Bể chứa và bể phản ứng kim loại — dù là thép carbon phủ lót (rubber-lined / PP-lined steel tank), thép không gỉ (SS 304/316L) hay hợp kim đặc biệt — từ lâu đã là lựa chọn mặc định trong các nhà máy sản xuất hóa chất, mạ điện, xử lý bề mặt và chế biến công nghiệp. Tuy nhiên, sự phát triển vượt bậc của công nghệ chế tạo và hàn nhiệt Polypropylene (PP) công nghiệp trong hai thập kỷ gần đây đã tạo ra một lựa chọn thay thế có khả năng vượt trội toàn diện về độ bền ăn mòn, chi phí vòng đời, an toàn vận hành và tính linh hoạt thiết kế — trong phạm vi ứng dụng lưu chất tương thích.
Bài viết này phân tích có hệ thống và định lượng các lợi ích kỹ thuật — kinh tế khi thay thế bể kim loại bằng bể nhựa PP trong môi trường sản xuất công nghiệp, đồng thời xác định rõ điều kiện ứng dụng phù hợp và giới hạn kỹ thuật cần lưu ý để đảm bảo quyết định thay thế được đưa ra trên cơ sở khoa học.
1. Bức Tranh Hiện Trạng — Tại Sao Bể Kim Loại Đang Mất Dần Lợi Thế?
1.1. Chi phí ẩn của bể kim loại trong môi trường ăn mòn
Trong môi trường tiếp xúc axit, kiềm, dung dịch muối điện ly và hóa chất oxy hóa, bể kim loại — dù được chế tạo từ vật liệu cao cấp — đều phải đối mặt với các cơ chế ăn mòn không thể loại bỏ hoàn toàn:
Ăn mòn đều (uniform corrosion): Toàn bộ bề mặt tiếp xúc với dung dịch ăn mòn bị oxy hóa liên tục, làm giảm độ dày thành bể theo thời gian. Tốc độ ăn mòn (corrosion rate) được biểu thị bằng mpy (mils per year) hoặc mm/năm, và là cơ sở để tính toán corrosion allowance bổ sung trong thiết kế — thường 1,5–6,0 mm tùy mức độ ăn mòn dự kiến, làm tăng khối lượng vật liệu và CAPEX ban đầu.
Ăn mòn khe hở (crevice corrosion): Đặc biệt nguy hiểm với thép không gỉ 304/316L trong môi trường có ion Cl⁻ — ăn mòn tập trung tại các khe hở dưới đệm làm kín, mặt bích, mối hàn và các vị trí tiếp xúc với vật liệu dị chủng. Tốc độ ăn mòn cục bộ cao gấp 10–100 lần ăn mòn đều, gây thủng thành bể đột ngột và không thể dự báo từ quan sát bề mặt ngoài.
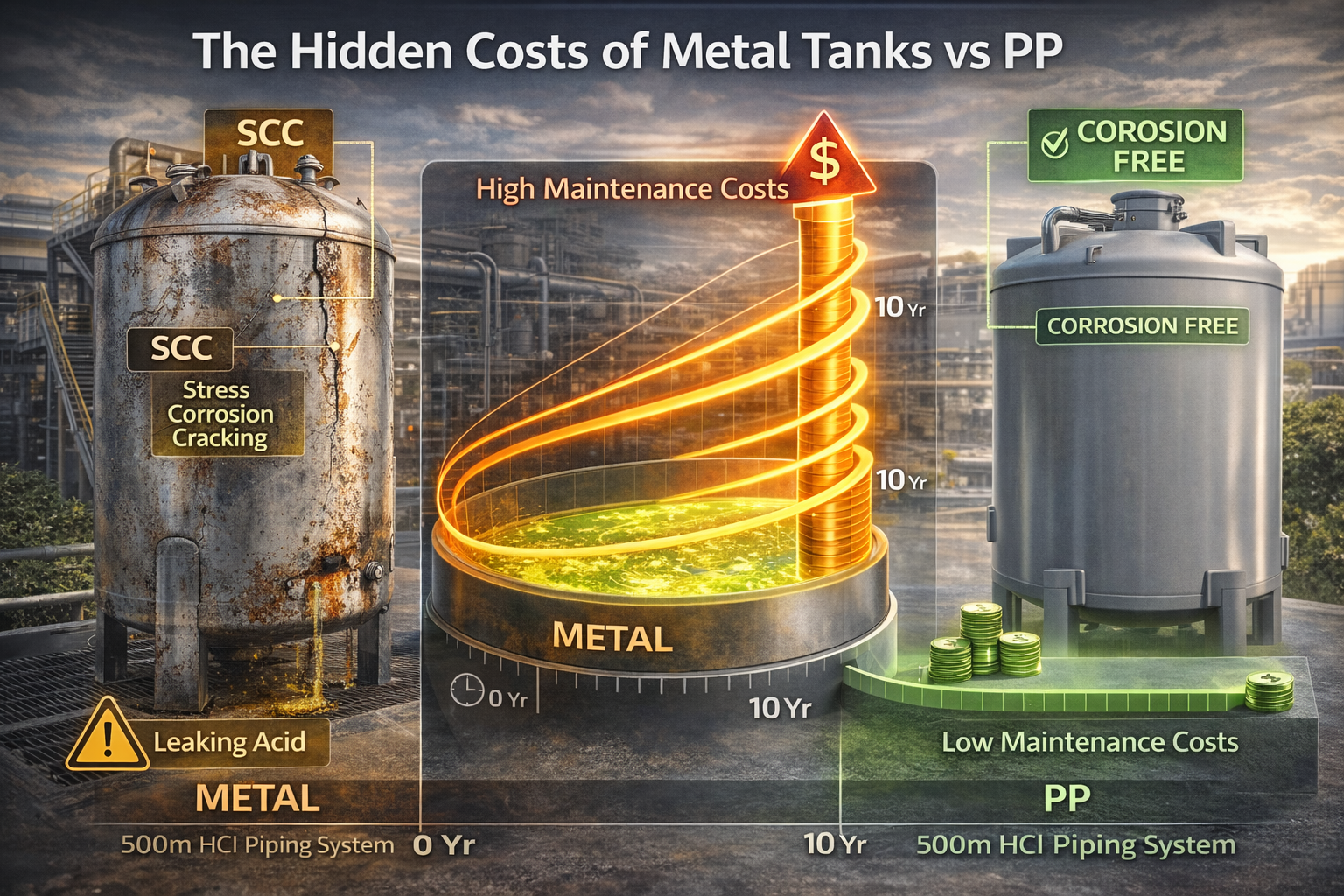
Ăn mòn nứt ứng suất (Stress Corrosion Cracking — SCC): Xảy ra với thép không gỉ austenitic trong môi trường Cl⁻ ở nhiệt độ >50°C, hoặc thép carbon trong môi trường kiềm đặc nóng. SCC phát triển âm thầm không có dấu hiệu cảnh báo cho đến khi vỡ đột ngột — gây rò rỉ lớn và nguy cơ sự cố nghiêm trọng.
