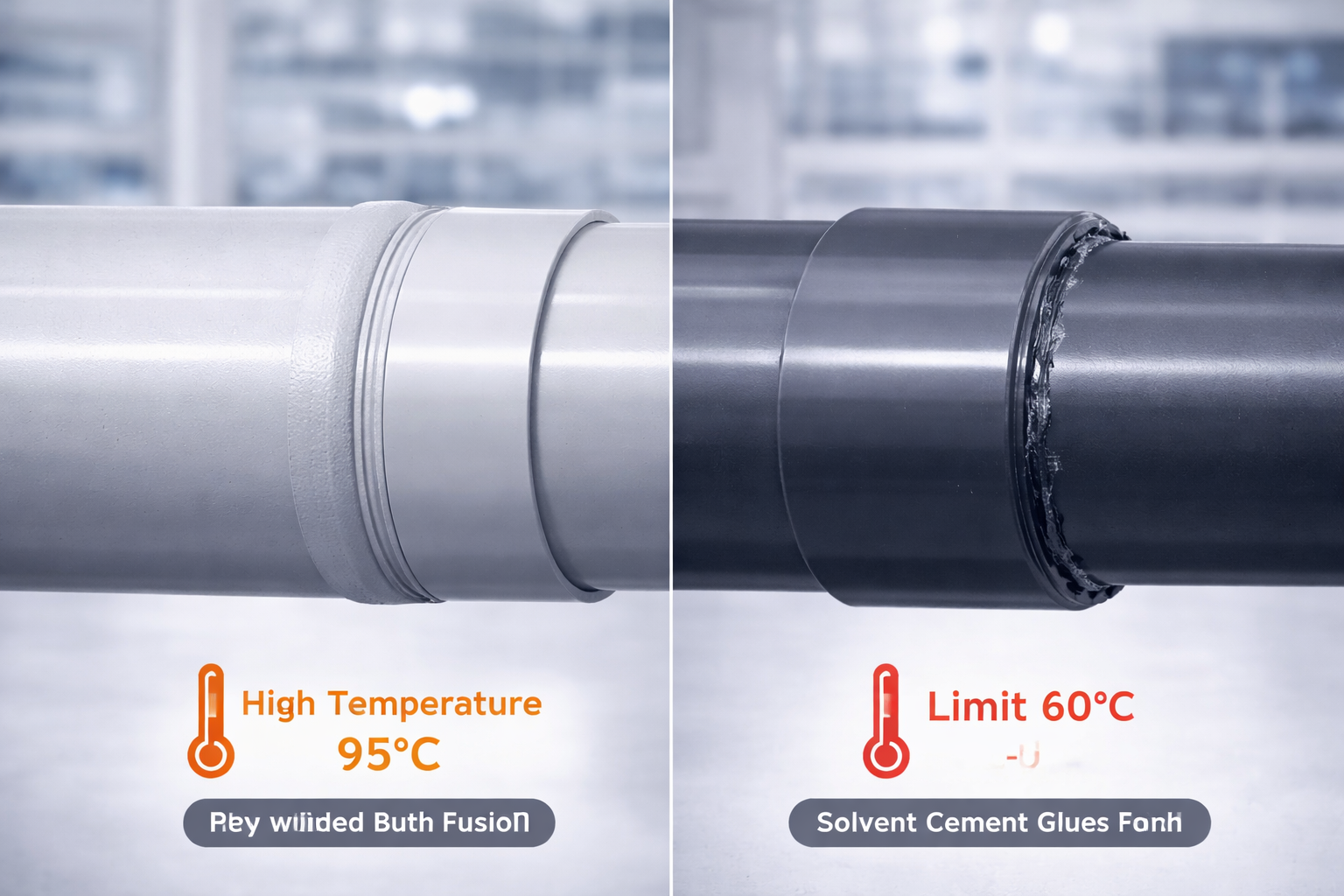
Hạn chế 1 — Giới hạn nhiệt độ thấp: PVC-U mất độ bền đáng kể ở nhiệt độ > 60°C và không được khuyến nghị cho ứng dụng nước nóng liên tục. Nhiều hệ thống nước nhà máy có nhiệt độ 50–80°C (nước CIP, nước rửa thiết bị nóng) — PVC-U không phù hợp.
Hạn chế 2 — Giòn ở nhiệt độ thấp và sau lão hóa UV: PVC-U trở nên giòn dưới –5°C và sau lão hóa UV kéo dài ngoài trời. Ống PVC-U cũ (8–15 năm) có nguy cơ nứt vỡ khi bị va đập nhẹ.
Hạn chế 3 — Plasticizer và phụ gia ổn định nhiệt: PVC cứng sử dụng chất ổn định nhiệt chứa hợp chất Pb (đang bị cấm dần) hoặc Ca/Zn. Trong ứng dụng tiếp xúc thực phẩm, hóa chất nhạy cảm, thôi nhiễm từ phụ gia PVC là mối lo ngại.
Hạn chế 4 — Kháng hóa chất kém hơn PP-H: PVC-U bị tấn công bởi ketone (acetone, MEK), THF, ester, cyclohexanone — nhóm dung môi phổ biến trong sản xuất sơn, mực in, dược phẩm. PP-H kháng tốt hơn với hầu hết các dung môi này.
