Câu hỏi “Có nên dùng tháp hấp phụ thay thế tất cả công nghệ xử lý mùi?” là một trong những câu hỏi sai nhất thường xuất hiện trong quá trình tư vấn lựa chọn công nghệ kiểm soát mùi hôi công nghiệp — không phải vì câu hỏi ngây thơ, mà vì nó đặt ra tiền đề sai: rằng có thể tồn tại một công nghệ “thay thế tất cả”.
Không có công nghệ đơn lẻ nào — dù là tháp hấp phụ, biofilter, scrubber ướt, ozone, hay đốt nhiệt — có thể xử lý hiệu quả và kinh tế mọi loại mùi hôi trong mọi điều kiện vận hành. Thực tế kỹ thuật là: mỗi công nghệ có vùng ứng dụng tối ưu rất cụ thể, và hiệu quả cao nhất thường đạt được bằng hệ thống kết hợp nhiều công nghệ bổ sung cho nhau.
Tháp hấp phụ than hoạt tính hoặc zeolite là công nghệ xuất sắc trong vùng nồng độ thấp–trung bình, đặc biệt với VOC kỵ nước và mùi hôi phức hợp. Nhưng đặt tháp hấp phụ để xử lý mùi H₂S 500 ppm từ trại heo 50.000 con, hay mùi NH₃ 300 ppm từ bãi rác, sẽ là quyết định kỹ thuật và tài chính thảm họa — vật liệu hấp phụ bão hòa trong vài giờ, chi phí thay mới vật liệu hàng tuần phá vỡ hoàn toàn phương án kinh tế.
Bài viết này trả lời dứt khoát câu hỏi trên từ góc độ kỹ thuật và kinh tế: không, tháp hấp phụ không thể và không nên thay thế tất cả công nghệ xử lý mùi — và đây là framework để quyết định công nghệ nào phù hợp cho từng tình huống cụ thể.

1. Bản Đồ Công Nghệ Xử Lý Mùi Hôi — Sáu Công Nghệ Chính Và Vùng Chiến Đấu Của Mỗi Cái
1.1. Sáu công nghệ kiểm soát mùi hôi công nghiệp hiện hành
Trước khi so sánh, cần hiểu rõ cơ chế hoạt động và đặc tính cơ bản của từng công nghệ:
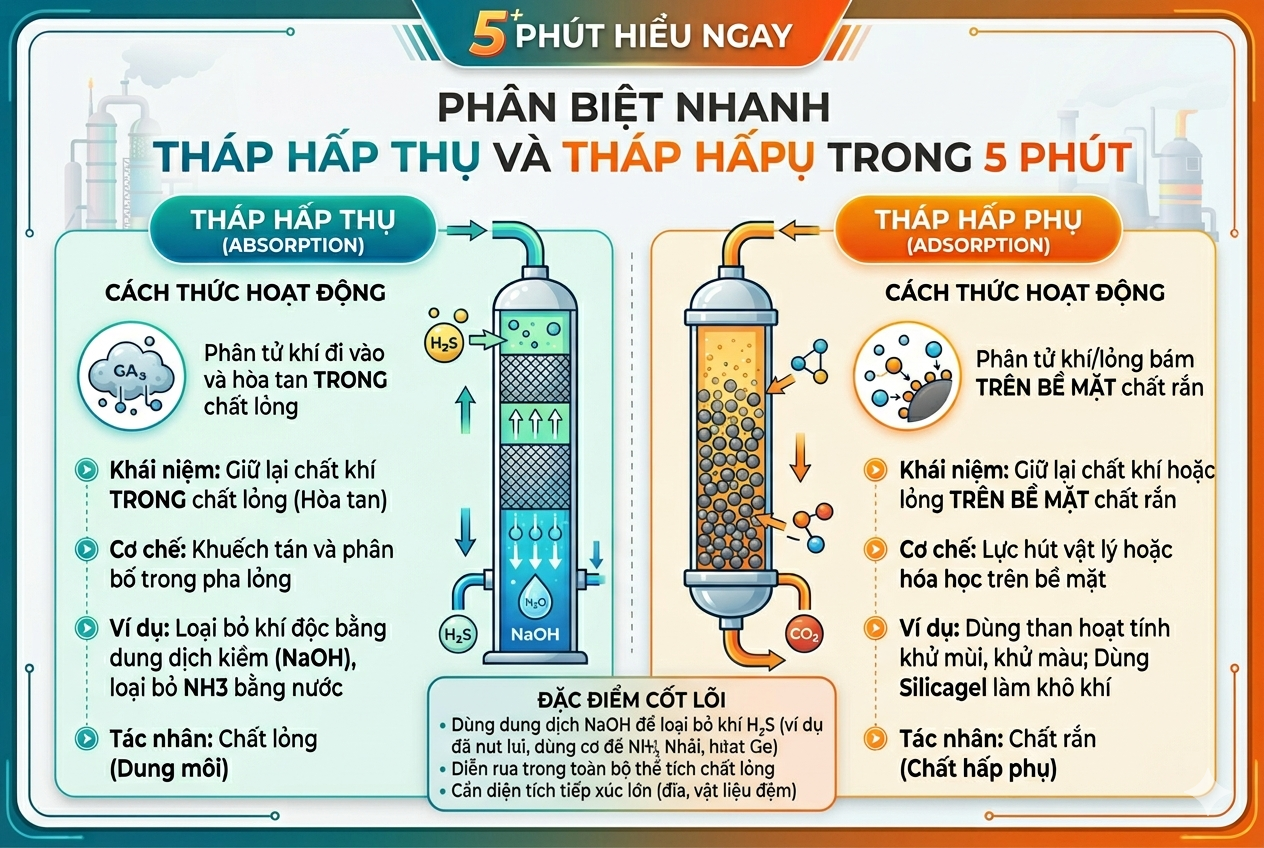
Công nghệ 1 — Hấp phụ (Adsorption) bằng Than hoạt tính / Zeolite:
Chất ô nhiễm mùi bám dính lên bề mặt vật liệu rắn xốp (than hoạt tính BET 800–1.500 m²/g, zeolite phân tử sàng) thông qua lực Van der Waals hoặc liên kết hóa học (tẩm hóa chất). Vật liệu bão hòa theo thời gian → cần tái sinh (TSA/PSA) hoặc thay mới. Cơ chế: Hấp phụ bề mặt → không phá hủy chất ô nhiễm, chỉ tạm giữ và chuyển pha.
