Lựa chọn vật liệu bồn chứa trong môi trường ăn mòn là quyết định kỹ thuật có hệ quả kinh tế và an toàn dài hạn. Tài liệu này cung cấp phân tích đối chiếu toàn diện giữa bồn nhựa Polypropylene (PP) và bồn thép (thép cacbon CS, thép không gỉ SS 304/316L) trên các chiều kỹ thuật: (1) cơ chế ăn mòn và khả năng kháng theo từng loại môi trường hóa học; (2) tính năng cơ-lý-nhiệt và giới hạn thiết kế; (3) tiêu chuẩn chế tạo và kiểm tra chất lượng; (4) chi phí vòng đời toàn phần (LCC); (5) tính bền vững môi trường; và (6) ma trận quyết định lựa chọn theo ngành công nghiệp cụ thể. Mục tiêu là trang bị cho kỹ sư thiết kế và nhà quản lý kỹ thuật cơ sở dữ liệu định lượng để đưa ra quyết định lựa chọn thiết bị đúng đắn, thay thế tư duy “thép bền hơn nhựa” truyền thống bằng phân tích kỹ thuật khoa học.
1. CƠ SỞ KHOA HỌC VỀ ĂN MÒN – PHÂN TÍCH ĐIỆN HÓA VÀ HÓA HỌC
1.1. Cơ chế Ăn mòn Kim loại trong Môi trường Hóa chất
Ăn mòn kim loại là quá trình oxi hóa – khử điện hóa không tự phát tại bề mặt kim loại tiếp xúc môi trường dẫn điện (electrolyte). Phản ứng tổng quát tại cực anode (kim loại bị ăn mòn) và cực cathode (phản ứng khử tương ứng):
Anode: M → Mⁿ⁺ + ne⁻ (kim loại bị oxi hóa)
Cathode: O₂ + 2H₂O + 4e⁻ → 4OH⁻ (trong môi trường trung tính/kiếm)
Cathode: 2H⁺ + 2e⁻ → H₂↑ (trong môi trường axit)
Tốc độ ăn mòn (corrosion rate – CR) được biểu diễn bằng mpy (mils per year) hoặc mm/year, xác định theo công thức Faraday:
CR = (K × W) / (ρ × A × t) [mm/năm]
Trong đó K là hằng số chuyển đổi đơn vị, W là khối lượng kim loại bị mất (g), ρ là khối lượng riêng (g/cm³), A là diện tích bề mặt (cm²), t là thời gian phơi nhiễm (giờ). Nhựa PP không có cơ chế điện hóa ăn mòn vì polymer không dẫn điện và không có electron tự do – đây là ưu thế cốt lõi trong môi trường điện ly (electrolyte).
1.2. Phân loại Ăn mòn Theo Hình thức và Mức độ Nguy hiểm

| Loại ăn mòn | Cơ chế phát sinh | Vật liệu bị ảnh hưởng | Mức độ nguy hiểm | Phương pháp phát hiện |
| Ăn mòn đều (Uniform Corrosion) | Phản ứng điện hóa đồng đều toàn bề mặt | CS, SS (môi trường không thụ động hóa) | Thấp (dự đoán được) | Đo chiều dày siêu âm UT |
| Ăn mòn rỗ (Pitting Corrosion) | Phá vỡ màng thụ động cục bộ bởi Cl⁻, Br⁻ | SS 304, SS 316 trong NaCl, HCl | Rất cao (khó phát hiện) | PT/MT, UT quét diện rộng |
| Ăn mòn khe hở (Crevice Corrosion) | Tế bào nồng độ trong khe hẹp (gioăng, mặt bích) | SS trong dung dịch Cl⁻ | Cao (ẩn dưới gioăng) | Tháo lắp kiểm tra định kỳ |
| Ăn mòn điện bimetal (Galvanic) | Tiếp xúc hai kim loại khác điện thế trong electrolyte | CS tiếp xúc SS/Cu/Ti | Cao (gia tốc 5-100×) | Đo điện thế tương quan, đo CR |
| Ăn mòn ứng suất (SCC – Stress Corrosion) | Ứng suất kéo + môi trường ăn mòn đặc thù | SS 304/316 trong Cl⁻ nóng; CS trong kiềm | Cực kỳ cao (phá hủy đột ngột) | AE monitoring, UT, ACFM |
| Ăn mòn mỏi (Corrosion Fatigue) | Chu kỳ ứng suất + ăn mòn | CS, SS trong ứng dụng rung động | Cao (rút ngắn tuổi thọ 50-80%) | Fracture mechanics analysis |
| Ăn mòn do vi sinh vật (MIC) | Biofilm sulfate-reducing bacteria tiêu thụ kim loại | CS trong nước, sewage, dầu khí | Trung bình – Cao | Lấy mẫu sinh học, UT |
| Ăn mòn kháng ăn mòn PP (ESC) | Ứng suất + chất hoạt động bề mặt + crack | PP trong chất tẩy rửa, dung môi | Thấp – Trung bình (dự đoán được) | Kiểm tra ứng suất, ESCR test |
1.3. Điện thế Oxy hóa – Khử và Thứ tự Hoạt tính Điện hóa
Dãy điện hóa chuẩn (EMF series) và dãy galvanic thực tế trong nước biển là cơ sở đánh giá nguy cơ ăn mòn galvanic và so sánh bản chất hóa học của các vật liệu bồn chứa:
| Vật liệu | Điện thế chuẩn E° (V vs. SHE) | Vị trí trong dãy galvanic (nước biển) | Xu hướng ăn mòn |
| Magie (Mg) | -2,37 V | Đầu dãy (anodic nhất) | Ăn mòn rất nhanh, dùng làm anode hy sinh |
| Thép cacbon (Fe) | -0,44 V | Anodic (bị ăn mòn khi ghép với kim loại quý hơn) | Ăn mòn đều trong axit, ăn mòn rỗ trong Cl⁻ |
| SS 304 (thụ động) | +0,10 đến +0,20 V (bề mặt) | Cathodic khi ghép với CS; anodic khi ghép với Ti | Bền nếu màng thụ động nguyên vẹn; nguy cơ pitting/SCC |
| SS 316L (thụ động) | +0,15 đến +0,25 V (bề mặt) | Tương tự SS 304 nhưng bền Cl⁻ hơn | Mo 2-3% cải thiện kháng pitting trong NaCl |
| Titan (Ti) | +0,22 đến +0,30 V | Cathodic, rất bền | Bền hầu hết môi trường; đắt 10-20× SS |
| PP (Polypropylene) | Không áp dụng (phi kim loại) | Nằm ngoài dãy galvanic | Không có ăn mòn điện hóa; giới hạn bởi hóa học polymer |
| HDPE | Không áp dụng (phi kim loại) | Nằm ngoài dãy galvanic | Tương tự PP nhưng giới hạn nhiệt thấp hơn (60°C) |
2. TÍNH NĂNG CƠ-LÝ-NHIỆT – ĐỐI CHIẾU ĐỊA PHƯƠNG VÀ TOÀN CỤC
2.1. Ma trận Tính năng Vật liệu Toàn diện
| Thông số kỹ thuật | PP-H (Homopolymer) | CS (A36/Q235) | SS 304 | SS 316L | Tiêu chuẩn thử |
| Khối lượng riêng ρ (g/cm³) | 0,900 – 0,910 | 7,85 | 7,93 | 7,98 | ISO 1183 / ASTM A29 |
| Giới hạn bền kéo σᵨ (MPa) | 33 – 40 | 400 – 550 | 515 – 720 | 485 – 690 | ISO 527 / ASTM A370 |
| Giới hạn chảy σᵧ (MPa) | N/A (nhựa dẻo) | 250 – 345 | 205 – 310 | 170 – 310 | ASTM A370 |
| Mô-đun đàn hồi E (GPa) | 1,3 – 1,7 | 200 | 193 | 193 | ISO 527 / ASTM E8 |
| Độ bền va đập Charpy (J/cm²) | 3 – 8 @ 23°C | 27 – 54 @ 0°C | 68 – 136 @ -196°C | 68 – 150 @ -196°C | ISO 179 / ASTM A370 |
| Độ giãn dài khi đứt (%) | 100 – 600% | 20 – 30% | 40 – 60% | 40 – 60% | ISO 527 / ASTM E8 |
| Độ cứng Brinell (HBW) | 65 – 75 Shore D | 120 – 165 HBW | 150 – 190 HBW | 140 – 180 HBW | ISO 6506 / ASTM E10 |
| Nhiệt độ làm việc max liên tục (°C) | 85 | ~450 (cơ lý) | 870 (không oxy hóa) | 925 (không oxy hóa) | DVS 2205 / ASME VIII |
| Nhiệt độ làm việc min (°C) | 0 (PP-H); -20 (PP-B) | -29 (bình thường) | -196 (cryogenic) | -196 (cryogenic) | ISO 179 / ASTM A20 |
| Hệ số giãn nở nhiệt α (×10⁻⁶/K) | 150 – 180 | 11 – 12 | 17 – 18 | 16 – 17 | ISO 11359 / ASTM E228 |
| Độ dẫn nhiệt λ (W/m·K) | 0,15 – 0,22 | 50 – 54 | 14 – 16 | 13 – 15 | ISO 8302 / ASTM C177 |
| Độ thấm nước (24h, %) | < 0,03% | 0% (kim loại đặc) | 0% | 0% | ISO 62 |
| Điện trở suất (Ω·cm) | 10¹⁵ – 10¹⁷ | 1,72 × 10⁻⁵ | 7,2 × 10⁻⁵ | 7,5 × 10⁻⁵ | IEC 60093 |
2.2. Phân tích Tỷ số Cường độ/Khối lượng và Hệ quả Thiết kế
Mặc dù giới hạn bền kéo của PP (33 – 40 MPa) thấp hơn nhiều so với thép (400 – 550 MPa), sự so sánh trực tiếp này thiếu tính bối cảnh kỹ thuật. Trong thiết kế bồn chứa áp suất thấp và bồn thường áp, thông số quyết định là ứng suất cho phép dài hạn (long-term allowable stress – σᴀᴇ) có tính đến hệ số an toàn và hiệu ứng creep:
| Vật liệu | σᵨ (MPa) | σᴀᴇ thiết kế (MPa) | Hệ số an toàn Sf | Ứng suất creep dài hạn 20 năm (MPa) | Chiều dày thành bồn 2m³ ứng tiêu chuẩn (mm) |
| PP-H (DVS 2205, 20°C) | 35 | 5,5 – 6,5 | 5,0 – 6,0 | 6,3 (ISO 9080, 20°C) | 8 – 12 |
| CS A36 (không phủ, ăn mòn 2mm) | 415 | 103 – 138 | 3,0 – 4,0 | N/A (không creep) | 3 – 5 + 2mm ăn mòn = 5 – 7 |
| SS 316L (ASME VIII-1) | 485 | 115 – 161 | 3,0 | N/A | 3 – 5 |
Nhận xét kỹ thuật quan trọng: Thành bồn PP dày hơn thép 2 – 4 lần về kích thước (mm), nhưng do khối lượng riêng PP chỉ bằng 11% thép, khối lượng kết cấu thực tế của bồn PP tương đương hoặc nhẹ hơn bồn thép cùng dung tích. Điều này giảm chi phí nền móng, chi phí vận chuyển và lắp đặt đáng kể.