Bảng so sánh kháng hóa chất PP-H vs PVC-U:
| Hóa chất | PP-H | PVC-U | Ghi chú |
|---|---|---|---|
| H₂SO₄ ≤ 50% | ✅ Xuất sắc | ✅ Tốt (≤ 40°C) | PP-H tốt hơn ở nhiệt độ cao |
| HCl ≤ 35% | ✅ Xuất sắc | ✅ Tốt | Tương đương |
| NaOH ≤ 40% | ✅ Xuất sắc | ✅ Tốt | Tương đương |
| Nước nóng 70°C liên tục | ✅ Xuất sắc (PP-R SDR6) | ❌ Không phù hợp | PP vượt trội |
| Acetone | ⚠ Trung bình (trương nở nhẹ) | ❌ Bị tấn công mạnh | PP-H tốt hơn |
| Hơi xăng dầu | ✅ Tốt | ⚠ Trung bình | PP-H tốt hơn |
| NaOCl (chlorine) 200 ppm | ✅ Tốt | ⚠ Trung bình | PP-H tốt hơn dài hạn |
| Nhiệt độ ≥ 70°C | ✅ Tốt (với SDR phù hợp) | ❌ Không phù hợp | PP-H/PP-R vượt trội |
3.3. So Sánh Với Ống HDPE — Người Họ Hàng Gần Của PP
HDPE (High-Density Polyethylene) và PP đều thuộc nhóm polyolefin, có đặc tính tương tự nhau, nhưng có sự khác biệt quan trọng trong ứng dụng nhà máy:
PP-H vượt trội HDPE trong ứng dụng hóa chất và nhiệt độ cao:
- Nhiệt độ làm việc tối đa: PP-H 80°C vs HDPE 60°C (liên tục dài hạn)
- Độ bền dưới tải nhiệt (creep resistance): PP-H tốt hơn HDPE ở 40–70°C
- Kháng hóa chất oxy hóa (H₂O₂, ClO₂): PP-H tốt hơn HDPE
HDPE vượt trội PP trong ứng dụng nhiệt độ thấp và độ mềm dẻo:
- Độ bền va đập ở –40°C: HDPE tốt hơn PP-H đáng kể
- Tính linh hoạt khi uốn dây: HDPE thích hợp hơn cho ống cuộn
- Chi phí vật liệu: HDPE thường rẻ hơn PP-H 10–20%
Chiến lược tối ưu: Trong nhà máy có cả hệ thống hóa chất (cần PP-H) và hệ thống thoát nước mưa ngoài trời (nhiệt độ thấp mùa đông, HDPE phù hợp), kết hợp cả hai vật liệu theo từng ứng dụng.
3.4. So Sánh Với Ống Inox SS304/316L — Khi Nào Inox Thực Sự Cần Thiết?
Ống inox là lựa chọn cho hệ thống cấp nước tiếp xúc trực tiếp với sản phẩm trong dược phẩm, thực phẩm cấp cao, và bán dẫn. Nhưng trong hệ thống nước công nghệ và thoát nước nhà máy:
| Tiêu chí | Ống PP-H/PP-R | Ống SS316L |
|---|---|---|
| Chi phí vật liệu DN50 | 45.000–75.000 VNĐ/m | 280.000–450.000 VNĐ/m |
| Kháng H₂SO₄ loãng | ✅ Tốt hơn SS | ⚠ Pitting khi có Cl⁻ |
| Kháng HCl | ✅ Xuất sắc | ❌ Pitting cục bộ |
| Nước có Cl⁻ cao (> 200 ppm) | ✅ Không bị tấn công | ⚠ SCC (ứng suất ăn mòn) |
| Nước nóng 80°C | ✅ PP-R SDR6 đủ | ✅ Không giới hạn |
| Không thôi nhiễm Fe | ✅ Hoàn toàn | ⚠ Thôi nhiễm nhẹ trong acid |
| Thi công, hàn | ✅ Nhanh, đơn giản | ⚠ Cần thợ TIG chứng chỉ |
Quyết định hợp lý: Ống inox SS316L chỉ thực sự cần thiết cho hệ thống nước sạch (purified water, WFI) trong nhà máy dược phẩm hoặc bán dẫn — nơi yêu cầu electropolishing nội bộ, hệ thống CIP/SIP 121°C. Cho 90–95% hệ thống nước còn lại trong nhà máy, ống PP là lựa chọn kỹ thuật và kinh tế vượt trội.
4. Thiết Kế Hệ Thống Ống PP Cấp Thoát Nước Nhà Máy — Tính Toán Kỹ Thuật
4.1. Tính Toán Thủy Lực — Xác Định Đường Kính Ống Tối Ưu
Bước 1 — Xác định lưu lượng thiết kế (Design Flow Rate):
Lưu lượng thiết kế Q_design được xác định dựa trên lưu lượng đỉnh (peak flow) của tất cả thiết bị tiêu thụ nước trên tuyến ống:
Q_design = Σ(q_i × n_i × f_đồng thời)
Trong đó:
- q_i = lưu lượng định mức của thiết bị loại i (L/min hoặc m³/h)
- n_i = số lượng thiết bị loại i
- f_đồng thời = hệ số sử dụng đồng thời (0,4–0,8 tùy ngành; thường 0,65 cho nhà máy sản xuất liên tục)
Bước 2 — Chọn vận tốc dòng chảy (Velocity Selection):
Vận tốc dòng chảy trong ống PP được giới hạn để tránh:
- Xâm thực (cavitation) ở vận tốc quá cao → gây rung động, tiếng ồn, mài mòn ống
- Lắng đọng cặn ở vận tốc quá thấp → tắc nghẽn
Vận tốc thiết kế khuyến nghị theo ứng dụng:
| Loại đường ống | Vận tốc tối thiểu (m/s) | Vận tốc tối ưu (m/s) | Vận tốc tối đa (m/s) |
|---|---|---|---|
| Ống cấp nước lạnh (nước DI, nước mềm) | 0,5 | 1,0–1,5 | 2,5 |
| Ống cấp nước nóng (T = 40–70°C) | 0,5 | 0,8–1,2 | 2,0 |
| Ống thoát nước trọng lực (gravity drain) | 0,6 (tự làm sạch) | 1,0–1,5 | 2,5 |
| Ống thoát nước áp lực (forced drain) | 0,8 | 1,5–2,0 | 3,0 |
| Ống nước làm mát tuần hoàn | 0,5 | 1,2–1,8 | 2,5 |
Bước 3 — Tính đường kính ống (Pipe Diameter Calculation):
D_trong = √(4 × Q_design / (π × v_thiết kế)) (đơn vị: m, m³/s, m/s)
Sau khi có D_trong, chọn đường kính danh nghĩa tiêu chuẩn DN gần nhất lớn hơn hoặc bằng D_trong.