Công nghệ 2 — Lọc sinh học (Biofilter):
Vi sinh vật (vi khuẩn, nấm) trong lớp đệm sinh học (compost, vỏ cây, than bùn, plastic media) phân hủy chất ô nhiễm hữu cơ thành CO₂ + H₂O + sinh khối. Cơ chế: Oxy hóa sinh học → phá hủy hoàn toàn chất ô nhiễm mà không tạo ra chất thải thứ cấp. Điều kiện: Ẩm độ đệm 50–60%, pH 6–8, nhiệt độ 15–40°C, không có chất ức chế vi sinh.
Công nghệ 3 — Hấp thụ ướt (Wet Scrubber):
Khí mùi tiếp xúc với dung môi lỏng (nước, NaOH, H₂SO₄, oxy già H₂O₂) trong tháp đệm PP. Chất ô nhiễm hòa tan hoặc phản ứng hóa học với dung môi. Cơ chế: Truyền khối khí–lỏng → hiệu quả tốt với H₂S, NH₃, acid hữu cơ tan trong nước; kém với VOC kỵ nước.
Công nghệ 4 — Oxi hóa nhiệt (Thermal Oxidation/RTO):
Đốt cháy hoàn toàn chất ô nhiễm hữu cơ ở nhiệt độ 750–950°C (đốt trực tiếp) hoặc 300–500°C (xúc tác RCO/RTO). Sản phẩm: CO₂ + H₂O. Cơ chế: Cháy hoàn toàn → phá hủy triệt để, nhưng tiêu thụ nhiều năng lượng và chỉ kinh tế ở nồng độ cao.
Công nghệ 5 — Ozone hóa (Ozone Oxidation):
Ozone (O₃, chất oxy hóa mạnh) phản ứng với phân tử mùi hữu cơ, phá vỡ liên kết đôi C=C và C=S, tạo ra sản phẩm ít mùi hơn. Cơ chế: Oxy hóa hóa học không đốt cháy → hiệu quả với H₂S, mercaptans, một số VOC; tạo ra aldehyde và ozone dư là vấn đề thứ cấp.
Công nghệ 6 — UV Photolysis và Plasma (Công nghệ mới):
Ánh sáng UV (185nm/254nm) hoặc plasma dielectric barrier discharge tạo ra OH radical phá hủy phân tử mùi hữu cơ. Cơ chế: Oxy hóa quang hóa → phá hủy một phần, thường không đủ hiệu suất khi đứng độc lập với nồng độ mùi cao. Thường dùng kết hợp với hấp phụ.

1.2. Ma trận đặc tính — Điểm mạnh và điểm yếu định lượng
| Tiêu chí | Hấp phụ | Biofilter | Scrubber ướt | Đốt nhiệt | Ozone | UV/Plasma |
|---|---|---|---|---|---|---|
| Nồng độ tối ưu | Thấp–Trung (1–500 ppm) | Thấp (< 500 ppm) | Trung–Cao (100–50.000 ppm) | Cao (> 1.000 ppm) | Thấp–Trung (1–100 ppm) | Rất thấp (< 20 ppm) |
| Lưu lượng khí tối ưu | Nhỏ–Trung (< 50.000 Nm³/h) | Lớn (1.000–200.000 Nm³/h) | Nhỏ–Lớn (linh hoạt) | Nhỏ–Trung | Trung (10.000–100.000) | Nhỏ (< 20.000) |
| VOC kỵ nước (toluene, xylene) | ⭐⭐⭐⭐⭐ | ⭐⭐⭐ | ⭐ (rất kém) | ⭐⭐⭐⭐⭐ | ⭐⭐⭐ | ⭐⭐ |
| H₂S | ⭐⭐⭐⭐ (tẩm KOH) | ⭐⭐⭐⭐⭐ | ⭐⭐⭐⭐⭐ (NaOH) | ⭐⭐⭐⭐⭐ | ⭐⭐⭐⭐ | ⭐⭐ |
| NH₃ | ⭐⭐⭐ (tẩm H₃PO₄) | ⭐⭐⭐⭐ | ⭐⭐⭐⭐⭐ (H₂SO₄) | ⭐⭐⭐⭐⭐ | ⭐⭐ | ⭐ |
| Mùi phức hợp (TRS, VFA) | ⭐⭐⭐⭐⭐ | ⭐⭐⭐⭐ | ⭐⭐⭐ | ⭐⭐⭐⭐ | ⭐⭐⭐ | ⭐⭐ |
| Chi phí đầu tư (CAPEX) | Trung | Thấp | Trung | Cao | Trung | Thấp–Trung |
| Chi phí vận hành (OPEX) | Trung–Cao (vật liệu) | Rất thấp | Thấp–Trung | Rất cao (năng lượng) | Thấp–Trung | Thấp |
| Chất thải thứ cấp | Vật liệu bão hòa (rắn) | Không | Dung dịch thải | CO₂, NOₓ | Aldehyde, O₃ dư | Rất ít |
| Phụ thuộc vận hành | Thấp | Cao (vi sinh) | Thấp–Trung | Cao (năng lượng) | Thấp | Thấp |
| Thích ứng với biến động | Tốt | Kém (vi sinh cần thời gian) | Tốt | Tốt | Trung | Trung |
2. Phân Tích Chi Tiết Từng Tình Huống — Khi Nào Hấp Phụ Thắng, Khi Nào Hấp Phụ Thua
2.1. Năm tình huống hấp phụ là lựa chọn TỐT NHẤT
Tình huống 1 — VOC kỵ nước nồng độ thấp (< 200 ppm) từ nhà máy sơn, in ấn, dược phẩm:
Toluene, xylene, styrene, acetate esters có hằng số Henry H rất lớn (toluene H = 671 Pa·m³/mol) → không tan trong nước → scrubber ướt hoàn toàn bất lực (hiệu suất < 5–10%). Biofilter có thể xử lý nhưng tốc độ phân hủy sinh học của aromatic hydrocarbons chậm → cần diện tích đệm rất lớn. Đốt nhiệt đòi hỏi nồng độ ≥ 25% LEL (~1.500–3.000 ppm toluene) để tự duy trì nhiệt — ở 100–200 ppm phải đốt gas hỗ trợ → phi kinh tế.
Kết luận: Hấp phụ than hoạt tính là lựa chọn duy nhất hợp lý về kỹ thuật và kinh tế với VOC kỵ nước nồng độ thấp. Hiệu suất đạt được: 95–99,5%.