Ăn mòn điện hóa (galvanic corrosion): Tại điểm tiếp xúc giữa hai kim loại khác nhau (thép carbon và thép không gỉ, thép và đồng, thép và nhôm) trong dung dịch điện ly — kim loại có điện thế ăn mòn thấp hơn (anodic metal) bị oxy hóa ưu tiên, gây thủng cục bộ tập trung tại điểm tiếp xúc.
1.2. Vòng xoáy chi phí bảo trì kim loại trong môi trường hóa chất
Thực tế vận hành tại các nhà máy hóa chất và mạ điện cho thấy bể kim loại thường rơi vào vòng xoáy chi phí bảo trì leo thang (escalating maintenance cost spiral):
Năm 1–3: Vận hành bình thường → Năm 3–5: Xuất hiện điểm ăn mòn cục bộ, vá sửa tạm thời → Năm 5–8: Phát sinh rò rỉ tại nhiều điểm, chi phí sửa chữa tăng theo cấp số nhân → Năm 8–12: Không còn kinh tế để sửa chữa, phải thay thế toàn bộ — trong khi bể PP tương đương vẫn trong tình trạng vận hành tốt.
Theo dữ liệu từ Viện Ăn mòn Quốc tế NACE (nay là AMPP), chi phí ăn mòn trực tiếp và gián tiếp tại các cơ sở công nghiệp chiếm 2,5–3,5% GDP của các nền kinh tế công nghiệp — trong đó thiết bị bể chứa và đường ống là hạng mục đóng góp lớn nhất.
2. Lợi Ích Kỹ Thuật Cốt Lõi Của Bể Nhựa PP
2.1. Độ bền ăn mòn vượt trội — bảo vệ từ cấu trúc phân tử
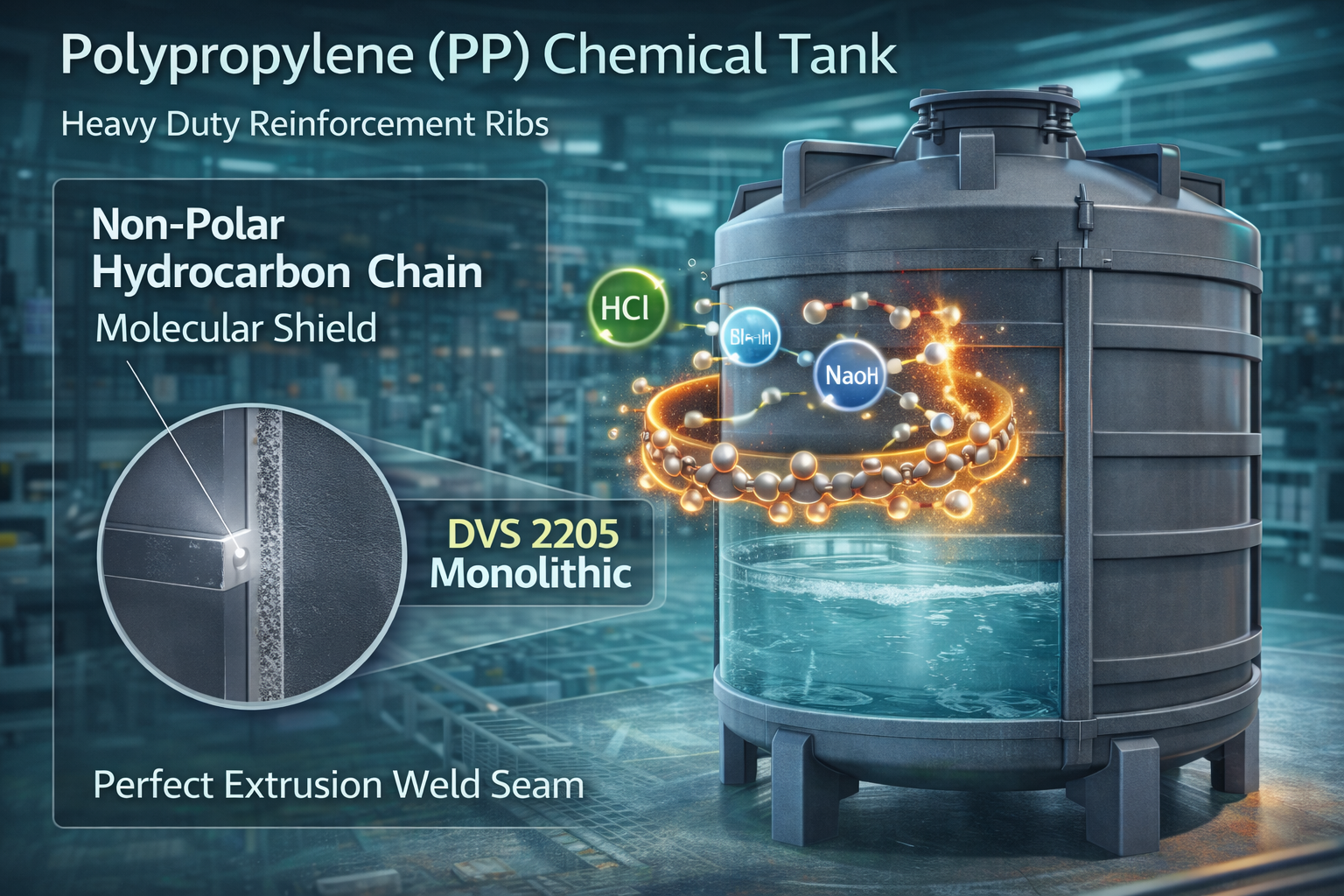
Polypropylene là polymer không phân cực (nonpolar polymer) thuộc nhóm polyolefin, với chuỗi hydrocarbon bão hòa không có nhóm chức dễ bị tấn công hóa học. Cơ chế này tạo ra tính trơ hóa học nội tại (intrinsic chemical inertness) — bề mặt PP không bị oxy hóa, không bị hydrolysis, không bị tấn công bởi axit vô cơ không oxy hóa hay dung dịch kiềm ở bất kỳ nồng độ nào trong phạm vi nhiệt độ vận hành cho phép.