Ví dụ tính toán thực tế:
Đường ống cấp nước làm mát tuần hoàn cho phân xưởng dập, lưu lượng thiết kế Q = 120 m³/h = 0,0333 m³/s, vận tốc thiết kế v = 1,5 m/s:
D_trong = √(4 × 0,0333 / (π × 1,5)) = √(0,1332/4,712) = √0,02827 = 0,168 m
→ Chọn ống PP-H DN200 (D_trong = 177 mm với SDR17) — phù hợp.
Bước 4 — Tính tổn thất áp suất (Pressure Loss Calculation):
Tổn thất áp suất theo chiều dài (Darcy-Weisbach):
ΔP_f = f × (L/D) × (ρv²/2)
Với ống PP-H mới (k = 0,007 mm), số Reynolds Re = 200.000, DN200, f = 0,0148 — thấp nhất trong các loại ống thông dụng nhờ bề mặt trong cực nhẵn.
Hệ số tổn thất cục bộ tiêu biểu với phụ kiện PP:
| Phụ kiện PP | Hệ số tổn thất ζ (K-factor) |
|---|---|
| Co 90° bán kính ngắn | 0,9 |
| Co 90° bán kính dài (long radius elbow) | 0,4 |
| Co 45° | 0,35 |
| Tee thẳng (flow-through) | 0,5 |
| Tee rẽ nhánh (branch flow) | 1,5 |
| Van cầu (globe valve) | 6–10 |
| Van cổng (gate valve, mở hoàn toàn) | 0,15 |
| Van bướm (butterfly valve) | 0,3–0,8 |
| Van 1 chiều (check valve) | 2–4 |
| Bộ lọc lưới (strainer) | 1,5–3 |
| Đoạn vào từ bể (sharp edge entry) | 0,5 |
4.2. Tính Toán Giãn Nở Nhiệt — Yếu Tố Không Thể Bỏ Qua
Ống PP có hệ số giãn nở nhiệt tuyến tính (CLTE) cao hơn thép 12 lần:
- PP: α = 150 × 10⁻⁶ K⁻¹
- Thép: α = 12 × 10⁻⁶ K⁻¹
- HDPE: α = 200 × 10⁻⁶ K⁻¹
Lượng giãn nở của ống PP theo biến thiên nhiệt độ:
ΔL = α × L × ΔT = 0,15 mm/(m·K) × L(m) × ΔT(K)
Ví dụ thực tế: Đường ống PP-R DN50, chiều dài 20m, nhiệt độ thay đổi từ 20°C (ngừng máy ban đêm) đến 70°C (vận hành ban ngày): ΔT = 50K
ΔL = 0,15 × 20 × 50 = 150 mm = 15 cm
Đây là con số rất lớn nếu không được tính toán và bố trí compensator phù hợp. Ống PP cố định cứng vào kết cấu xây dựng mà không có điểm bù giãn nở sẽ phát sinh ứng suất nhiệt rất lớn, có thể gây nứt tại điểm kết nối hoặc biến dạng đường ống trong 1–3 năm vận hành.