Tình huống 2 — Mùi hôi phức hợp nồng độ thấp tại điểm cuối hệ thống (polishing):
Sau khi scrubber ướt hoặc biofilter xử lý sơ bộ, mùi còn lại thường là hỗn hợp TRS (Total Reduced Sulfur: DMS, DMDS, mercaptans), VFA (volatile fatty acids), amine và VOC phức tạp ở nồng độ 5–50 ppm mỗi cấu tử. Không có công nghệ đơn lẻ nào xử lý hiệu quả hỗn hợp này ở nồng độ thấp như hấp phụ. Than hoạt tính + Zeolite 13X kết hợp có thể loại đồng thời tất cả nhóm chất ô nhiễm này.
Kết luận: Hấp phụ là công nghệ polishing (hoàn thiện cuối) không thể thay thế.
Tình huống 3 — Mùi hôi phát sinh gián đoạn, không liên tục (spike emissions):
Nhà máy in ấn mở cửa buồng in, nhà máy bao bì thay cuộn → đỉnh nồng độ dung môi tăng 5–10 lần trong 5–15 phút. Biofilter không thể phản ứng kịp (vi sinh cần thời gian thích nghi). Scrubber mất vài phút ổn định dòng chảy lỏng. Tháp hấp phụ hấp thụ đột biến tức thì — vật liệu trong bed hấp thụ lượng dư dung môi mà không ảnh hưởng đầu ra cho đến khi breakthrough.
Kết luận: Đặc tính “bộ đệm nồng độ” (concentration buffer) của hấp phụ không có công nghệ nào sánh được với mùi gián đoạn.
Tình huống 4 — Không gian lắp đặt cực hẹp, diện tích < 10m²:
Biofilter hở cần 0,3–1,0 m² diện tích đệm trên 1.000 Nm³/h lưu lượng khí. Với nhà máy có lưu lượng 5.000 Nm³/h → cần 1,5–5m² riêng cho đệm + khu vực phụ trợ tổng 20–50m². Tháp hấp phụ than hoạt tính cùng lưu lượng: diện tích footprint chỉ 2–4m² cho cả hệ thống.
Kết luận: Hấp phụ có mật độ xử lý cao nhất trên đơn vị diện tích lắp đặt — không thể thay thế trong không gian hạn chế.
Tình huống 5 — Yêu cầu đạt < 1 ppm với các chất cực độc (HCN, Hg hơi, dioxin vi lượng):
Một số chất ô nhiễm cực độc yêu cầu mức đầu ra ppb (phần tỷ). Hấp phụ tẩm đặc hiệu (KI cho Hg, TEDA cho HCN, PAC injection cho dioxin) là cơ chế duy nhất đạt được mức loại bỏ này. Không có công nghệ nào khác thực tế hơn.
Kết luận: Với vi lượng cực độc, hấp phụ đặc hiệu là độc quyền.

2.2. Sáu tình huống hấp phụ là lựa chọn TỆ NHẤT — Tại sao và hậu quả định lượng
Tình huống 1 — H₂S nồng độ cao (> 50 ppm) từ trạm XLNT, bãi rác, trại chăn nuôi:
Với H₂S 200 ppm, lưu lượng 10.000 Nm³/h:
Tải lượng H₂S = 10.000 × 200 × 1,42 mg/Nm³ per ppm × 10⁻⁶ = 2,84 kg H₂S/giờ
Dung lượng than hoạt tính tẩm KOH với H₂S: khoảng 150–250 mg/g (chemisorption, không tái sinh).
Khối lượng than tiêu thụ mỗi giờ: 2.840 g/h ÷ 200 mg/g = 14,2 kg than/giờ = 341 kg/ngày
Chi phí than tẩm KOH: 80.000–120.000 VNĐ/kg → Chi phí vật liệu: 27–41 triệu VNĐ/ngày
Với 365 ngày vận hành: ~10–15 tỷ VNĐ/năm chỉ cho vật liệu hấp phụ
So sánh biofilter cho cùng điều kiện: Chi phí vận hành 200–500 triệu VNĐ/năm (điện, nước, bảo trì).
Kết luận: Dùng hấp phụ cho H₂S nồng độ cao = quyết định kinh tế thảm họa, chi phí cao hơn biofilter 20–75 lần.
Tình huống 2 — NH₃ nồng độ cao (> 100 ppm) từ trang trại chăn nuôi lớn:
Tương tự H₂S, NH₃ nồng độ cao làm than hoạt tính tẩm H₃PO₄ bão hòa rất nhanh. NH₃ tan tốt trong nước → scrubber H₂SO₄ là lựa chọn kinh tế hơn 10–20 lần với hiệu suất 99%+. Hấp phụ chỉ hợp lý cho NH₃ vi lượng (< 20 ppm) sau scrubber hoặc biofilter.
Tình huống 3 — Lưu lượng khí thải rất lớn (> 100.000 Nm³/giờ):
Trại chăn nuôi 100.000 gia cầm, bãi rác quy mô đô thị, nhà máy chế biến thủy sản lớn phát sinh lưu lượng khí mùi 50.000–200.000 Nm³/h. Với hấp phụ:
- Tốc độ dòng qua bed (EBCT — Empty Bed Contact Time) cần ≥ 2–4 giây
- Diện tích tiết diện tháp: Q/(u × 3600) = 100.000 / (0,3 × 3600) = 92,6 m² → D_tháp ≈ 10,8m
- Thực tế: Cần nhiều tháp song song, footprint khổng lồ, CAPEX rất cao
Biofilter hở (open biofilter): Cùng lưu lượng, tải trọng thể tích 50–100 m³ khí/m³ đệm/h → thể tích đệm cần 1.000–2.000 m³ → diện tích đệm dày 1,2m: 833–1.667 m² → Kinh tế hơn nhiều với đơn giá đất công nghiệp thấp.
Tình huống 4 — Mùi hôi chứa bụi, dầu mỡ, hoặc hơi nước bão hòa:
Bụi và dầu mỡ bịt micropores của than hoạt tính → dung lượng hấp phụ giảm 40–70% chỉ sau vài tuần. Hơi nước (RH > 80%) cạnh tranh bề mặt với VOC → giảm hiệu suất 20–40%.
Với khí thải từ nhà bếp công nghiệp, nhà máy chế biến thực phẩm có dầu mỡ bay hơi: Trước khi vào hấp phụ bắt buộc phải có cyclone tách dầu + mist eliminator + silica gel dryer → tăng CAPEX và OPEX đáng kể.
Tình huống 5 — Mùi hôi từ hợp chất phân tử cực nhỏ (formaldehyde, H₂S, CH₄):
Phân tử nhỏ (< 5 Å) không bị giữ hiệu quả trong micropores thông thường của than hoạt tính. Formaldehyde (HCHO) đặc biệt khó hấp phụ trên than hoạt tính tiêu chuẩn — cần than tẩm KMnO₄ đặc biệt đắt tiền. Với H₂S ở nồng độ thấp (5–30 ppm), tháp ozone hoặc scrubber NaOH loãng đôi khi kinh tế hơn than tẩm.