Phổ tương thích hóa chất của bể PP trong sản xuất công nghiệp:
| Nhóm hóa chất | Điển hình | Đánh giá tương thích PP | Ghi chú về giới hạn |
|---|---|---|---|
| Axit vô cơ loãng-trung bình | HCl <35%, H₂SO₄ <70%, HNO₃ <40%, H₃PO₄ | ✅ Xuất sắc | Kiểm tra nhiệt độ cụ thể |
| Kiềm mạnh mọi nồng độ | NaOH, KOH, Ca(OH)₂, Na₂CO₃ | ✅ Xuất sắc | Không giới hạn nồng độ |
| Dung dịch muối trung tính | NaCl, CuSO₄, NiSO₄, ZnSO₄, FeCl₃ | ✅ Xuất sắc | Ứng dụng mạ điện lý tưởng |
| Dung dịch oxy hóa vừa | H₂O₂ <30%, NaOCl <15%, KMnO₄ loãng | ✅ Tốt | Kiểm tra nồng độ và nhiệt độ |
| Axit hữu cơ | CH₃COOH, HCOOH, axit citric, axit lactic | ✅ Tốt | Nồng độ và nhiệt độ vừa phải |
| Dung môi cực tính | Methanol, ethanol, IPA, acetone loãng | ⚠️ Hạn chế | Kiểm tra thực nghiệm khuyến nghị |
| Hydrocarbon thơm/clo hóa | Benzene, toluene, DCM, chloroform | ❌ Không phù hợp | Chọn PVDF hoặc thép |
| Axit đặc nóng oxy hóa | H₂SO₄ >70% nóng, HNO₃ >40% nóng | ❌ Không phù hợp | Chọn vật liệu đặc biệt |
2.2. Không có điểm yếu dị chủng — tính toàn vẹn cấu trúc tuyệt đối
Bể PP được chế tạo bằng phương pháp hàn đùn nhiệt (extrusion welding) và hàn nhiệt tiếp xúc (contact/hot tool welding) theo tiêu chuẩn DVS 2205 và DVS 2207-4, tạo ra kết cấu đồng nhất hoàn toàn về thành phần vật liệu (homogeneous monolithic structure):
- Thân bể, đáy bể, nắp bể và các tấm tăng cứng (stiffener rib) đều là PP cùng grade — không có vật liệu dị chủng
- Mối hàn nối các tấm PP đạt 80–90% độ bền kéo vật liệu gốc theo DVS 2203-1 (tensile test) khi được thực hiện đúng quy trình
- Không có cặp điện hóa (galvanic couple), không có ứng suất tập trung tại điểm tiếp xúc vật liệu khác nhau
- Không có đường dẫn ăn mòn ưu tiên (preferential corrosion path) nào tồn tại trong cấu trúc bể
Điều này đặc biệt quan trọng trong bể chứa dung dịch FeCl₃ đặc (dùng trong in mạch điện tử), dung dịch mạ axit (axit sulfuric + niken sulfat), hay NaOH đặc nóng — các môi trường phá hủy nhanh bất kỳ vật liệu kim loại nào nhưng hoàn toàn không ảnh hưởng đến PP ở điều kiện vận hành bình thường.