Các phương pháp bù giãn nở nhiệt trong hệ thống ống PP:
a) Hình chữ U (U-Loop Expansion): Bố trí đoạn ống uốn hình chữ U cho phép giãn nở tự do. Chiều dài cánh chữ U tính theo:
L_U = 0,03 × √(D_ngoài × ΔL) (theo DVS 2207 — đơn vị mm)
b) Đoạn bù giãn nở trượt (Sleeve Expansion Joint): Khớp trượt bằng PP/PVDF cho phép ống trượt theo chiều dọc ±50–150mm
c) Khớp giãn nở dạng bellow (Expansion Bellows): Sử dụng khi không gian hạn chế, cho phép bù giãn nở đa hướng
d) Khoảng cách giữa hai điểm cố định (Fixed Point Spacing): Điểm cố định ổn định vị trí ống theo phương ngang, buộc giãn nở đi về phía compensator. Khoảng cách tối đa giữa hai điểm cố định:
| Đường kính ống | Khoảng cách tối đa (m) |
|---|---|
| DN25 | 1,5 |
| DN50 | 2,5 |
| DN100 | 4,0 |
| DN200 | 6,5 |
| DN300 | 9,0 |
4.3. Khoảng Cách Giữa Các Giá Đỡ Ống (Hanger Spacing)
Khoảng cách giá đỡ ống PP ảnh hưởng trực tiếp đến độ võng (deflection) và ứng suất uốn. Ở nhiệt độ cao, PP mềm hơn và khoảng cách giá đỡ phải giảm:
Khoảng cách giá đỡ tối đa (mm) theo nhiệt độ vận hành:
| DN ống | 20°C | 40°C | 60°C | 80°C |
|---|---|---|---|---|
| DN25 | 800 | 700 | 600 | 500 |
| DN50 | 1.200 | 1.050 | 900 | 750 |
| DN100 | 1.800 | 1.550 | 1.350 | 1.100 |
| DN200 | 2.500 | 2.200 | 1.900 | 1.550 |
| DN300 | 3.200 | 2.800 | 2.400 | 2.000 |
Vật liệu giá đỡ và giải đỡ ống PP:
- Với ống PP thường: Giá đỡ thép mạ kẽm hoặc inox 304 với đệm cao su EPDM bọc bên trong — tránh tiếp xúc trực tiếp kim loại-PP gây ăn mòn điện hóa cục bộ và xước bề mặt ống
- Với ống PP trong khu vực nước mặn hoặc hóa chất: Giá đỡ nhựa PP hoặc FRP hoàn toàn, không dùng kim loại
5. Thi Công Lắp Đặt Ống PP — Quy Trình Kỹ Thuật Chuẩn
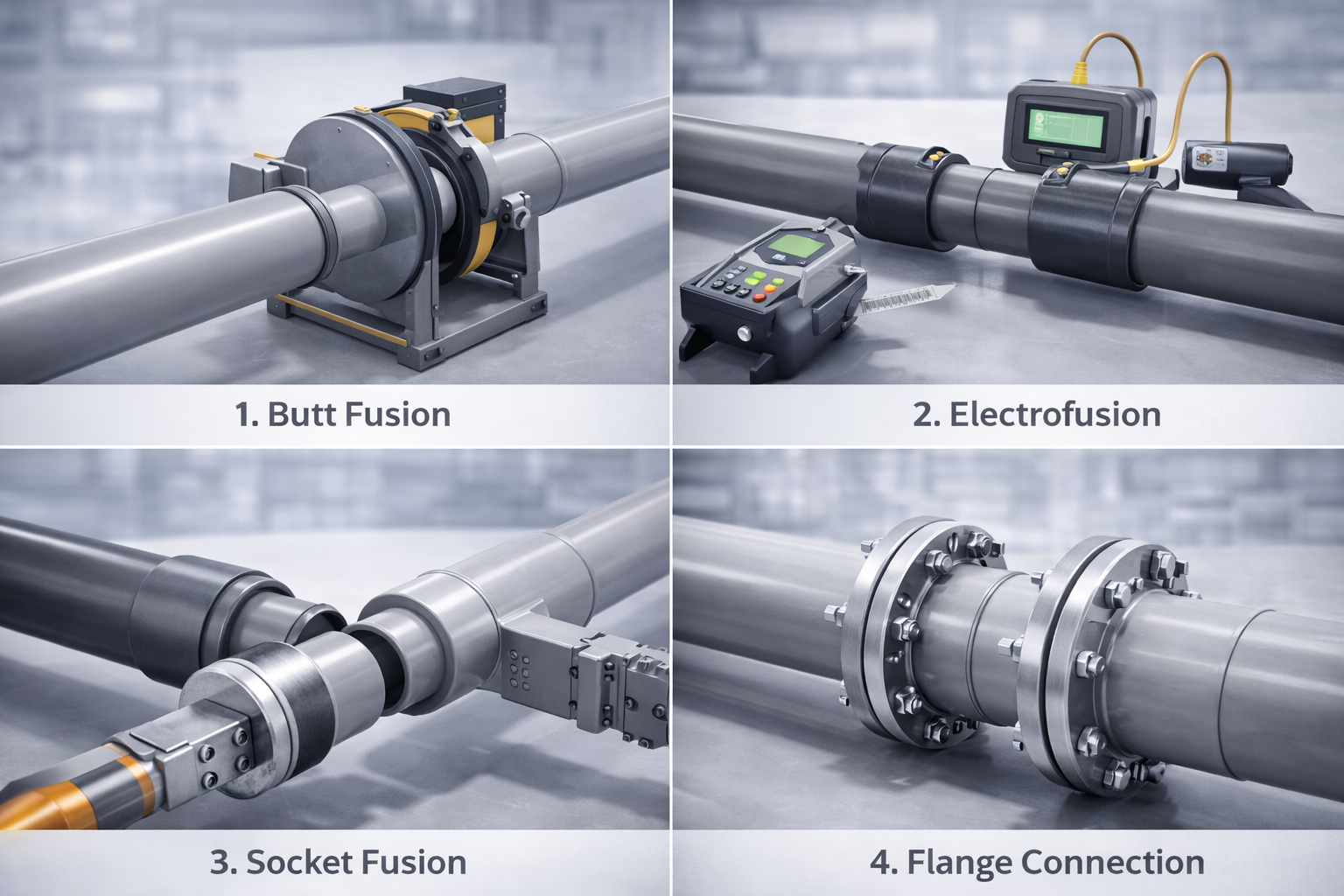
5.1. Các Phương Pháp Kết Nối Ống PP Công Nghiệp
Phương pháp 1 — Hàn Giáp Mối Tấm Nóng (Butt Fusion Welding — DVS 2207-1):
Phương pháp chuẩn mực cho đường ống PP-H công nghiệp DN ≥ 63mm. Quy trình:
- Chuẩn bị bề mặt: Cắt vuông góc (độ lệch ≤ 0,5°), làm sạch bằng khăn IPA không xơ
- Gia nhiệt: Tấm gia nhiệt PP 210±10°C đặt giữa hai đầu ống, áp suất gia nhiệt P₁ = 0,15 N/mm²
- Thời gian gia nhiệt: t_heat = 10 × e_thành (giây), với e_thành tính theo mm. Ví dụ: ống SDR11 DN200, e = 18,2mm → t_heat = 182 giây
- Rút tấm gia nhiệt: Trong thời gian t_switch ≤ 6 giây (DN < 400mm) — tốc độ rút phải đủ nhanh để bề mặt PP không nguội trước khi ghép
- Ép hàn: Áp suất hàn P₂ = 0,15 N/mm², duy trì t_cooling = e_thành × 3 phút (min 2 phút)
- Làm nguội tự nhiên: Không dùng nước hay quạt làm nguội cưỡng bức
Kiểm tra mối hàn butt fusion:
- Bead (gân hàn) đều hai phía, chiều cao bead = 0,1 × e_thành ± 0,5 mm
- Bead không bị đứt, không có vết nứt hoặc màu đổi do quá nhiệt
Phương pháp 2 — Hàn Đùn (Extrusion Welding — DVS 2207-4):
Dùng cho hàn vá sửa chữa, hàn gân gia cường vào bể, và hàn ống vào phụ kiện đúc sẵn:
- Nhiệt độ đùn PP tại vòi: 220–240°C