Tình huống 6 — Yêu cầu tái sử dụng dung môi (solvent recovery):
Với nhà máy dùng dung môi giá trị cao (IPA, ethyl acetate, MEK giá 30.000–80.000 VNĐ/kg), mùi hôi = dung môi đắt tiền đang bị thải bỏ. Đây là lãng phí tài nguyên. Hệ thống hấp phụ tái sinh TSA (Temperature Swing Adsorption) với thu hồi dung môi lỏng là giải pháp: tái sinh dung môi thu hồi, bán lại, tiết kiệm chi phí vận hành. Nhưng đây không phải “thay thế” công nghệ khác — đây là ứng dụng tối ưu của hấp phụ TSA với mục tiêu thu hồi, không phải chỉ xử lý mùi.
3. So Sánh Trực Diện Tháp Hấp Phụ Vs Từng Công Nghệ Cụ Thể
3.1. Hấp phụ vs Biofilter — Khi nào mỗi loại thắng?
Biofilter thắng khi:
| Điều kiện | Lý do biofilter tốt hơn |
|---|---|
| H₂S > 50 ppm, liên tục | Phân hủy sinh học H₂S hoàn toàn, không tốn vật liệu |
| NH₃ > 100 ppm | Vi khuẩn nitrifying xử lý hiệu quả liên tục |
| Lưu lượng > 50.000 Nm³/h, ngân sách OPEX thấp | OPEX biofilter rất thấp; chi phí vật liệu hấp phụ không bền vững |
| Mùi hữu cơ đơn giản (chủ yếu 1–2 cấu tử) | Vi sinh phân hủy chuyên biệt hiệu quả cao |
| Không gian rộng, đất rẻ | Biofilter chiếm diện tích nhưng CAPEX thấp |
| Vận hành liên tục, ổn định | Vi sinh phát triển ổn định ở điều kiện nhất quán |
Hấp phụ thắng khi:
| Điều kiện | Lý do hấp phụ tốt hơn |
|---|---|
| VOC kỵ nước (toluene, xylene, styrene) | Biofilter phân hủy aromatic chậm; hấp phụ hiệu quả ngay |
| Nồng độ mùi thấp < 50 ppm (polishing sau biofilter) | Biofilter kém hiệu quả ở nồng độ rất thấp |
| Phát sinh mùi gián đoạn (spike) | Hấp phụ buffer tốt; biofilter không kịp phản ứng |
| Không gian lắp đặt cực hẹp | Footprint hấp phụ nhỏ hơn nhiều lần |
| Mùi có chất ức chế vi sinh (kim loại nặng, dung môi halogen) | Vi sinh bị ức chế; than hoạt tính không bị ảnh hưởng |
| Yêu cầu hiệu suất > 99,5% ngay từ đầu | Biofilter cần 2–4 tuần khởi động; hấp phụ đạt ngay lập tức |
Kết hợp lý tưởng — Biofilter + Hấp phụ (Biofilter trước, hấp phụ sau):
Biofilter xử lý 85–90% tải lượng chính (H₂S, NH₃) → hấp phụ polish phần còn lại + mùi phức hợp. Đây là thiết kế phổ biến nhất và hiệu quả nhất cho nhà máy chế biến thực phẩm, trang trại lớn, trạm XLNT.
3.2. Hấp phụ vs Scrubber ướt — Ranh giới rõ ràng
Scrubber ướt (PP) thắng tuyệt đối với:
- HCl, HF, SO₂, NH₃, H₂S ở nồng độ trung bình đến cao (50–50.000 ppm)
- Bất kỳ chất tan tốt trong nước hoặc phản ứng với acid/kiềm
- Lưu lượng lớn với tải lượng cao
Hấp phụ thắng sau scrubber với:
- VOC kỵ nước (H lớn, không tan trong nước) scrubber không loại được
- Mùi vi lượng (< 20 ppm) còn sót sau scrubber
- Mercaptans và DMS nồng độ thấp
Ví dụ định lượng — Nhà máy mạ điện chứa HCl + toluene:
HCl 300 ppm: Scrubber NaOH → HCl < 1 ppm (hiệu suất 99%+). Than hoạt tính với HCl? → Ít hiệu quả do HCl hấp phụ kém trên than thường (cần tẩm đặc biệt), và scrubber đơn giản hơn nhiều.
Toluene 80 ppm (từ dầu bôi trơn nhà máy): Scrubber NaOH → toluene chỉ còn 72–76 ppm (giảm < 10%). Than hoạt tính → toluene < 1 ppm.
Giải pháp đúng: Scrubber NaOH → Than hoạt tính. Không thể dùng một công nghệ nào cho cả hai.
3.3. Hấp phụ vs Đốt nhiệt (Thermal Oxidation/RTO) — Ngưỡng nồng độ quyết định tất cả
Đây là cặp đối đầu quan trọng nhất trong công nghiệp sơn, in ấn, giày da, sản xuất nhựa:
Đốt nhiệt (RTO/RCO) thắng khi:
Nồng độ VOC ≥ 1.500–3.000 ppm (≥ 20–25% LEL) → RTO có thể tự duy trì nhiệt độ mà không cần đốt gas hỗ trợ → chi phí vận hành thấp. Hiệu suất phân hủy 95–99,5% cho tất cả VOC hữu cơ. Không tạo chất thải thứ cấp (chỉ CO₂ + H₂O). Không có giới hạn dung lượng hay breakthrough.
Hấp phụ thắng khi:
Nồng độ VOC < 500 ppm → RTO tiêu thụ nhiều gas đốt hỗ trợ, OPEX tăng vọt. Ở 100 ppm VOC, chi phí đốt gas cho RTO 10.000 Nm³/h ≈ 8–15 triệu VNĐ/ngày → không kinh tế. Than hoạt tính cùng điều kiện: chi phí vật liệu ≈ 0,3–1 triệu VNĐ/ngày (breakthrough 30–60 ngày) → cách biệt 10–50 lần.
Vùng tranh chấp (500–2.000 ppm): Cần phân tích case-by-case dựa trên loại VOC, lưu lượng, và giá năng lượng tại địa phương.
Xu hướng thực tế: Zeolite Rotor Concentrator + RTO mini. Zeolite rotor hấp phụ từ lưu lượng lớn → tái sinh ngược bằng khí nóng nhỏ hơn 5–10 lần → RTO nhỏ đốt khí tái sinh nồng độ cao. Đây là kết hợp hấp phụ + đốt tối ưu cho nồng độ trung bình.