2.3. Bề mặt trơn nhẵn kháng bám — duy trì độ tinh khiết dung dịch
Bề mặt nội thất bể PP có độ nhám bề mặt Ra = 0,4–1,6 μm (tùy phương pháp gia công hoàn thiện), so với thép không gỉ đánh bóng điện hóa (electropolished) Ra ~0,1–0,4 μm và thép carbon Ra ~3,2–6,3 μm. Trong thực tế vận hành hóa chất:
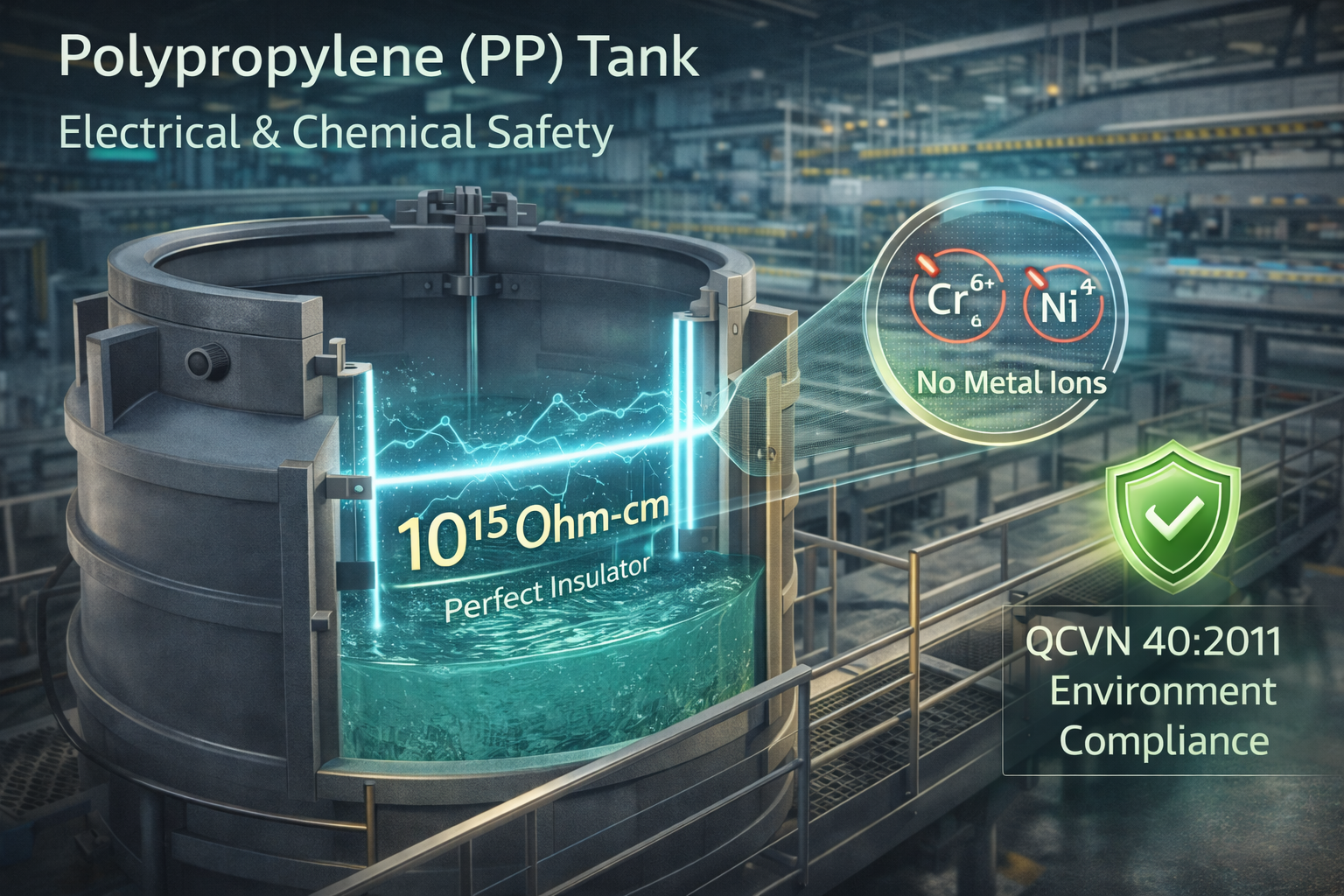
Không giải phóng ion kim loại (zero metal ion leaching): Bể thép không gỉ 316L vẫn giải phóng lượng vết Cr⁶⁺, Ni²⁺, Mo và Fe vào dung dịch tiếp xúc — đặc biệt trong môi trường axit. Trong sản xuất vi mạch bán dẫn, hóa chất dược phẩm và thực phẩm, ngay cả ô nhiễm ion kim loại ở mức ppb cũng gây ra phế phẩm và vi phạm tiêu chuẩn chất lượng. Bể PP không có cơ chế giải phóng ion — duy trì chemical purity của dung dịch chứa trong suốt vòng đời.
Không bám cặn vô cơ và sinh học: Bề mặt PP không phân cực, không tích điện bề mặt đáng kể — ngăn cản kết tinh và kết tụ của các muối vô cơ, cũng như bám dính vi sinh vật (biofouling). Điều này giảm tần suất vệ sinh bể và kéo dài chu kỳ thay dung dịch.
3. Lợi Ích Kinh Tế — Chi Phí Vòng Đời Thấp Hơn Đáng Kể
3.1. So sánh chi phí đầu tư ban đầu (CAPEX)
Chi phí chế tạo bể PP phụ thuộc chủ yếu vào thể tích, độ dày thành bể và mức độ phức tạp của chi tiết phụ kiện. Tham khảo thị trường Việt Nam 2024–2025:
| Thể tích bể | Bể PP (triệu VNĐ) | Bể thép không gỉ 316L (triệu VNĐ) | Bể thép carbon + lót PP (triệu VNĐ) | Bể FRP (triệu VNĐ) |
|---|---|---|---|---|
| 0,5–1,0 m³ | 8–25 | 35–90 | 20–55 | 15–40 |
| 1,0–3,0 m³ | 20–60 | 85–220 | 50–130 | 35–90 |
| 3,0–10 m³ | 55–180 | 200–600 | 120–350 | 85–220 |
| 10–30 m³ | 160–480 | 550–1.600 | 300–900 | 220–600 |
| 30–100 m³ | 420–1.400 | 1.400–5.000 | 800–2.500 | 600–1.800 |
| >100 m³ | Báo giá riêng | Báo giá riêng | Báo giá riêng | Báo giá riêng |
Giá tham khảo, chưa bao gồm lắp đặt, đường ống và thiết bị phụ trợ.