- Khí gia nhiệt bề mặt (hot air pre-heating): 240–270°C, lưu lượng 300–500 L/min
- Thanh hàn PP (welding rod): Đường kính 3–4mm, cùng grade với vật liệu ống
Phương pháp 3 — Kết Nối Bằng Mặt Bích (Flanged Connection):
Dùng tại điểm kết nối với thiết bị, van và thiết bị đo lường, nơi cần tháo lắp định kỳ:
- Mặt bích PP loose flange + stub end (flange collar)
- Gioăng: EPDM (nước, axit loãng, kiềm); PTFE (hóa chất ăn mòn mạnh)
- Bu lông: Thép mạ kẽm/SS304 với đệm PE — không siết quá lực, tránh nứt flange PP
Phương pháp 4 — Kết Nối Ren (Threaded Connection):
Chỉ dùng cho đường kính nhỏ DN ≤ 50mm và áp suất thấp ≤ 8 bar. Ren PP dễ mòn và rò rỉ nếu siết quá mạnh. Với ren PP khuyến nghị:
- Dùng ren bọc PTFE tape (teflon tape) 3–4 vòng
- Không dùng keo dán ren (thread compound) chứa dung môi — tấn công PP
5.2. Quy Trình Kiểm Tra Và Thử Áp Hệ Thống Ống PP
Thử nghiệm thuỷ lực (Hydrostatic Pressure Test) theo EN 805 và TCVN 8820:
Sau khi hoàn thiện lắp đặt và trước khi đưa vào vận hành:
- Đổ đầy nước sạch toàn hệ thống — đuổi khí qua các van xả khí tại điểm cao nhất
- Tăng áp từ từ đến áp suất thử = 1,5 × áp suất làm việc tối đa (MOP), không tăng đột ngột
- Giữ áp 24 giờ — trong giai đoạn đầu, ống PP đang trương nở ổn định, áp suất giảm nhẹ là bình thường. Sau 24 giờ, theo dõi 1 giờ cuối: Áp suất không giảm quá 0,6% → Đạt
- Kiểm tra hình thức: Toàn bộ mối hàn, điểm kết nối flange, gioăng — không có giọt nước rò rỉ
- Xả áp từ từ và xả nước qua van xả đáy
Thử nghiệm rò rỉ áp lực thấp (Low-Pressure Leak Test): Dùng cho hệ thống thoát nước trọng lực — bơm không khí đến 0,3 bar, giữ 30 phút, không giảm áp → Đạt.
5.3. Những Lỗi Thi Công Phổ Biến Cần Tránh
Lỗi 1 — Không tính toán bù giãn nở nhiệt: Là lỗi phổ biến nhất và gây hậu quả nghiêm trọng nhất — ống bị biến dạng, mối nối bị tách rời sau 6–18 tháng vận hành ở nhiệt độ cao.
Lỗi 2 — Khoảng cách giá đỡ quá lớn: Ống PP mềm hơn ống thép — giá đỡ quá xa gây võng ống, đọng nước trong ống thoát nước, tăng ứng suất tại điểm nối.
Lỗi 3 — Ép hàn butt fusion khi bề mặt ướt hoặc bị nhiễm dầu: Mối hàn bị yếu do tiếp xúc bẩn — cần làm sạch bằng khăn lau cồn IPA ngay trước khi hàn, tuyệt đối không hàn trong mưa hoặc độ ẩm > 90%RH.
Lỗi 4 — Hàn ống PP không đúng nhiệt độ: Nhiệt độ thấp hơn 200°C: Mối hàn không chảy đủ, liên kết yếu — kiểm tra bằng bend test sẽ gãy rời. Nhiệt độ cao hơn 220°C: PP bị cháy, đổi màu nâu — mối hàn giòn và dễ vỡ.
Lỗi 5 — Dùng keo dán hoặc dung môi để kết nối ống PP: Không có keo dán phù hợp cho ống PP — PP không bị hòa tan bởi dung môi thông thường (khác PVC có thể dùng cement). Mọi mối nối ống PP phải là hàn nhiệt hoặc cơ học (flange, ren).
Lỗi 6 — Không để nguội đủ thời gian sau khi hàn trước khi di chuyển ống: Mối hàn butt fusion cần ít nhất 2–3 phút làm nguội tự nhiên trước khi tháo khỏi kẹp máy hàn. Di chuyển quá sớm làm mối hàn biến dạng và yếu.