3.4. Hấp phụ vs Ozone — Hai cơ chế khác nhau hoàn toàn
Ozone thắng với:
- H₂S và mercaptans nồng độ thấp–trung bình (1–50 ppm): Ozone phản ứng nhanh, hiệu quả
- Mùi từ buồng chứa lạnh, kho bảo quản: Ozone xử lý không khí tại chỗ, không cần hệ thống ống dẫn
- Xử lý mùi tại điểm (point source) không tập trung được
Hấp phụ thắng với:
- VOC kỵ nước: Ozone oxy hóa một phần nhưng tạo ra aldehyde thứ cấp có mùi → vấn đề chuyển đổi mùi (odor transformation), không giải quyết triệt để
- Ozone dư: Ozone không phản ứng hết thoát ra ngoài → nguy hiểm sức khỏe (OSHA: O₃ < 0,1 ppm nơi làm việc). Sau ozone hóa thường phải có than hoạt tính để loại O₃ dư và aldehyde thứ cấp
- Tổng thể: Ozone + Hấp phụ là cặp kết hợp tốt hơn ozone hay hấp phụ đứng một mình

3.5. Hấp phụ vs UV Photolysis/Plasma — Công nghệ mới, giới hạn cũ
UV/Plasma là công nghệ đang được tiếp thị mạnh trong những năm gần đây với tên gọi hấp dẫn “quang xúc tác”, “plasma lạnh”, “ion hóa không khí”. Phân tích kỹ thuật khách quan:
Giới hạn thực tế của UV/Plasma:
Hiệu suất phân hủy VOC của UV/Plasma đơn lẻ trong điều kiện công nghiệp thực tế: 15–50% với thời gian tiếp xúc 2–5 giây — không đủ cho hầu hết yêu cầu QCVN. UV/Plasma tạo ra OH radical nhưng ở mật độ thấp và thời gian sống rất ngắn (microseconds).
Vấn đề sản phẩm phụ: UV phá vỡ liên kết C-C và C=C nhưng không đốt cháy hoàn toàn → tạo ra formaldehyde, acetaldehyde, ozone, NOₓ từ N₂ trong không khí → mùi mới và chất độc mới.
Khi nào UV/Plasma + Hấp phụ kết hợp có giá trị:
UV/Plasma “kích hoạt” phân tử VOC khó hấp phụ → phân tử bị oxy hóa một phần dễ hấp phụ hơn trên than hoạt tính → kết hợp có thể tăng hiệu suất hấp phụ 20–30% so với hấp phụ đơn lẻ. Nhưng đây là hỗ trợ, không phải thay thế.
4. Framework Lựa Chọn Công Nghệ — Quy Trình 5 Bước
4.1. Không có công nghệ đơn lẻ nào là “giải pháp chung” — Tại sao phải nhớ điều này
Trước khi đến framework, cần hiểu tại sao nhiều người vẫn tìm kiếm “một công nghệ cho tất cả”:
Lý do tâm lý: Đơn giản hơn, một nhà cung cấp, một hợp đồng bảo trì, một điểm liên hệ kỹ thuật.
Lý do kinh tế ngắn hạn: CAPEX ban đầu cho một công nghệ thấp hơn hệ thống kết hợp.
Tại sao không nên: Mùi hôi công nghiệp thực tế luôn là hỗn hợp phức tạp — H₂S + NH₃ + VOC + mercaptans cùng lúc. Không có “viên đạn bạc” (silver bullet). Hệ thống thiết kế sai bằng một công nghệ duy nhất cho hỗn hợp phức tạp sẽ vừa kém hiệu suất vừa có chi phí vận hành cao hơn hệ thống kết hợp hợp lý.

4.2. Framework lựa chọn 5 bước
BƯỚC 1: PHÂN TÍCH THÀNH PHẦN MÙI HÔI
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
□ Đo đạc và xác định: H₂S, NH₃, VOC, mercaptans, aldehyde?
□ Xác định nồng độ từng cấu tử (ppb đến ppm đến %)
□ Xác định lưu lượng khí (Nm³/h) và biên độ dao động (trung bình và peak)
□ Xác định nhiệt độ và độ ẩm dòng khí
□ Xác định sự hiện diện của bụi, dầu mỡ, hay hơi ngưng tụ
Câu hỏi chủ đạo: Mùi chủ yếu là H₂S/NH₃ (tan trong nước)
hay VOC kỵ nước hay hỗn hợp phức tạp?
BƯỚC 2: XÁC ĐỊNH RÀNG BUỘC VẬT LÝ VÀ PHÁP LÝ
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
□ Mục tiêu xử lý: QCVN 20 (VOC), QCVN 06 (không khí xung quanh),
hay yêu cầu nội bộ khắt khe hơn?
□ Diện tích đất lắp đặt có thể: Hẹp (< 20m²) hay rộng?
□ Ngân sách CAPEX tối đa?
□ Ngân sách OPEX chấp nhận được (triệu VNĐ/năm)?
□ Nhân lực vận hành: Có kỹ sư chuyên trách hay không?
□ Nguồn điện và nước đủ không?
BƯỚC 3: SÀN LỌC CÔNG NGHỆ THEO THÀNH PHẦN MÙI CHỦ ĐẠO
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
Nếu H₂S hoặc NH₃ chiếm > 50% tải lượng:
→ Ưu tiên Biofilter hoặc Scrubber ướt ở bước đầu
→ Hấp phụ chỉ bổ sung ở bước cuối
Nếu VOC kỵ nước chiếm > 50% tải lượng:
→ Hấp phụ hoặc Đốt nhiệt là lựa chọn chính
→ Xem nồng độ: < 500 ppm → Hấp phụ; > 2.000 ppm → Đốt nhiệt
→ 500–2.000 ppm → Phân tích chi phí-lợi ích
Nếu hỗn hợp phức tạp (H₂S + VOC + NH₃):
→ Hệ thống kết hợp là bắt buộc
→ Thứ tự điển hình: Scrubber kiềm → Biofilter → Hấp phụ
BƯỚC 4: PHÂN TÍCH CHI PHÍ VÒNG ĐỜI (TCO 10 NĂM)
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
Tính toán:
CAPEX + OPEX × 10 năm + Chi phí vật liệu thay thế
So sánh ít nhất 2–3 phương án thực khả thi.
Phương án rẻ CAPEX nhất thường không phải rẻ nhất TCO.