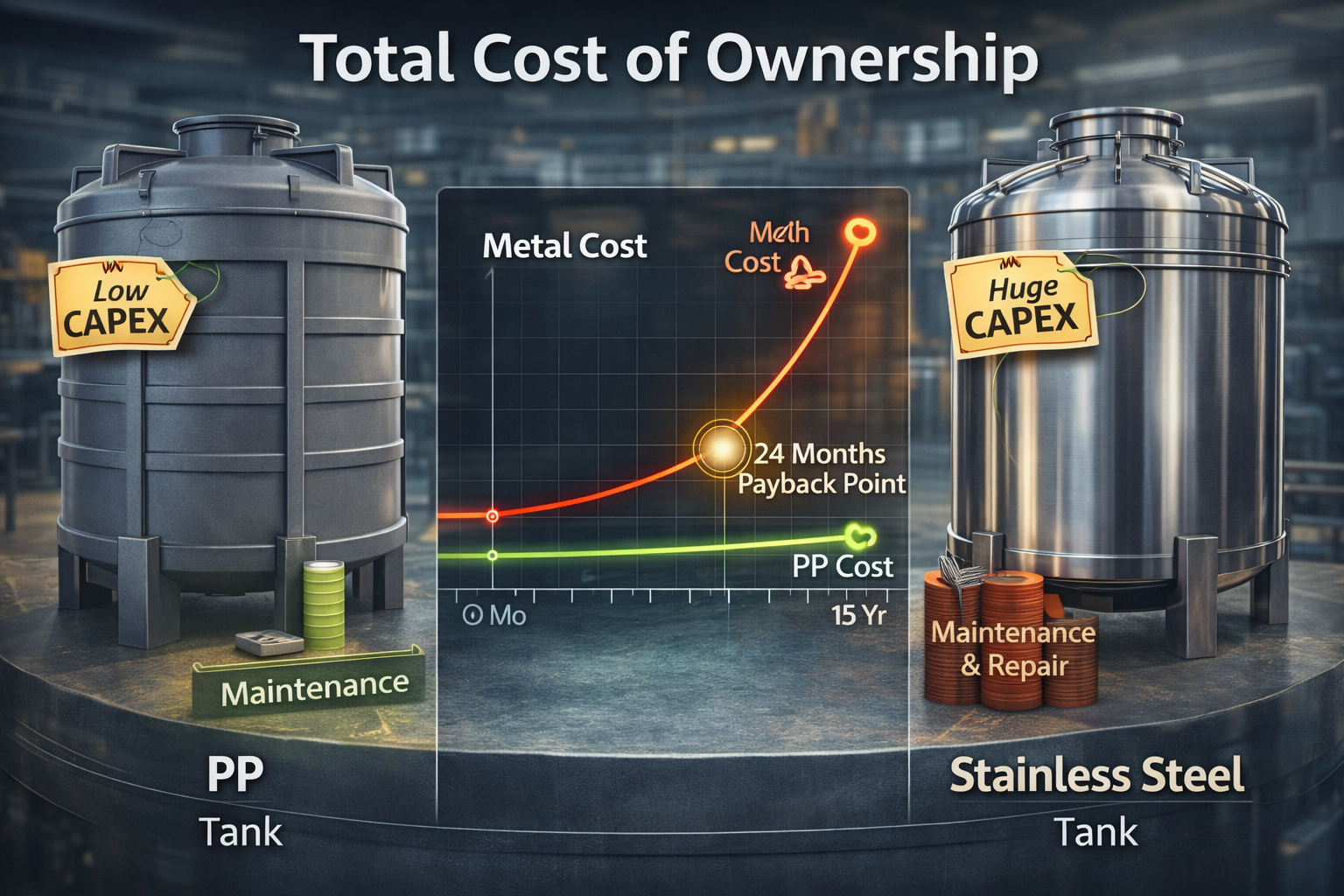
Chỉ số CAPEX tương đối: Bể PP thường có CAPEX bằng 20–35% so với bể thép không gỉ 316L cùng thể tích trong phạm vi ứng dụng hóa chất tương thích — đây là lợi thế CAPEX lớn nhất trong nhóm vật liệu kháng hóa chất.
3.2. Chi phí bảo trì và sửa chữa theo vòng đời
Phân tích chi phí bảo trì điển hình cho bể chứa 5m³ dung dịch HCl 20% trong 15 năm vận hành:
| Hạng mục bảo trì | Bể thép carbon + lót PP (triệu VNĐ/15 năm) | Bể thép không gỉ 316L (triệu VNĐ/15 năm) | Bể PP nguyên khối (triệu VNĐ/15 năm) |
|---|---|---|---|
| Kiểm tra độ dày thành bể (UT inspection) | 15–25 | 20–35 | 5–8 (kiểm tra quan sát) |
| Sơn phủ / tái lót bảo vệ | 45–90 | 30–60 | 0 |
| Vá sửa điểm ăn mòn cục bộ | 20–60 | 25–80 | 5–15 (hàn nhiệt vá lỗi) |
| Thay gioăng, mặt bích | 10–20 | 15–30 | 5–10 |
| Dừng sản xuất cho bảo trì (chi phí cơ hội) | 30–80 | 25–60 | 8–20 |
| Tổng OPEX bảo trì 15 năm | 120–275 | 115–265 | 23–53 |
Hệ số OPEX bảo trì: Bể PP nguyên khối có chi phí bảo trì vòng đời thấp hơn 5–8 lần so với bể kim loại trong cùng môi trường ăn mòn — đây là lợi ích kinh tế quan trọng nhất, thường bị đánh giá thấp trong giai đoạn ra quyết định đầu tư.
3.3. Phân tích TCO (Total Cost of Ownership) — Điểm hoàn vốn thay thế
Giả sử nhà máy đang vận hành bể thép không gỉ 316L (5m³, dung dịch NiSO₄ + H₂SO₄, tuổi thọ thực tế 8–12 năm do ăn mòn khe hở) và cân nhắc thay thế bằng bể PP:
Chi phí thay thế sang PP = Chi phí bể PP mới + Chi phí lắp đặt
Tiết kiệm từ thay thế = ΔOPEX bảo trì + Δ Chi phí dừng sản xuất + Δ Chi phí thay bể sớm (do tuổi thọ PP dài hơn)
Trong điều kiện điển hình của ngành mạ điện tại Việt Nam, điểm hoàn vốn (payback period) khi thay thế bể kim loại bằng bể PP thường đạt được trong 18–36 tháng — tức là từ tháng thứ 19–37, mọi chi phí tiết kiệm được đều là lợi nhuận ròng.