6. Ứng Dụng Theo Từng Loại Nhà Máy — Chiến Lược Lựa Chọn Ống PP Tối Ưu
6.1. Nhà Máy Chế Biến Thực Phẩm Và Đồ Uống — An Toàn Vệ Sinh Là Ưu Tiên Số 1
Yêu cầu đặc biệt:
- Ống tiếp xúc với sản phẩm hoặc vùng sản xuất phải đạt food-grade (FDA 21 CFR / EU 10/2011)
- Chịu đựng hệ thống vệ sinh CIP (Clean-In-Place) với: NaOH 1–4% ở 70–80°C (CIP kiềm) và HNO₃ 0,5–2% hoặc H₃PO₄ 0,5–2% ở 60–70°C (CIP acid) và NaOCl 200 ppm (khử trùng)
- Không có điểm đọng nước (dead-leg) — vi khuẩn phát triển trong đoạn ống tử
Giải pháp ống PP:
- Hệ thống cấp nước công nghệ (DI water, nước mềm): PP-R SDR11 — food-grade, chịu CIP
- Hệ thống nước nóng CIP 70–85°C: PP-R SDR7.4 hoặc PP-H SDR6 — chịu nhiệt đủ
- Hệ thống thoát nước CIP và rửa nhà xưởng: PP-H SDR17 hoặc PP-B SDR17 — kháng hóa chất CIP
- Van và phụ kiện: PP-H hoặc PVDF — không dùng kim loại tiếp xúc dung dịch CIP acid
6.2. Nhà Máy Điện Tử Và Bán Dẫn — Độ Tinh Khiết Tối Đa
Yêu cầu đặc biệt:
- Nước DI (deionized water, conductivity ≤ 0,1 µS/cm) là dung dịch ăn mòn cực mạnh với mọi kim loại
- Nước UPW (Ultrapure water, TOC < 1 ppb, particles < 1/mL ≥ 0,1 µm) cho fab bán dẫn
- Hóa chất rửa: HF loãng (0,5–5%), H₂O₂ (15–30%), SPM (H₂SO₄ + H₂O₂), APM (NH₄OH + H₂O₂), HCl
Giải pháp ống PP:
- Hệ thống phân phối nước DI/UPW: PP-H SDR11 — không thôi nhiễm ion kim loại vào nước DI; kháng DI water tốt hơn SS316L (DI water ăn mòn cả inox)
- Hệ thống thoát hóa chất rửa (HF, H₂O₂, SPM, APM): PP-H hoặc PVDF — tùy nồng độ HF
- Hệ thống thoát nước pha trộn (mixed waste): PP-H — kháng dải pH rộng 0–14
6.3. Nhà Máy Dệt Nhuộm Và Hóa Chất — Dải pH Rộng Nhất
Yêu cầu đặc biệt:
- Nước thải dệt nhuộm có pH dao động liên tục: Từ kiềm pH 12–13 (tẩy kiềm NaOH) đến acid pH 3–4 (trung hòa H₂SO₄ / acid acetic)
- Thuốc nhuộm reactive, disperse, vat — nhiều loại chứa dung môi hữu cơ và chất oxy hóa
- Hóa chất tẩy trắng: H₂O₂, NaOCl, Na₂S₂O₄ (sodium hydrosulfite)
Giải pháp ống PP:
- Toàn bộ hệ thống thoát nước sản xuất: PP-H SDR17 — kháng pH 0–14 xuất sắc
- Hệ thống cấp nước công nghệ (nước mềm): PP-R SDR11
- Đường ống thoát nước ngầm ngoài nhà máy: PP-B SDR17 hoặc HDPE SDR17 — chịu tải trọng đất
6.4. Nhà Máy Cơ Khí Và Gia Công Kim Loại — Dầu Cắt Gọt Và Axit Tẩy Gỉ
Yêu cầu đặc biệt:
- Nước thải chứa dầu cắt gọt (cutting oil, coolant): Nhũ dầu nước 5–10%, pH 8–9
- Hóa chất tẩy gỉ: HCl 5–20%, H₂SO₄ 10–30%, HNO₃ + HF hỗn hợp (bright dip cho nhôm)
- Hóa chất degreasing (tẩy dầu): NaOH 5–15%, Na₃PO₄, Na₂SiO₃
Giải pháp ống PP:
- Đường thoát nước rửa axit/kiềm: PP-H SDR17
- Hệ thống thu gom nhũ tương dầu: PP-H — kháng dầu tốt hơn PVC-U
- Hệ thống cấp nước rửa nóng (degreasing line, T = 50–70°C): PP-R SDR7.4
7. Tiêu Chuẩn Áp Dụng Và Khung Pháp Lý
7.1. Tiêu Chuẩn Quốc Tế Về Ống PP Công Nghiệp
| Tiêu chuẩn | Nội dung | Áp dụng cho |
|---|---|---|
| ISO 15494:2015 | Hệ thống ống nhựa PP/PE/PB cho ứng dụng công nghiệp — yêu cầu vật liệu, kích thước, áp suất | Ống PP-H/PP-B công nghiệp |
| ISO 15874:2013 | Hệ thống ống nhựa PP cấp nước nóng và lạnh tòa nhà | Ống PP-R dân dụng và nhà máy |
| ISO 4427:2019 | Hệ thống ống PE cấp nước (tham khảo so sánh) | Ống PE (không phải PP) |
| DVS 2207-1 | Quy trình hàn butt fusion ống và bản nhựa nhiệt dẻo PP/PE | Thi công hàn PP |
| DVS 2207-4 | Quy trình hàn đùn ống và bản nhựa nhiệt dẻo | Thi công hàn PP |
| EN 12201 | Hệ thống ống PE cấp nước uống (EU) | Ống PE cấp nước |
| ASTM D2837 | Phương pháp xác định HDB (Hydrostatic Design Basis) ống nhựa | Cơ sở tính toán áp suất |