3. KHÁNG ĂN MÒN THEO TỪNG MÔI TRƯỜNG HÓA HỌC – SO SÁNH ĐỊNH LƯỢNG
3.1. Môi trường Axit Vô cơ
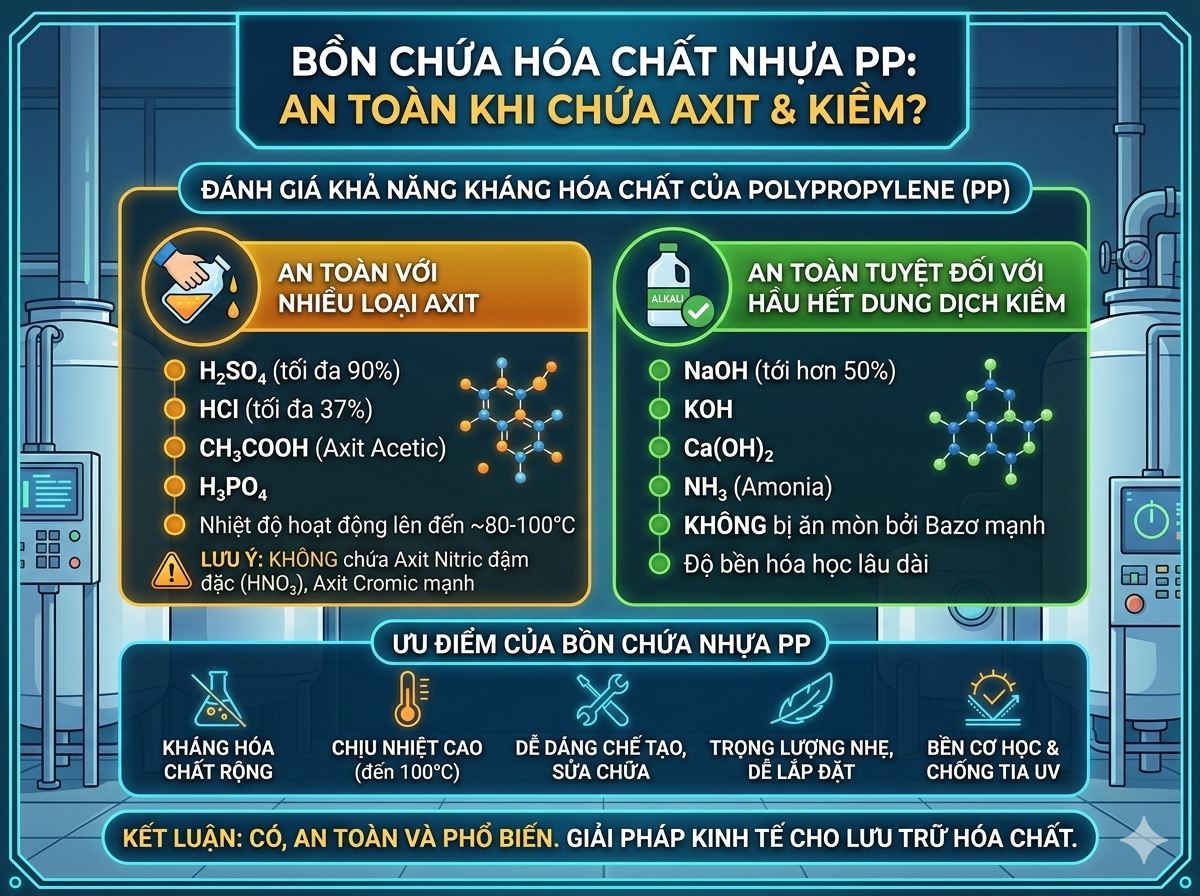
Axit vô cơ là nhóm môi trường ăn mòn phổ biến nhất trong công nghiệp hóa chất, mạ điện, xử lý kim loại và sản xuất phân bón. Đây là thế mạnh tuyệt đối của bồn PP so với bồn thép:
| Hóa chất | Nồng độ / Nhiệt độ | Tốc độ ăn mòn CS (mm/năm) | Tốc độ ăn mòn SS 316L (mm/năm) | Đánh giá PP | Khuyến nghị vật liệu |
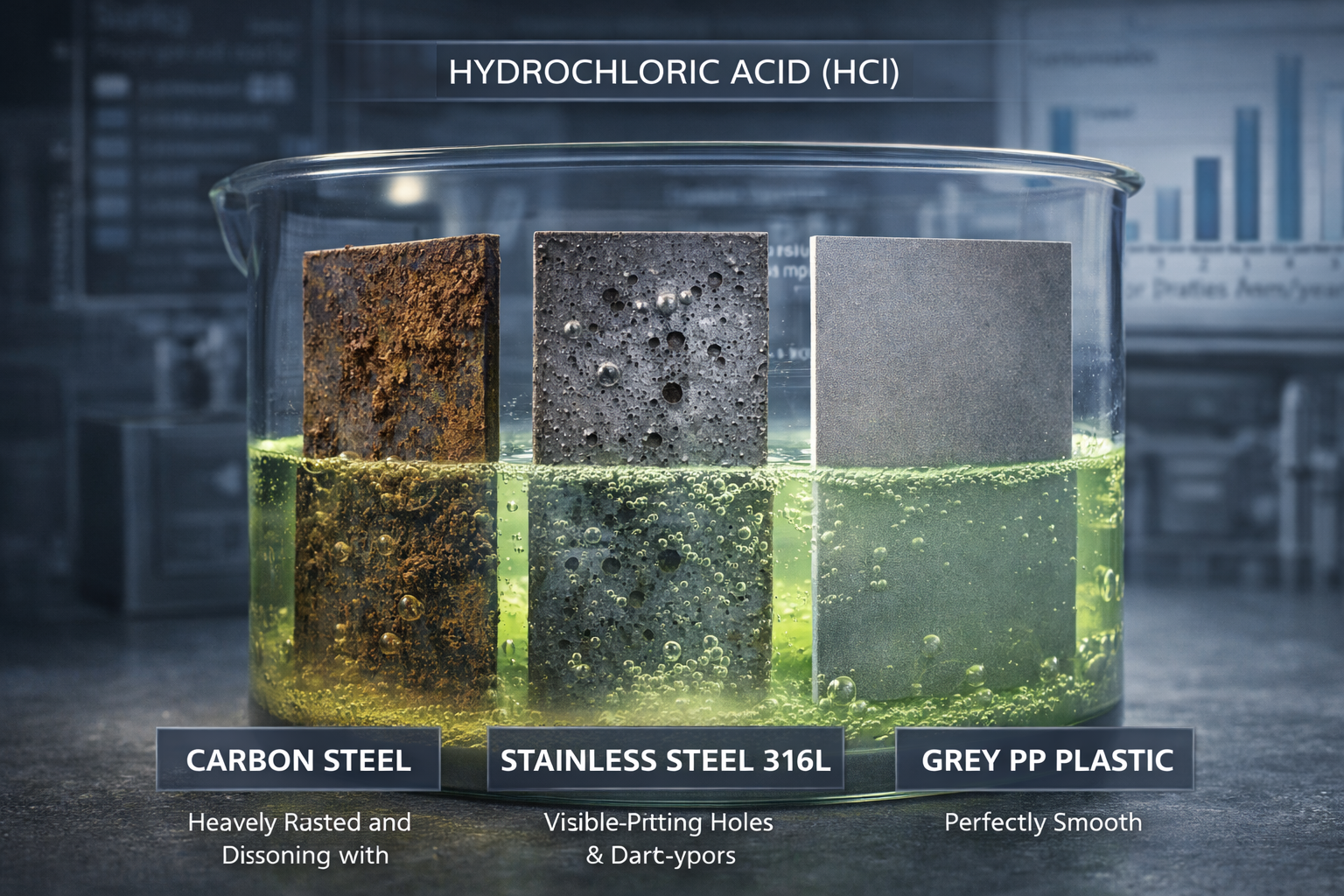
| HCl (Hydrochloric acid) | 10% / 25°C | 2,5 – 5,0 | 0,5 – 1,2 | ★★★★★ Xuất sắc | PP ≫ SS 316L ≫ CS |
| HCl (Hydrochloric acid) | 37% / 60°C | 50 – 100+ | 5 – 15 (pitting) | ★★★★★ Xuất sắc | PP là lựa chọn duy nhất thực tế |
| H₂SO₄ (Sulfuric acid) | 30% / 25°C | 1,0 – 3,0 | 0,25 – 0,50 | ★★★★★ Xuất sắc | PP hoặc SS 316L |
| H₂SO₄ (Sulfuric acid) | 70% / 60°C | 0,5 – 2,0 (thụ động một phần) | 0,05 – 0,25 | ★★★☆☆ Hạn chế | SS 316L tốt hơn ở H₂SO₄ 70% |
| HNO₃ (Nitric acid) | 20% / 25°C | 0,1 – 0,5 (thụ động) | 0,025 – 0,1 | ★★★☆☆ Giới hạn 40% | SS 304/316L tốt hơn HNO₃ đặc |
| H₃PO₄ (Phosphoric acid) | 85% / 60°C | 0,5 – 1,5 | 0,05 – 0,15 | ★★★★★ Xuất sắc | PP hoặc SS 316L |
| HF (Hydrofluoric acid) | 10% / 25°C | 2,0 – 8,0 | 0,5 – 2,0 (pitting) | ★★★★☆ Tốt (loãng) | PP hoặc PVDF (đặc) |