BƯỚC 5: THIẾT KẾ DỰ PHÒNG VÀ GIÁM SÁT
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
□ Cảm biến mùi tại đầu ra để xác nhận hiệu suất liên tục
□ Dự phòng công suất 20% (bổ sung than, điều chỉnh dòng chảy)
□ Kế hoạch xử lý khi hệ thống chính gặp sự cố
□ Chu kỳ bảo trì và kiểm tra định kỳ
4.3. Bảng quyết định nhanh — Chọn công nghệ cho 10 tình huống điển hình
| Nguồn mùi hôi | Cấu tử chủ đạo | Nồng độ | Lưu lượng | Công nghệ khuyến nghị |
|---|---|---|---|---|
| Trạm XLNT đô thị | H₂S 50–500 ppm, NH₃ 20–100 ppm | Trung | Lớn | Biofilter kín + Scrubber kiềm |
| Bãi chôn lấp rác | H₂S, mercaptans, VOC phức tạp | Trung–Cao | Rất lớn | Biofilter + Hấp phụ cuối |
| Trang trại lợn | NH₃ 200–500 ppm, H₂S 20–100 ppm | Cao | Lớn | Biofilter mở + Scrubber H₂SO₄ |
| Nhà máy chế biến thủy sản | Amine, TMA, TRS 50–300 ppm | Trung | Trung | Scrubber H₂SO₄ + Biofilter + Hấp phụ |
| Nhà máy sơn/in ấn | VOC kỵ nước (toluene, xylene) 100–1.000 ppm | Trung | Trung | < 500ppm: Hấp phụ TSA; > 1.500ppm: RTO |
| Giết mổ gia cầm | NH₃, H₂S, amine 100–300 ppm | Trung | Trung–Lớn | Scrubber + Biofilter |
| Nhà máy dược phẩm | VOC phức tạp + dung môi 20–200 ppm | Thấp–Trung | Nhỏ–Trung | Hấp phụ (thu hồi dung môi) |
| Trạm bơm rác | H₂S 10–80 ppm, mercaptans vi lượng | Thấp–Trung | Nhỏ | Scrubber NaOH + Hấp phụ cuối |
| Nhà máy nhựa/cao su | VOC phức tạp, styrene, butadiene 50–500 ppm | Trung | Trung | RTO (nếu > 25% LEL) hoặc Hấp phụ |
| Bệnh viện/phòng lab | Formaldehyde, ethylene oxide < 10 ppm | Rất thấp | Nhỏ | Hấp phụ than tẩm KMnO₄ + HEPA |
5. Phân Tích Kinh Tế Thực Tế — Ba Kịch Bản Số Liệu
5.1. Kịch bản A — Nhà máy chế biến cá (Cà Mau): Hấp phụ đơn lẻ là sai lầm
Dữ liệu: Q = 30.000 Nm³/h; Mùi: TMA 150 ppm, DMS 80 ppm, H₂S 60 ppm, NH₃ 120 ppm.
Phương án 1 — Hấp phụ đơn lẻ (sai lầm):
Tải lượng TMA: 30.000 × 150 × 3,15 × 10⁻³ = 14.175 g/h Tải lượng H₂S: 30.000 × 60 × 1,42 × 10⁻³ = 2.556 g/h Tải lượng NH₃: 30.000 × 120 × 0,771 × 10⁻³ = 2.776 g/h Tổng tải lượng cấu tử ô nhiễm cần hấp phụ: ~21 kg/h
Với than hoạt tính tẩm đa chức năng, dung lượng trung bình 150–200 mg/g: Than tiêu thụ mỗi giờ: 21.000 / 175 = 120 kg than/giờ = 2.880 kg/ngày
Chi phí than: 60.000 VNĐ/kg → 172 triệu VNĐ/ngày → ~63 tỷ VNĐ/năm
Đây là con số không tưởng — không thể thực hiện về mặt tài chính.
Phương án 2 — Hệ thống kết hợp đúng đắn:
Bước 1: Scrubber H₂SO₄ 5% loại 99% NH₃ + 70% TMA → chi phí H₂SO₄: 1,5 triệu/ngày Bước 2: Biofilter mở 600 m² đệm loại 95% H₂S còn lại + 80% DMS → chi phí điện + bảo trì: 2 triệu/ngày Bước 3: Hấp phụ zeolite 13X 2 tháp 3m³ loại mùi vi lượng còn sót → chi phí vật liệu: 0,5 triệu/ngày
Tổng OPEX: 4 triệu/ngày → 1,46 tỷ/năm (so với 63 tỷ nếu chỉ dùng hấp phụ)
TCO 10 năm:
- Hấp phụ đơn: CAPEX 2 tỷ + OPEX 630 tỷ = 632 tỷ (phi thực tế)
- Kết hợp: CAPEX 4,5 tỷ + OPEX 14,6 tỷ = 19,1 tỷ (khả thi và hợp lý)
5.2. Kịch bản B — Nhà máy in bao bì (Bình Dương): Hấp phụ đơn lẻ là lựa chọn đúng
Dữ liệu: Q = 8.000 Nm³/h; Mùi chủ yếu: Ethyl acetate 200 ppm, MEK 80 ppm, toluene 50 ppm; H₂S/NH₃ không đáng kể.
Phương án biofilter: VOC kỵ nước (đặc biệt toluene) → biofilter phân hủy chậm → cần diện tích đệm rất lớn và retention time dài → không kinh tế.
Phương án scrubber ướt: Ethyl acetate (H vừa phải), MEK (H thấp–trung) có thể hấp thụ một phần. Toluene (H = 671) → scrubber nước không hiệu quả. Hiệu suất tổng chỉ đạt 30–50%.
Phương án hấp phụ than hoạt tính (ĐÚNG):
Tải lượng VOC tổng: 8.000 × (200 + 80 + 50) × ~3 mg/L/ppm ÷ 1000 = 7,9 kg VOC/h
Dung lượng trung bình: 200 mg/g (ethyl acetate/MEK/toluene hỗn hợp)
Khối lượng than đến breakthrough: Thiết kế 30 ngày → Khối lượng than cần: 7,9 kg/h × 24h × 30 ngày = 5.688 kg → Dùng 2 tháp 3.000 kg than mỗi tháp (xoay vòng).
Chi phí than: 3.000 kg × 70.000 VNĐ/kg = 210 triệu/lần thay (mỗi tháp 30 ngày)
Chi phí vật liệu/năm: 210 × 12 tháp × 2 = 5 tỷ/năm → Với doanh thu nhà máy vài trăm tỷ, OPEX 5 tỷ/năm là hợp lý.
Hoặc dùng hệ thống tái sinh TSA → thu hồi dung môi → bán lại 15.000–25.000 VNĐ/kg → tiết kiệm thêm 2–3 tỷ/năm chi phí dung môi.