4. Lợi Ích Về Trọng Lượng Và Thi Công
4.1. Trọng lượng kết cấu nhẹ — lợi thế đa chiều
Với trọng lượng riêng PP = 0,90–0,91 g/cm³ so với thép không gỉ 316L = 7,90–8,00 g/cm³, một bể PP điển hình có khối lượng vỏ bể chỉ bằng 10–12% bể thép không gỉ cùng thể tích. Lợi thế này tạo ra hiệu ứng lan truyền nhiều tầng:
Trong thi công lắp đặt mới:
- Không cần cẩu hạng nặng — bể PP đến 5m³ thường có thể định vị bằng cẩu tay (manual chain block) hoặc xe nâng tiêu chuẩn
- Giảm chi phí vận chuyển và logistics 30–50% so với bể thép cùng dung tích
- Rút ngắn thời gian lắp đặt 40–60% — bể PP đơn giản có thể lắp đặt hoàn chỉnh trong 1–3 ngày làm việc
Trong cải tạo và nâng cấp nhà máy cũ:
- Tải trọng lên sàn nhà xưởng (floor load) từ bể PP thấp hơn đáng kể — cho phép lắp đặt tại các vị trí trên cao (elevated platform) hoặc tầng 2 nơi kết cấu sàn không đủ sức chịu tải bổ sung của bể thép
- Không cần gia cường kết cấu thép đỡ (structural reinforcement) trong phần lớn trường hợp — tiết kiệm chi phí xây dựng dân dụng đáng kể
- Bể PP có thể vận chuyển qua cửa tiêu chuẩn và lắp đặt trong không gian hẹp nơi bể kim loại đúc sẵn không thể đưa vào — đặc biệt hữu ích trong các xưởng sản xuất dạng nhà lắp ghép có cửa ra vào hạn chế

4.2. Thời gian chế tạo ngắn — tăng tốc tiến độ dự án
Bể PP được chế tạo tại xưởng theo phương pháp hàn tấm phẳng (plate fabrication) — thời gian chế tạo điển hình:
- Bể PP 1–5 m³ tiêu chuẩn: 3–7 ngày làm việc
- Bể PP 5–30 m³: 7–21 ngày làm việc
- Bể PP có cấu trúc đặc biệt (hình chữ nhật đa ngăn, có gia nhiệt tích hợp): 14–35 ngày làm việc
So với bể thép không gỉ cùng dung tích (thường 4–12 tuần tùy mức độ phức tạp), thời gian chế tạo bể PP nhanh hơn 2–4 lần — lợi thế tiến độ dự án đặc biệt có giá trị khi cần triển khai nhanh hoặc thay thế khẩn cấp bể hỏng trong sản xuất.
5. Lợi Ích An Toàn Lao Động Và Môi Trường
5.1. Loại bỏ rủi ro ăn mòn đột ngột (Sudden Corrosion Failure)
Một trong những nguy cơ an toàn nguy hiểm nhất của bể kim loại trong môi trường hóa chất là hư hỏng đột ngột do ăn mòn cục bộ — đặc biệt SCC (Stress Corrosion Cracking) và pitting trên thép không gỉ — mà không có dấu hiệu cảnh báo sớm từ quan sát bề mặt ngoài. Bể PP không có cơ chế ăn mòn đột ngột — suy giảm cơ học (nếu có) là quá trình từ từ, có thể quan sát và dự báo (biến dạng creep, vết nứt bề mặt do lão hóa UV, thay đổi màu sắc).
Điều này cho phép triển khai kế hoạch bảo trì phòng ngừa (preventive maintenance) chủ động thay vì đối phó với sự cố bất ngờ.
5.2. Không phát sinh bụi kim loại và ion kim loại độc hại
Quá trình ăn mòn bể kim loại phát sinh các sản phẩm phụ nguy hại:
- Bụi và vảy rỉ sắt Fe₂O₃/Fe₃O₄: Ô nhiễm dung dịch chứa, gây phế phẩm trong sản xuất tinh xảo
- Ion Cr⁶⁺ từ thép không gỉ: Chất gây ung thư nhóm 1 (IARC Group 1) — ô nhiễm vào dung dịch mạ điện hoặc nước thải là vi phạm nghiêm trọng QCVN 40:2011/BTNMT
- Ion Ni²⁺: Chất gây dị ứng và nghi ngờ gây ung thư — giới hạn trong nước thải rất thấp (0,2–0,5 mg/L)
Bể PP nguyên khối không phát sinh bất kỳ sản phẩm phụ ô nhiễm nào — duy trì độ tinh khiết dung dịch và giảm tải xử lý nước thải.
5.3. An toàn điện trong môi trường điện phân
Trong dây chuyền mạ điện, điện phân và sản xuất bảng mạch, bể chứa dung dịch điện ly tiếp xúc với dòng điện một chiều cường độ cao. Bể kim loại dẫn điện tạo ra:
- Đường dẫn dòng điện ký sinh (parasitic current path) qua thành bể làm giảm hiệu suất điện phân và phân phối dòng điện không đều trên bề mặt cần mạ
- Nguy cơ giật điện khi thao tác điều chỉnh điện cực trong bể có điện áp cao
- Ăn mòn điện hóa tăng tốc tại điểm tiếp xúc thành bể-dung dịch
Bể PP với điện trở suất thể tích ~10¹⁵–10¹⁶ Ω·cm loại bỏ hoàn toàn tất cả các rủi ro trên, cải thiện đồng thời hiệu suất điện phân (Faradaic efficiency) và an toàn điện cho người vận hành.