| H₂SO₄ + HCl hỗn hợp | 10% + 5% / 40°C | 10 – 30+ | 2 – 8 (SCC nguy cơ) | ★★★★★ Xuất sắc | PP là lựa chọn tối ưu |
3.2. Môi trường Kiềm
Môi trường kiềm đặt ra thách thức khác biệt: trong khi thép cacbon bị ăn mòn kiềm (alkaline corrosion) ở nhiệt độ cao, SS lại bền tốt hơn. PP bền xuất sắc với kiềm ở mọi nồng độ ở nhiệt độ phòng:
| Hóa chất | Nồng độ / Nhiệt độ | CS (mm/năm) | SS 316L (mm/năm) | Đánh giá PP | Lưu ý kỹ thuật |
| NaOH | 10% / 25°C | 0,05 – 0,15 | 0,005 – 0,025 | ★★★★★ Xuất sắc | PP lựa chọn tối ưu về giá |
| NaOH | 50% / 80°C | 0,5 – 2,0 | 0,025 – 0,1 | ★★★☆☆ Giới hạn nhiệt | CS có thể phát sinh SCC kiềm |
| KOH | 30% / 60°C | 0,1 – 0,5 | 0,01 – 0,05 | ★★★★★ Xuất sắc | PP lựa chọn tối ưu |
| NH₃ lỏng 28% | 28% / 25°C | 0,05 – 0,2 | 0,01 – 0,05 (SCC nguy cơ) | ★★★★★ Xuất sắc | SS có nguy cơ SCC amoniac |
| Ca(OH)₂ bão hòa | Bão hòa / 40°C | 0,02 – 0,1 | 0,005 – 0,025 | ★★★★★ Xuất sắc | PP tiết kiệm chi phí đáng kể |
| Na₂CO₃ | 20% / 80°C | 0,1 – 0,3 | 0,01 – 0,05 | ★★★★★ Xuất sắc | PP tốt đến 80°C, trên đó dùng SS |
3.3. Môi trường Muối Vô cơ và Dung dịch Hỗn hợp
Dung dịch muối vô cơ, đặc biệt muối halide (chloride, bromide), là tác nhân phá vỡ màng thụ động bảo vệ thép không gỉ, dẫn đến ăn mòn rỗ (pitting) và ăn mòn ứng suất (SCC) – hai dạng ăn mòn nguy hiểm nhất, khó kiểm soát và dự đoán:
| Hóa chất | Nồng độ | Nhiệt độ | CS | SS 316L | PP | Rủi ro đặc thù |