| ASTM F2389 | Tiêu chuẩn ống PP-R áp lực cho cấp nước nóng | Ống PP-R Mỹ |
| DIN 8077/8078 | Kích thước ống PP (DIN series) | Ống PP loại DIN metric |
7.2. Tiêu Chuẩn Và Quy Chuẩn Việt Nam
| Tiêu chuẩn/Quy chuẩn | Nội dung liên quan |
|---|---|
| TCVN 7305-1:2003 | Ống PP-R áp suất cho hệ thống ống nước nóng và lạnh |
| TCVN 7305-2:2003 | Ống PP-R — Kích thước |
| TCVN 8820:2011 | Lắp đặt và thử nghiệm hệ thống ống cấp nước |
| QCVN 01:2009/BYT | Chất lượng nước ăn uống — Giới hạn chỉ tiêu hóa lý, vi sinh |
| QCVN 09:2023/BTNMT | Chất lượng nước dưới đất (liên quan xử lý trước cấp nước) |
| QCVN 40:2011/BTNMT | Nước thải công nghiệp — Giới hạn ô nhiễm trước khi xả |
| TCVN 9139:2012 | Công trình cấp thoát nước — Thi công và nghiệm thu |
8. Phân Tích Chi Phí Vòng Đời — Bằng Chứng Kinh Tế Của Lựa Chọn Ống PP
8.1. Chi Phí Đầu Tư Ban Đầu (CAPEX) — Lợi Thế Ngay Từ Đầu
Đơn giá tham khảo ống cấp thoát nước cho nhà máy (VNĐ/m, chưa VAT, 2025):
| Loại ống | DN50 | DN100 | DN150 | DN200 | DN300 |
|---|---|---|---|---|---|
| PP-H SDR11 (nội địa) | 45.000–65.000 | 110.000–155.000 | 200.000–280.000 | 380.000–530.000 | 780.000–1.080.000 |
| PP-R SDR11 | 40.000–60.000 | 100.000–140.000 | 185.000–260.000 | 350.000–490.000 | – |
| Ống thép mạ kẽm Sch40 | 65.000–95.000 | 155.000–220.000 | 290.000–420.000 | 520.000–740.000 | 1.050.000–1.500.000 |
| Ống PVC-U PN10 | 22.000–32.000 | 52.000–75.000 | 95.000–135.000 | 170.000–240.000 | 350.000–500.000 |
| Ống HDPE SDR11 | 35.000–52.000 | 88.000–125.000 | 162.000–228.000 | 305.000–430.000 | 630.000–890.000 |
| Ống SS316L Sch10S | 280.000–420.000 | 680.000–980.000 | – | 1.800.000–2.600.000 | – |
Lưu ý quan trọng: Chi phí thi công lắp đặt ống PP thấp hơn ống thép 30–45% do: không cần hàn điện, không cần NDT, không cần sơn phủ và trọng lượng ống nhẹ hơn 8–10 lần.
8.2. Chi Phí Vận Hành — Lợi Thế Tích Lũy Theo Thời Gian
So sánh chi phí vận hành hàng năm — Tuyến ống cấp nước 200m DN100:
| Hạng mục | Ống PP-H/PP-R | Ống Thép Mạ Kẽm | Ống PVC-U |
|---|---|---|---|
| Kiểm tra định kỳ | 1.500.000 VNĐ/năm | 3.000.000 VNĐ/năm | 1.800.000 VNĐ/năm |
| Vệ sinh và thông ống | 500.000 VNĐ/năm | 2.500.000 VNĐ/năm* | 1.000.000 VNĐ/năm |
| Sơn phủ tái bảo vệ | Không | 8.000.000 VNĐ/3–4 năm | Không |
| Sửa chữa rò rỉ | 200.000 VNĐ/năm | 4.000.000 VNĐ/năm | 1.500.000 VNĐ/năm** |
| Tổn thất nước rò rỉ | Không đáng kể | 3.000.000 VNĐ/năm | 500.000 VNĐ/năm |
| Tổng OPEX/năm | 2.200.000 | 19.500.000 | 4.800.000 |
*Cặn rỉ sét tích tụ cần vệ sinh định kỳ. **PVC-U giòn sau 8–12 năm — tần suất sửa chữa tăng.
8.3. Tổng Chi Phí Vòng Đời 20 Năm — So Sánh Định Lượng
Tuyến ống cấp nước lạnh (nước công nghệ) 200m DN100, chiết khấu r = 10%:
| Chi phí | Ống PP-H/PP-R | Ống Thép Mạ Kẽm | Ống SS316L |
|---|---|---|---|
| CAPEX (vật liệu + thi công) | 52 triệu | 85 triệu | 325 triệu |
| NPV OPEX bảo dưỡng 20 năm | 19 triệu | 166 triệu | 48 triệu |
| NPV thay thế định kỳ (thép thay sau 8–12 năm) | 0 | 48 triệu | 0 |
| NPV chi phí sự cố rò rỉ (kỳ vọng) | 5 triệu | 38 triệu | 8 triệu |
| NPV chi phí năng lượng bổ sung (ma sát tăng) | 0 | 25 triệu | 3 triệu |
| Tổng LCC 20 năm | 76 triệu | 362 triệu | 384 triệu |
| So sánh (PP = 100%) | 100% | 476% | 505% |
Kết luận: Ống PP-H/PP-R có tổng chi phí vòng đời 20 năm chỉ bằng 21% so với ống thép mạ kẽm và 20% so với ống SS316L — tiết kiệm 286–308 triệu VNĐ chỉ cho tuyến ống 200m DN100 duy nhất. Nhân lên toàn bộ hệ thống cấp thoát nước một nhà máy vừa (2.000–5.000m tổng chiều dài ống), tiết kiệm LCC có thể đạt 3–30 tỷ VNĐ.