Kết luận: Hấp phụ là lựa chọn DUY NHẤT và ĐÚNG cho nhà máy in bao bì với VOC kỵ nước nồng độ thấp–trung bình.
5.3. Kịch bản C — Khu xử lý rác (Hà Nội): Hệ thống kết hợp đa tầng
Dữ liệu: Q = 80.000 Nm³/h; H₂S 300 ppm, NH₃ 150 ppm, mercaptans tổng 50 ppm, VOC hỗn hợp 100 ppm, odor units ước tính 500.000 OU/m³.
Thiết kế tối ưu (theo thứ tự):
Tầng 1: Scrubber NaOH 2 tháp PP D2m → Xử lý 99% H₂S, 98% acid hữu cơ → Đầu ra: H₂S < 3 ppm
Tầng 2: Scrubber H₂SO₄ 5% 1 tháp PP → Xử lý 99% NH₃ → Đầu ra: NH₃ < 2 ppm
Tầng 3: Biofilter kín 2.000 m³ với wood chip + compost → Xử lý 90% mercaptans còn lại, 80% VOC hỗn hợp
Tầng 4: Hấp phụ than hoạt tính 2 tháp 5m³ → Polishing: mercaptans < 0,5 ppm, VOC < 5 ppm, odor < 500 OU/m³
Hiệu suất đầu ra hệ thống tổng: Giảm odor > 99,9% → không còn khiếu nại cộng đồng xung quanh.
CAPEX toàn hệ thống: 18–25 tỷ VNĐ OPEX/năm: 3–5 tỷ VNĐ So sánh: Nếu chỉ dùng hấp phụ đơn: CAPEX 8 tỷ + OPEX 200+ tỷ/năm → hoàn toàn không khả thi.
6. Những Nhầm Lẫn Phổ Biến Khi Đánh Giá Tháp Hấp Phụ Xử Lý Mùi
6.1. Tám quan niệm sai về hấp phụ trong xử lý mùi hôi
Nhầm lẫn 1: “Hấp phụ hiệu suất cao nhất nên dùng mọi chỗ”
Sự thật: Hiệu suất cao nhất chỉ trong vùng nồng độ thấp và với chất ô nhiễm phù hợp. Ở nồng độ cao, chi phí vật liệu phi kinh tế.
Nhầm lẫn 2: “Than hoạt tính hấp phụ được tất cả mùi”
Sự thật: Than hoạt tính hấp phụ kém với: H₂O (hơi ẩm cạnh tranh), formaldehyde (phân tử quá nhỏ), NH₃ nồng độ cao (cần tẩm H₃PO₄, không kinh tế ở tải lượng lớn), và một số hợp chất cực phân cực.
Nhầm lẫn 3: “Hấp phụ không cần bảo trì, đơn giản vận hành”
Sự thật: Hấp phụ đơn giản vận hành, nhưng đòi hỏi theo dõi breakthrough liên tục. Thay than không kịp → đầu ra vượt chuẩn đột ngột mà không có cảnh báo rõ ràng trước đó (không như biofilter thường suy giảm dần).
Nhầm lẫn 4: “Tháp hấp phụ nhỏ gọn hơn biofilter nên rẻ hơn tổng thể”
Sự thật: CAPEX nhỏ hơn nhưng OPEX vật liệu cao hơn nhiều với tải lượng lớn. Với Q > 20.000 Nm³/h và nồng độ trung bình, biofilter thường có TCO thấp hơn 3–10 lần.
Nhầm lẫn 5: “Than hoạt tính tái sinh được nên không tốn vật liệu”
Sự thật: Tái sinh TSA cần hệ thống hơi nước hoặc khí nóng, thiết bị ngưng tụ, và xử lý dòng tái sinh. CAPEX tăng 2–3 lần so với không tái sinh. Chỉ kinh tế khi VOC có giá trị thu hồi cao hoặc chi phí vật liệu mới quá lớn.
Nhầm lẫn 6: “Dùng tháp hấp phụ to hơn để breakthrough chậm hơn”
Sự thật: Tăng khối lượng than tỷ lệ thuận với chi phí đầu tư và thời gian breakthrough. Nhưng không giải quyết vấn đề gốc: Nếu tải lượng quá cao → breakthrough vẫn xảy ra sớm, chỉ cần nhiều than hơn. Giải pháp đúng là tiền xử lý giảm tải trọng trước khi vào hấp phụ.
Nhầm lẫn 7: “Hấp phụ zeolite tốt hơn than hoạt tính cho mọi ứng dụng”
Sự thật: Zeolite (phân tử sàng) chọn lọc cao theo kích thước phân tử — tốt cho loại bỏ phân tử kích thước cụ thể (ví dụ H₂O, CO₂, H₂S). Kém hơn than hoạt tính với VOC có phân tử lớn và hỗn hợp phức tạp. Mỗi loại có vùng ứng dụng riêng.
Nhầm lẫn 8: “Công nghệ mới (UV/Plasma/Ion) thay thế được hấp phụ”
Sự thật: Các công nghệ này hiệu suất phân hủy thấp khi đứng độc lập. Thường dùng kết hợp TRƯỚC hấp phụ để “hoạt hóa” phân tử khó hấp phụ, không thay thế hấp phụ. Đây là kết hợp hỗ trợ, không phải thay thế.