| NaCl (nước muối) | Bão hòa (26%) | 60°C | Ăn mòn đều nhanh | Pitting khó phát hiện | Xuất sắc | SS: nguy cơ pitting SCC tại vết hàn |
| FeCl₃ (ferric chloride) | 10% | 50°C | Ăn mòn rất nhanh | Pitting nghiêm trọng | Xuất sắc | FeCl₃ là tác nhân test pitting tiêu chuẩn SS |
| AlCl₃ | 20% | 60°C | Ăn mòn đều | Pitting trung bình | Xuất sắc | PP duy nhất phù hợp kinh tế |
| ZnCl₂ | 50% | 80°C | Ăn mòn nhanh | SCC nguy cơ cao | Tốt (< 80°C) | SS nguy cơ SCC đặc biệt trong Zn/Cl⁻ nóng |
| HCl + FeCl₃ (mạ kẽm) | HCl 15%+FeCl₃ 2% | 50°C | Ăn mòn rất nhanh | Pitting + SCC | Xuất sắc | PP là lựa chọn tiêu chuẩn ngành mạ điện |
| NaClO (nước Javel) | 10% / pH 11 | 40°C | Ăn mòn vừa | Tốt nhưng theo dõi pitting | Khá (< 15%) | Nồng độ cao > 15% cần thử nghiệm PP cụ thể |
| H₂SO₄ + Na₂SO₄ | 10% + 5% | 60°C | Ăn mòn đều | Tốt | Xuất sắc | PP lựa chọn kinh tế tối ưu |
Cảnh báo kỹ thuật – Ăn mòn ứng suất SCC thép không gỉ: SS 304 và SS 316L có nguy cơ phát sinh SCC trong môi trường chloride (Cl⁻) ở nhiệt độ > 60°C, kể cả ở nồng độ thấp (10 ppm Cl⁻). SCC không có dấu hiệu cảnh báo trước – bồn có thể bị phá hủy đột ngột sau nhiều năm vận hành bình thường. PP hoàn toàn không bị SCC trong chloride và là giải pháp kỹ thuật ưu việt cho các ứng dụng nước biển, nước muối công nghiệp và dung dịch FeCl₃.