9. Xu Hướng Bền Vững — Ống PP Trong Chiến Lược ESG Nhà Máy
9.1. Dấu Chân Carbon (Carbon Footprint) Thấp Hơn Ống Kim Loại
Phát thải CO₂ trong sản xuất ống (embodied carbon):
- Ống PP-H 1 kg: ~2,5–3,5 kg CO₂e (từ sản xuất nhựa và đùn ép)
- Ống thép mạ kẽm 1 kg: ~4,5–6,0 kg CO₂e (luyện thép + mạ kẽm nhiệt)
- Ống SS316L 1 kg: ~6,5–9,0 kg CO₂e (thép hợp kim + cán ống)
Với mật độ PP chỉ bằng 1/8 mật độ thép, trên cùng chiều dài và đường kính ống, khối lượng ống PP chỉ bằng 1/6–1/8 khối lượng ống thép — nghĩa là phát thải CO₂ của ống PP thấp hơn ống thép 10–15 lần trên mỗi mét chiều dài ống cùng DN.
9.2. Khả Năng Tái Chế Và Vòng Đời Sản Phẩm
PP là nhựa nhiệt dẻo 100% tái chế — ống PP phế thải có thể tái chế thành hạt nhựa PP tái sinh, sản xuất ống PP công nghiệp cấp thấp hoặc vật liệu xây dựng (ván sàn, tấm vách ngăn). Không có chất phụ gia nguy hại khó xử lý như trong ống thép (kẽm mạ, sơn epoxy) hay ống PVC (chất ổn định Pb, chất hóa dẻo phthalate).
9.3. Đóng Góp Vào Mục Tiêu ISO 14001 Và EMAS
Hệ thống ống PP bền vững, ít rò rỉ, ít nhiễm bẩn nguồn nước — đóng góp trực tiếp vào:
- ISO 14001:2015: Giảm tác động môi trường từ rò rỉ hóa chất và kim loại nặng
- Net Zero Carbon: Giảm lượng thép (phát thải cao) trong cấu trúc nhà máy
- SDG 6 (Nước sạch và vệ sinh): Hệ thống ống không nhiễm bẩn nguồn nước
Kết Luận: Ống PP — Hạ Tầng Bền Vững Cho Nhà Máy Thế Hệ Mới
Toàn bộ phân tích kỹ thuật, kinh tế và môi trường hội tụ về một kết luận xuyên suốt: Ống nhựa PP — trong các grade PP-H, PP-R và PP-B phù hợp với từng ứng dụng — là lựa chọn vật liệu bền vững và tối ưu nhất cho hệ thống cấp thoát nước trong nhà máy công nghiệp hiện đại.
Năm ưu thế cốt lõi của ống PP không vật liệu ống nào khác đồng thời sở hữu ở mức chi phí tương đương:
① Kháng hóa chất bao phủ toàn diện: Axit (pH 0–5), kiềm (pH 9–14), dung môi hữu cơ thông thường, nước mặn, nước DI ăn mòn — một vật liệu xử lý được đa phần hóa chất trong nhà máy hiện đại.
② Không thôi nhiễm — bảo vệ chất lượng sản phẩm: Không rỉ sét, không Zn²⁺, không Fe³⁺, không ion kim loại nào vào nước công nghệ tiếp xúc sản phẩm.
③ Thi công nhanh, không phát tia lửa, không cần chứng chỉ hàn cao cấp: Tiến độ dự án ngắn hơn 30–50% so với ống thép, chi phí thi công thấp hơn 40–60%.
④ Tuổi thọ 20–25 năm trong điều kiện thiết kế đúng: Không cần sơn phủ, không cần mạ bảo vệ, không cần thay định kỳ — giảm thiểu gián đoạn sản xuất do bảo dưỡng.
⑤ LCC 20 năm thấp hơn ống thép 4–5 lần: Khoản tiết kiệm tích lũy đủ lớn để tái đầu tư vào năng lực sản xuất hoặc hệ thống xử lý nước nâng cao.
Trong bối cảnh các nhà máy Việt Nam đang nâng cấp đáp ứng tiêu chuẩn quốc tế ISO 9001, IATF 16949, GMP, HACCP và các chứng nhận ESG cho xuất khẩu, lựa chọn hệ thống ống PP đúng grade, đúng tiêu chuẩn và đúng quy trình thi công là quyết định cơ sở hạ tầng đặt nền móng cho vận hành tin cậy, chi phí tối ưu và phát triển bền vững trong 2–3 thập kỷ tới.
Bài viết được biên soạn bởi đội ngũ kỹ sư thiết kế hệ thống đường ống công nghiệp và chuyên gia vật liệu nhựa PP — Tham chiếu ISO 15494:2015, ISO 15874:2013, DVS 2207-1/4, TCVN 7305:2003, TCVN 9139:2012, QCVN 40:2011/BTNMT và số liệu thị trường vật liệu đường ống Việt Nam 2025.