6. Lợi Ích Trong Các Ngành Sản Xuất Cụ Thể
6.1. Ngành mạ điện và xử lý bề mặt kim loại
Đây là ngành hưởng lợi nhiều nhất từ việc thay thế bể kim loại bằng bể PP. Bể mạ PP phục vụ:
- Bể tẩy gỉ axit (acid pickling tank): HCl 10–20%, H₂SO₄ 10–25% — PP hoàn toàn trơ với các dung dịch này ở nhiệt độ phòng
- Bể mạ niken (nickel plating tank): NiSO₄ + NiCl₂ + H₃BO₃ — dung dịch Watts tấn công ăn mòn thép carbon và pitting thép không gỉ, trong khi bể PP duy trì hoàn toàn nguyên vẹn
- Bể mạ crom (chrome plating tank): CrO₃ 250–300 g/L + H₂SO₄ — môi trường oxy hóa cực mạnh phá hủy hầu hết kim loại; PP là một trong số ít vật liệu tương thích
- Bể rửa trung tính và kiềm (rinse/alkali cleaning tank): NaOH, Na₂CO₃ — PP chịu kiềm hoàn toàn không giới hạn nồng độ
6.2. Ngành sản xuất và xử lý hóa chất
- Bể pha chế và pha loãng hóa chất (chemical preparation tank): Pha axit, kiềm, dung dịch muối từ nguyên liệu đậm đặc — PP an toàn với phần lớn hóa chất vô cơ công nghiệp
- Bể trung gian và bể đệm (intermediate buffer tank): Lưu trữ tạm thời hóa chất trong dây chuyền sản xuất liên tục — bể PP không nhiễm bẩn dung dịch chứa
- Bể phản ứng ôn hòa (mild reaction vessel): Phản ứng trung hòa axit-kiềm, kết tủa muối, phản ứng oxy hóa vừa phải ở nhiệt độ dưới 70°C
6.3. Ngành xử lý nước và nước thải
- Bể định lượng hóa chất (chemical dosing tank): NaOCl, phèn nhôm, polymer, NaOH — PP tương thích với toàn bộ các hóa chất xử lý nước phổ biến
- Bể phản ứng keo tụ-tạo bông (coagulation-flocculation tank): Không bị ảnh hưởng bởi pH cực trị trong quá trình xử lý
- Bể axit hóa và kiềm hóa trong dây chuyền thẩm thấu ngược (RO system): PP đáp ứng yêu cầu vật liệu tiếp xúc nước cấp theo tiêu chuẩn NSF/ANSI 61
6.4. Ngành thực phẩm và dược phẩm (Food & Pharma Grade PP)
PP food-grade và pharma-grade (đáp ứng FDA 21 CFR 177.1520, EU 10/2011) được ứng dụng trong:
- Bể lên men, bể ngâm ủ (fermentation/soaking tank) trong chế biến thực phẩm có tính axit (dấm, nước mắm, tương)
- Bể pha chế dung dịch tẩy rửa CIP/SIP trong ngành dược phẩm và thực phẩm
- Bể lưu trữ dung dịch tá dược, dung dịch muối dược phẩm
7. Thiết Kế Và Tùy Biến — Linh Hoạt Không Có Đối Thủ
7.1. Tự do thiết kế hình dạng và kích thước
Công nghệ hàn tấm PP cho phép chế tạo bể với mọi hình dạng mặt bằng — hình chữ nhật, hình vuông, hình thang, hình đa giác, hình tròn không khuôn (rolled & welded) — tùy theo mặt bằng hiện trường. Bể kim loại hình chữ nhật cũng linh hoạt về hình dạng, nhưng chi phí cao hơn đáng kể.
Bể PP đa ngăn (multi-compartment tank) với vách ngăn PP hàn liền — phổ biến trong dây chuyền mạ điện nhiều giai đoạn (multi-stage plating line) — có thể tích hợp toàn bộ chuỗi công nghệ trong một cụm bể liền khối, giảm diện tích chiếm đất và chi phí đường ống kết nối.
7.2. Tích hợp thiết bị gia nhiệt và làm mát
Bể PP dễ dàng tích hợp:
- Cuộn gia nhiệt PP/PVDF (heating coil): Hàn trực tiếp vào thành hoặc đáy bể, dẫn hơi nước hoặc nước nóng — loại bỏ rủi ro rò rỉ điện trở gia nhiệt kim loại vào dung dịch
- Tấm gia nhiệt điện trở PP-encapsulated (immersion heater): Với lớp bọc PP bảo vệ điện trở khỏi dung dịch ăn mòn
- Trao đổi nhiệt PP shell-and-tube hoặc PP plate: Kiểm soát nhiệt độ dung dịch mạ và phản ứng không nhiễm bẩn
7.3. Khả năng cải tạo và mở rộng tại hiện trường
Điểm khác biệt quan trọng của bể PP so với bể thép là khả năng sửa chữa và cải tạo tại chỗ (in-situ repair & modification) bằng hàn nhiệt:
- Vá bổ sung nozzle kết nối mới mà không cần tháo bể khỏi vị trí lắp đặt
- Hàn tăng cứng thêm khi tăng tải trọng vận hành
- Vá và gia cường khu vực bị hư hỏng cục bộ mà không ảnh hưởng đến phần còn lại
- Nối ghép bể nhỏ thành bể lớn hơn khi nhu cầu tăng công suất
Với bể thép, mọi sửa đổi đều đòi hỏi hàn hồ quang trong môi trường nguy hiểm (hot work permit), kiểm tra NDT sau sửa chữa và tái sơn phủ bảo vệ — chi phí và rủi ro cao hơn nhiều.