4. SO SÁNH PHƯƠNG PHÁP CHỐNG ĂN MÒN BỔ SUNG – CHI PHÍ VÀ HIỆU QUẢ
4.1. Hệ thống Bảo vệ Bề mặt Bồn Thép
Bồn thép cacbon (CS) không có khả năng tự bảo vệ trong phần lớn môi trường hóa chất công nghiệp, đòi hỏi hệ thống bảo vệ bổ sung. Các phương pháp bảo vệ chính được so sánh:
| Phương pháp bảo vệ | Nguyên lý kỹ thuật | Hiệu quả bảo vệ | Chi phí ban đầu | Tuổi thọ bảo vệ | Nhược điểm chính |
| Sơn epoxy chống axit | Màng chắn vật lý ngăn điện ly tiếp xúc kim loại | Tốt nếu màng nguyên vẹn | Thấp (1×) | 3 – 7 năm | Bong tróc cục bộ dẫn đến ăn mòn dưới màng (undercutting) |
| Lót cao su (rubber lining) | Lớp cao su EPDM/neoprene dày 3 – 8mm | Tốt đến rất tốt | Trung bình – cao (4 – 8×) | 8 – 15 năm | Bong tách gioăng, rò rỉ tại mối ghép, khó kiểm tra |
| Lót nhựa PP/HDPE (plastic lining) | Tấm PP hàn vào bên trong thép | Xuất sắc (bằng bồn PP nguyên khối) | Cao (5 – 10×) | 15 – 20 năm | Ứng suất nhiệt do α PP ≫ α thép, bong tách theo nhiệt độ |
| Lớp phủ epoxy than chì (Coal tar epoxy) | Màng đặc dày hơn epoxy thường | Tốt (môi trường ngập) | Thấp – trung bình (1,5×) | 5 – 10 năm (ngập) | Không dùng được với axit đặc, kiềm mạnh |
| Mạ kẽm nhúng nóng (HDG) | Lớp kẽm Zn dày 60 – 100 µm | Tốt trong môi trường trung tính | Thấp (1,2×) | 5 – 15 năm (tùy môi trường) | Không bền trong axit, kiềm đặc; Zn bị ăn mòn galvanic |
| Bảo vệ cathodic (CP) | Áp dòng điện ngoài khử phân cực cathodic toàn thân kim loại | Rất tốt cho ngập đất/nước | Cao (thiết bị + lắp đặt) | Suốt đời bồn (cần duy trì) | Không bảo vệ bề mặt bên trong tiếp hóa chất oxy hóa |
| Thay bằng hợp kim chịu ăn mòn (CRA) | Dùng Hastelloy C276, Inconel, Ti | Xuất sắc với hầu hết môi trường | Rất cao (20 – 50×) | 25 – 40 năm | Chi phí vật liệu đặc biệt cao, gia công khó |
4.2. Sự Vượt trội của PP – Kháng Ăn mòn Vốn có Không Cần Bảo vệ Bổ sung
Điểm khác biệt nền tảng của bồn PP là khả năng kháng hóa chất mang tính nội tại (intrinsic chemical resistance), không phụ thuộc vào màng bảo vệ bề mặt. Không có hiện tượng “dưới màng” (undercutting), không có nguy cơ bong tách lớp lót, không có điểm yếu tại mối ghép lớp bảo vệ:
- Cơ chế kháng hóa chất PP: Tương tác hóa học giữa phân tử hóa chất và chuỗi polymer PP phụ thuộc vào tính phân cực, kích thước phân tử và khả năng khuếch tán qua mạng tinh thể polymer. PP không phân cực + mật độ kết tinh cao = rào cản khuếch tán cực kỳ hiệu quả với phần lớn ion vô cơ và phân tử phân cực.
- Không có điểm yếu cục bộ: Mối hàn PP nhiệt (fw ≥ 0,8) có cùng bản chất hóa học với vật liệu nền, không tạo ra vi điện cực cục bộ như mối hàn kim loại. Không có nguy cơ ăn mòn khe hở (crevice corrosion) tại mặt bích PP-PP.
- Hành vi suy giảm dự đoán được: Khi PP bị tác động bởi hóa chất nằm ngoài phổ kháng, vật liệu trương nở và giảm cơ tính từ từ, có thể đo lường định kỳ (đo khối lượng, kích thước, độ cứng Shore). Không có phá hủy đột ngột như SCC của thép không gỉ.