7. Hướng Dẫn Thực Hành — Khi Nào Chọn Hấp Phụ, Khi Nào Không
7.1. Bảng quyết định “Có/Không” nhanh cho hấp phụ

Dùng hấp phụ làm công nghệ CHÍNH khi:
✅ VOC kỵ nước (H > 100) chiếm > 60% tải lượng mùi
✅ Tổng tải lượng chất ô nhiễm < 5 kg/h vào tháp hấp phụ
✅ Nồng độ đầu vào tháp < 500 ppm cho mọi cấu tử
✅ Yêu cầu xử lý gián đoạn hoặc spike emission
✅ Không gian lắp đặt cực hẹp (< 15m²)
✅ Cần đạt < 1 ppm đầu ra (polishing cuối)
✅ Vi lượng cực độc (Hg, HCN, dioxin)
✅ Mùi từ kho lạnh/phòng kín nồng độ thấp
KHÔNG dùng hấp phụ làm công nghệ chính khi:
❌ H₂S > 50 ppm hoặc NH₃ > 100 ppm là cấu tử chủ đạo
❌ Tổng tải lượng chất ô nhiễm > 10 kg/h
❌ Lưu lượng > 50.000 Nm³/h với nồng độ trung bình
❌ Khí thải có bụi > 10 mg/Nm³ hoặc dầu mỡ
❌ Độ ẩm > 85% RH mà không có silica gel tiền xử lý
❌ Nồng độ VOC > 2.000 ppm (đốt nhiệt kinh tế hơn)
❌ Nguồn vốn OPEX cực hạn chế (< 50 triệu/năm cho hệ thống lớn)
Dùng hấp phụ làm công nghệ BỔ SUNG (sau các công nghệ khác) khi:
✅ Sau scrubber: Xử lý VOC kỵ nước scrubber bỏ qua
✅ Sau biofilter: Polishing mùi vi lượng còn sót
✅ Sau ozone: Loại O₃ dư và aldehyde thứ cấp
✅ Sau UV/Plasma: Xử lý VOC phân hủy một phần
✅ Bảo vệ pháp lý: "Lá chắn cuối" đảm bảo tuân thủ QCVN khi hệ thống chính gặp sự cố
8. Xu Hướng Tương Lai — Hấp Phụ Tiến Hóa Trong Hệ Sinh Thái Công Nghệ Xử Lý Mùi
8.1. Zeolite Rotor Concentrator — Giải phóng hấp phụ khỏi giới hạn lưu lượng
Công nghệ Zeolite Rotor Concentrator (ZRC) đang phá vỡ một giới hạn lớn của hấp phụ truyền thống — giới hạn lưu lượng. ZRC hoạt động như sau: Zeolite rotor quay chậm qua vùng hấp phụ (lưu lượng lớn, nồng độ thấp) và vùng tái sinh (lưu lượng nhỏ, nhiệt độ cao) → cô đặc VOC lên 10–20 lần → lưu lượng nhỏ nồng độ cao đưa vào RTO nhỏ hơn 10–20 lần về công suất.
Ứng dụng: Nhà máy sơn ô tô, nhà máy chip bán dẫn, nhà máy in với Q > 100.000 Nm³/h nồng độ < 500 ppm — trước đây không thể dùng hấp phụ, nay ZRC + RTO giải quyết được với chi phí điện thấp hơn đáng kể so với RTO kích thước đầy đủ.
8.2. MOF (Metal-Organic Frameworks) — Thế hệ vật liệu hấp phụ tiếp theo
Các framework kim loại hữu cơ (MOF) đang được nghiên cứu với BET surface area đến 7.000 m²/g (gấp 5–7 lần than hoạt tính) và khả năng thiết kế kích thước lỗ xốp chính xác cho từng phân tử mùi đích. Thách thức hiện tại: Chi phí sản xuất cao, chưa thương mại hóa quy mô lớn.
Trong 10 năm tới, MOF có thể thay đổi đáng kể hiệu quả và tính kinh tế của hấp phụ — mở rộng vùng ứng dụng hợp lý sang cả nồng độ cao hơn với khối lượng vật liệu nhỏ hơn nhiều.
8.3. AI-Optimized Switching Systems — Quản lý thông minh breakthrough
Hệ thống dual-bed với AI dự báo breakthrough dựa trên: tải lượng tích lũy, nhiệt độ bed, tín hiệu cảm biến khí đầu ra → chuyển đổi tái sinh đúng thời điểm, không sớm hơn (lãng phí vật liệu chưa bão hòa) và không muộn hơn (breakthrough). Tối ưu hóa tần suất tái sinh → tăng tuổi thọ vật liệu 20–30%.
9. Kết Luận — Trả Lời Dứt Khoát
Có nên dùng tháp hấp phụ thay thế tất cả công nghệ xử lý mùi?
Không — và điều đó không làm tháp hấp phụ kém giá trị hơn.
Câu trả lời đúng phức tạp hơn nhưng rõ ràng hơn: Tháp hấp phụ là công nghệ không thể thiếu trong danh mục xử lý mùi hôi công nghiệp, nhưng phải được sử dụng đúng chỗ trong đúng hệ thống.
Ba quy tắc vàng để quyết định:
Quy tắc 1 — Phân tích trước, chọn công nghệ sau. Không có công nghệ đúng hay sai trong chân không — chỉ có công nghệ đúng hay sai cho thành phần mùi hôi cụ thể, lưu lượng cụ thể, và ngân sách cụ thể. Phân tích mùi hôi (odor characterization) là bước không thể bỏ qua.
Quy tắc 2 — Tải lượng quyết định công nghệ tiền xử lý; nồng độ cuối quyết định vai trò của hấp phụ. Khi tải lượng lớn (kg/h), hấp phụ đứng cuối. Khi cần đạt ppb đầu ra, hấp phụ không thể thiếu ở cuối dù không gánh được tải lớn ở đầu.
Quy tắc 3 — Hệ thống kết hợp đa công nghệ luôn tốt hơn một công nghệ cho mùi hỗn hợp phức tạp. Chi phí thiết kế và lắp đặt hệ thống kết hợp cao hơn ban đầu, nhưng TCO 10–20 năm thấp hơn và hiệu suất ổn định hơn trong mọi điều kiện vận hành.
Tháp hấp phụ là “chuyên gia” xuất sắc trong vùng chiến đấu của mình — VOC kỵ nước nồng độ thấp, mùi phức hợp vi lượng, vi lượng cực độc, spike emission, và polishing cuối hệ thống. Đặt nó đúng chỗ, nó sẽ là công nghệ không thể thay thế. Đặt sai chỗ, nó sẽ là gánh nặng chi phí không bền vững. Không phải công nghệ nào sai — chỉ có sự lựa chọn và phối hợp sai.
Bài viết được biên soạn từ: Metcalf & Eddy “Wastewater Engineering: Treatment and Resource Recovery” (5th Ed., McGraw-Hill 2014) — Odor Control; US EPA “Control of Air Emissions from Superfund Sites” EPA/625/R-92/012 — Chapter 3 & 5; Kennes & Thalasso “Biofilters and Bioreactors for Air Treatment” (Springer 2022); Yang “Adsorbents: Fundamentals and Applications” (Wiley-Interscience 2003); OSHA Technical Manual TED 01-00-015 — Indoor Air Quality; Derwent & Jenkin “Hydrocarbons and the Long-range Transport of Ozone” (Atmospheric Environment 1991); kinh nghiệm thiết kế và đánh giá hơn 80 hệ thống xử lý mùi hôi tại Việt Nam bao gồm trạm XLNT, bãi rác, nhà máy chế biến thực phẩm, trang trại chăn nuôi và nhà máy hóa chất (2016–2024). Số liệu chi phí là ước tính điển hình — thay đổi theo điều kiện cụ thể và thị trường.