8. Tiêu Chuẩn Chất Lượng Và Kiểm Định Bể PP Công Nghiệp
8.1. Tiêu chuẩn thiết kế và chế tạo quốc tế
Bể PP công nghiệp chất lượng cao phải tuân thủ các tiêu chuẩn sau:
- DVS 2205 (Đức — Deutsches Institut für Normung): Tiêu chuẩn thiết kế tổng hợp cho bình chứa và bể nhựa nhiệt dẻo, bao gồm tính toán độ bền thành bể theo ứng suất creep dài hạn
- DVS 2207-4: Quy trình hàn đùn (extrusion welding) cho tấm nhựa nhiệt dẻo dày — tiêu chuẩn vàng cho mối hàn bể PP công nghiệp
- DVS 2203-1: Phương pháp kiểm tra mối hàn nhựa nhiệt dẻo bằng kéo — xác định hệ số bền mối hàn (weld factor) để thiết kế an toàn
- EN 13121 (Châu Âu): Bình chứa phi kim loại gia cường và không gia cường cho ứng dụng trên mặt đất
- ASTM D1998 / ASTM D4021: Tiêu chuẩn Mỹ cho bể polyolefin ứng dụng hóa chất

8.2. Quy trình kiểm tra nghiệm thu bể PP
Trước khi đưa vào vận hành, bể PP công nghiệp phải trải qua quy trình kiểm tra nghiệm thu:
- Kiểm tra mối hàn bằng phương pháp bong bóng khí (spark test / holiday test): Phát hiện lỗ kim (pinhole) và vùng hàn không ngấu trên toàn bộ bề mặt mối hàn
- Thử áp lực thủy tĩnh (hydrostatic pressure test): Nạp nước đến 1,5× mức chứa đầy thiết kế, duy trì 24–48 giờ, kiểm tra độ võng và biến dạng
- Kiểm tra độ dày thành bể (ultrasonic thickness measurement — UTM): Xác nhận độ dày đồng đều theo bản vẽ thiết kế
- Kiểm tra độ bền mối hàn (weld tensile test): Cắt mẫu mối hàn đại diện, thử kéo theo DVS 2203-1, xác nhận hệ số bền mối hàn ≥ 0,8 (80% vật liệu gốc)
9. Lộ Trình Thay Thế Bể Kim Loại — Triển Khai Thực Tiễn
9.1. Đánh giá khả năng thay thế (Feasibility Assessment)
Trước khi quyết định thay thế, doanh nghiệp cần thực hiện đánh giá kỹ thuật tối thiểu:
Bước 1 — Kiểm tra tương thích hóa chất: Tra cứu Chemical Resistance Chart của nhà sản xuất PP tại nồng độ và nhiệt độ vận hành thực tế, không phải nhiệt độ phòng hay nồng độ thấp hơn thực tế.
Bước 2 — Xác minh điều kiện cơ học: Kiểm tra áp suất vận hành (bể PP tiêu chuẩn là bể hở — open-top hoặc vented — không phải bình áp lực), nhiệt độ, tải trọng cơ học từ khuấy trộn, rung động và tải gió/địa chấn nếu lắp ngoài trời.
Bước 3 — Phân tích TCO: So sánh tổng chi phí sở hữu 10–15 năm giữa phương án giữ nguyên (+ chi phí sửa chữa và thay thế bể kim loại) vs thay thế bằng bể PP.
Bước 4 — Đánh giá nhà cung cấp PP: Xác nhận nhà cung cấp sử dụng PP virgin grade có chứng chỉ xuất xứ, có năng lực hàn đúng tiêu chuẩn DVS và kinh nghiệm chế tạo bể PP công nghiệp tương tự.
9.2. Thứ tự ưu tiên thay thế theo mức độ lợi ích
Không phải tất cả bể kim loại đều có cùng lợi ích khi thay thế bằng PP. Thứ tự ưu tiên kinh tế kỹ thuật:
Ưu tiên cao nhất:
- Bể chứa axit HCl, H₂SO₄, HNO₃ (trong giới hạn tương thích) hiện đang sử dụng thép carbon hoặc thép carbon lót PP/cao su bị xuống cấp
- Bể mạ điện axit (niken, crom, kẽm axit) đang bị pitting ăn mòn
- Bể dung dịch FeCl₃, CuSO₄, ZnSO₄ trong in mạch và xử lý bề mặt
Ưu tiên trung bình:
- Bể dung dịch kiềm (NaOH, Na₂CO₃) hiện dùng thép carbon đang xuống cấp
- Bể nước muối và dung dịch muối vô cơ
- Bể hóa chất xử lý nước và nước thải
Cân nhắc thêm trước khi thay thế:
- Bể có nhiệt độ vận hành cao (>60°C liên tục) — cần tính toán MOP và creep kỹ lưỡng
- Bể chứa dung môi hữu cơ — cần kiểm tra tương thích thực nghiệm
- Bể áp lực — PP không phải vật liệu bình áp lực tiêu chuẩn, cần tư vấn chuyên ngành
10. Kết Luận Và Khuyến Nghị Chiến Lược
Việc thay thế bể kim loại bằng bể nhựa PP trong sản xuất công nghiệp không chỉ là quyết định thay đổi vật liệu mà là quyết định nâng cấp chiến lược hệ thống thiết bị với tác động toàn diện đến chi phí, an toàn, chất lượng sản phẩm và tính bền vững vận hành.
Tổng hợp các lợi ích đã phân tích, doanh nghiệp có thể kỳ vọng:
- Giảm CAPEX thiết bị 65–80% so với bể thép không gỉ 316L trong môi trường tương thích
- Giảm chi phí bảo trì 5–8 lần trong vòng đời 10–15 năm
- Loại bỏ 100% rủi ro ăn mòn kim loại — ăn mòn đều, pitting, SCC, ăn mòn điện hóa
- Cải thiện độ tinh khiết dung dịch — không giải phóng ion kim loại ô nhiễm
- Tăng an toàn lao động — loại bỏ rủi ro hư hỏng đột ngột và ô nhiễm ion kim loại độc hại
- Đạt điểm hoàn vốn thay thế trong 18–36 tháng trong hầu hết ứng dụng điển hình
Đối với các doanh nghiệp đang vận hành bể kim loại trong môi trường hóa chất ăn mòn, câu hỏi không còn là “có nên thay thế hay không” mà là “thay thế theo lộ trình nào để tối đa hóa lợi ích và giảm thiểu gián đoạn sản xuất”.
Bài viết được biên soạn dựa trên tổng hợp dữ liệu kỹ thuật từ tiêu chuẩn DVS 2205/2207, EN 13121, ASTM D1998, dữ liệu tính năng vật liệu từ các nhà sản xuất PP hàng đầu (Simona AG, Georg Fischer Piping Systems, Agru Kunststofftechnik, Röchling Engineering Plastics) và kinh nghiệm thực tiễn tư vấn thiết kế, cải tạo hệ thống thiết bị hóa chất công nghiệp tại Việt Nam. Các số liệu chi phí và ước tính mang tính tham khảo và có thể thay đổi theo điều kiện thị trường tại thời điểm thực hiện dự án.