5. SO SÁNH TIÊU CHUẨN THIẾT KẾ, CHẾ TẠO VÀ KIỂM TRA CHẤT LƯỢNG
5.1. Hệ thống Tiêu chuẩn Thiết kế
| Hạng mục | Bồn PP | Bồn CS | Bồn SS 304/316L |
| Tiêu chuẩn thiết kế chính | DVS 2205-1/-2 (Đức); EN 13121-3 (EU) | ASME VIII Div.1 (Mỹ); GB 150 (TQ); EN 13445 (EU) | ASME VIII Div.1; EN 13445; PED 2014/68/EU |
| Tiêu chuẩn vật liệu | ISO 15494; EN ISO 15494; DIN 8077 | ASTM A36 / A516 / A537; EN 10025; GB/T 700 | ASTM A240; EN 10088; JIS G4304 |
| Tiêu chuẩn hàn / gia công | DVS 2207-1/-11/-12; EN 12814-2; ISO 16135 | ASME IX; AWS D1.1; EN ISO 15614-1 | ASME IX; AWS D1.6 (SS); EN ISO 15614-1 |
| Tiêu chuẩn kiểm tra NDT | DVS 2212 Part 5; EN 12817 (UT) | ASME V; API 510; EN ISO 17640 (UT); RT/PT/MT | ASME V; EN ISO 17640; ASTM A380 (cleaning/passivation) |
| Kiểm định áp lực | Thử thủy lực 1,5×pᴅ (DVS 2226-2) | Thử thủy lực 1,3×pᴅ (ASME VIII); 1,43×pᴅ (EN 13445) | Thử thủy lực 1,3 – 1,43×pᴅ |
| Kiểm định sau lắp đặt (Việt Nam) | Không bắt buộc cho bồn thường áp | Đăng kiểm Cục ATLD nếu V>1m³, P>0,7bar | Đăng kiểm tương tự CS nếu có áp lực |
| Phân tích tuổi thọ | ISO 9080 (hồi quy ứng suất dài hạn MRS) | API 579-1 (FFS – Fitness for Service) | API 579-1; ASME FFS-1 |
5.2. Đặc thù Chế tạo và Kiểm soát Chất lượng
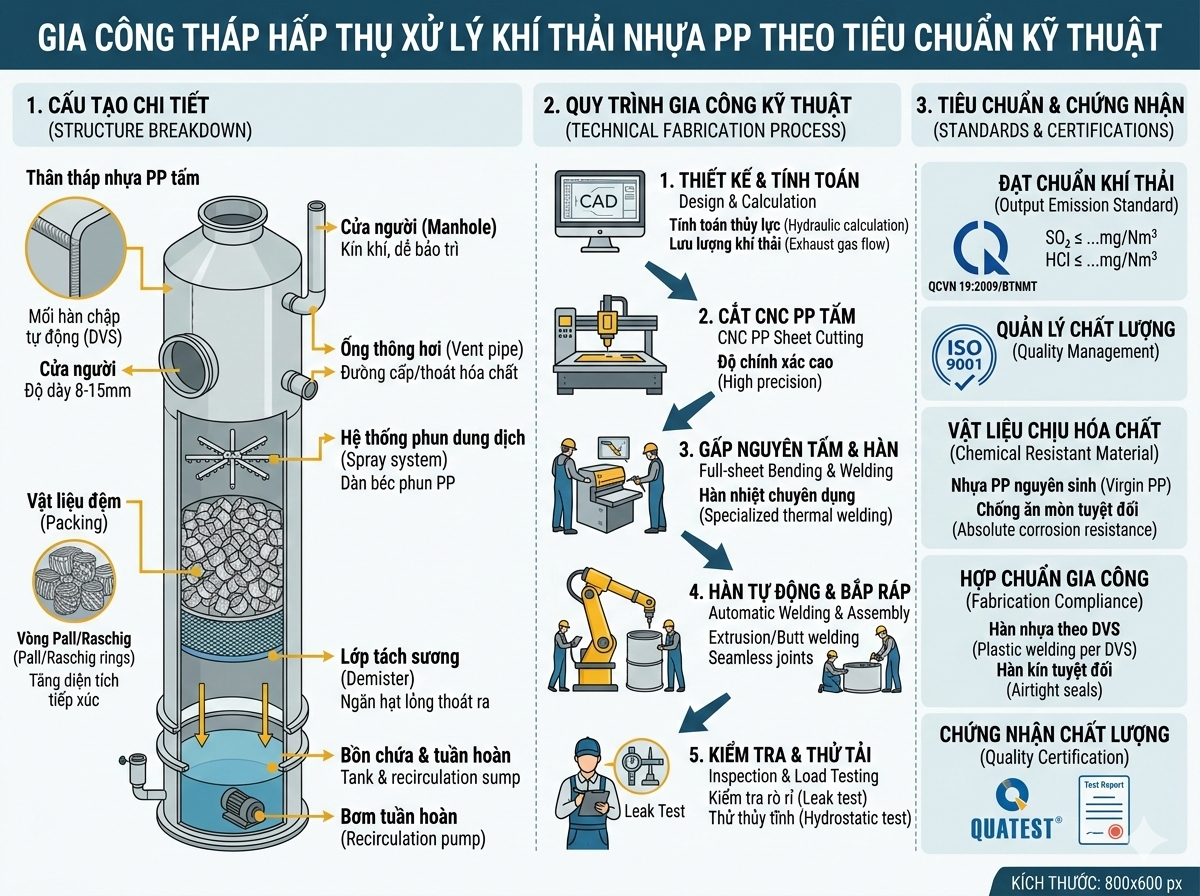
5.2.1. Chế tạo Bồn PP – Ưu điểm Kỹ thuật
- Gia công không cần thiết bị hạng nặng: Cắt, hàn, uốn PP chỉ cần máy hàn nhiệt cầm tay (1 – 5 kW) và máy cắt CNC cơ bản. Không cần lò hơi, máy hàn TIG/MIG công suất lớn, thiết bị xử lý nhiệt (PWHT).
- Không yêu cầu xử lý nhiệt sau hàn (PWHT): Thép CS và SS hàn có thể phát sinh ứng suất dư hàn, cần PWHT (ủ 600 – 700°C) để giảm ứng suất. PP không có ứng suất dư hàn đáng kể, không cần PWHT, tiết kiệm 15 – 25% thời gian và chi phí sản xuất.
- Lắp đặt linh hoạt tại công trình: Bồn PP có thể vận chuyển dưới dạng tấm phẳng và lắp ráp hàn tại chỗ (field fabrication), không bị giới hạn bởi kích thước phương tiện vận chuyển. Bồn thép lớn (> 10m³) phải chia thành nhiều mảnh vận chuyển và hàn tại chỗ với yêu cầu kiểm tra nghiêm ngặt hơn.
5.2.2. Chế tạo Bồn Thép – Yêu cầu Kiểm soát Chặt chẽ
- WPS/PQR – Quy trình hàn được phê duyệt: Mỗi quy trình hàn (Welding Procedure Specification – WPS) phải được phê duyệt (Procedure Qualification Record – PQR) theo ASME IX hoặc EN ISO 15614 trước khi sản xuất. Thợ hàn phải có chứng chỉ phù hợp với từng vị trí và loại mối hàn.
- Kiểm tra NDT bắt buộc ở mức độ cao hơn: Bồn áp lực thép yêu cầu chụp X-quang (RT) hoặc siêu âm tự động (AUT) cho 100% mối hàn đối đầu chính theo ASME VIII. Chi phí RT có thể chiếm 5 – 10% tổng chi phí chế tạo.
- Thụ động hóa SS sau chế tạo (Passivation): Bề mặt SS sau gia công phải được thụ động hóa bằng dung dịch HNO₃ 30% hoặc acid citric theo ASTM A380/A967 để tái lập màng Cr₂O₃ bảo vệ. Bỏ qua bước này là nguyên nhân phổ biến của sự cố ăn mòn SS sớm.
6. PHÂN TÍCH CHI PHÍ VÒNG ĐỜI TOÀN PHẦN (LCC) – MÔ HÌNH ĐỊNH LƯỢNG
6.1. Cấu trúc Mô hình LCC
Phân tích chi phí vòng đời (Life Cycle Cost – LCC) được thực hiện theo khung ISO 15663 và ASTM E917, xem xét tất cả chi phí phát sinh trong toàn bộ vòng đời thiết bị từ mua sắm đến thanh lý. Mô hình LCC tổng quát:
TLCC = Cᴀᴘᴇᴛ + Cᴙᴞᴇᴀᴛᴢᴒⁿ + Cᴌᴀᴵⁿᴛᴇⁿᴀⁿᴄᴇ + Cᴏᴘᴇᴇᴀᴛᴥ + Cᴇᴧᴠ + Cᴛᴧᴠ
6.2. So sánh LCC Chi tiết – Bồn Chứa HCl 30%, 5.000L, Vòng đời 25 Năm
| Hạng mục chi phí | Bồn PP-H (VNĐ) | Bồn CS + lót cao su (VNĐ) | Bồn SS 316L (VNĐ) | Ghi chú |
| CAPEX – Mua bồn, lắp đặt | 50.000.000 | 65.000.000 | 280.000.000 | CS không dùng mộc – cần lót cao su |
| Chi phí xử lý bề mặt ban đầu | 0 | 15.000.000 (lót cao su) | 3.000.000 (thụ động hóa) | PP không cần bảo vệ bổ sung |
| Bảo dưỡng định kỳ 25 năm | 12.000.000 | 45.000.000 | 20.000.000 | CS: sơn lại 3-5 năm; SS: kiểm tra NDT |
| Thay lớp lót/bảo vệ (1 lần /10 năm) | 0 | 25.000.000 × 2 lần = 50.000.000 | 0 | CS cần thay lót lần 2 sau 10-12 năm |
| Chi phí sự cố ăn mòn rò rỉ (xác suất) | 5.000.000 (10% × 50tr) | 15.000.000 (30% × 50tr) | 12.000.000 (20% × 60tr) | Chi phí xử lý + dừng sản xuất + môi trường |
| Chi phí đăng kiểm (bồn thép áp lực) | 0 | 20.000.000 (5 năm/lần × 5) | 20.000.000 | Bồn PP thường áp không đăng kiểm định kỳ |
| Chi phí thanh lý cuối vòng đời | 3.000.000 (tái chế nhựa) | 8.000.000 (tháo dỡ, xử lý CS ăn mòn) | 5.000.000 (tái chế thép) | SS tái chế giá trị cao |
| TLCC 25 NĂM | 70.000.000 | 213.000.000 | 340.000.000 | Bồn PP tiết kiệm 67% so với SS 316L |
Kết luận LCC: Trong ứng dụng HCl 30% / 5.000L / 25 năm, bồn PP có TLCC thấp hơn bồn CS + lót cao su 67% và thấp hơn bồn SS 316L 79%. Chênh lệch chi phí tuyệt đối là 143 triệu VNĐ (so với CS lót) và 270 triệu VNĐ (so với SS 316L). Kết quả này nhất quán trên phạm vi rộng các ứng dụng axit-kiềm vô cơ loãng đến trung bình ở nhiệt độ < 80°C.
6.3. Điểm Hòa vốn – Ngưỡng Chuyển đổi Vật liệu
Không phải mọi tình huống đều có lợi cho bồn PP. Phân tích điểm hòa vốn (breakeven analysis) xác định ngưỡng điều kiện mà chi phí vòng đời của bồn SS 316L trở nên cạnh tranh:
- Nhiệt độ vận hành > 90°C liên tục: Bồn PP vượt giới hạn HDT, cần dùng bồn thép hoặc FRP với lót PP. Chi phí SS 316L được bù đắp bởi tuổi thọ dài hơn và không cần thay thế sớm.
- Áp suất thiết kế > 1,5 bar: Bồn PP có giới hạn chịu áp thấp (< 0,3 bar cho thành mỏng). Bồn thép đặc biệt ưu việt cho bồn áp lực cao (> 5 bar). CAPEX bồn SS được phân bổ trên tuổi thọ dài hơn.
- Môi trường dung môi hữu cơ (benzene, toluene, MEK): PP không phù hợp, thép SS 304/316L hoặc Hastelloy là lựa chọn duy nhất. LCC SS được chấp nhận khi không có lựa chọn thay thế.
- Quy định kiểm định bắt buộc: Một số ngành (dầu khí, hóa dầu) yêu cầu bồn thép có mã ASME/PED. Chi phí đăng kiểm bồn thép được tính vào TLCC nhưng là yêu cầu pháp lý không thể bỏ qua.
7. THÁCH THỨC VÀ GIỚI HẠN KỸ THUẬT – NHÌN NHẬN CÂN BẰNG
7.1. Giới hạn Kỹ thuật của Bồn PP
Đánh giá khách quan đòi hỏi nhìn nhận rõ ràng các giới hạn kỹ thuật thực tế của bồn PP – những yếu tố mà bồn thép vượt trội hơn trong các điều kiện nhất định:
| Giới hạn kỹ thuật PP | Mô tả chi tiết | Giá trị giới hạn định lượng | Giải pháp kỹ thuật thay thế |
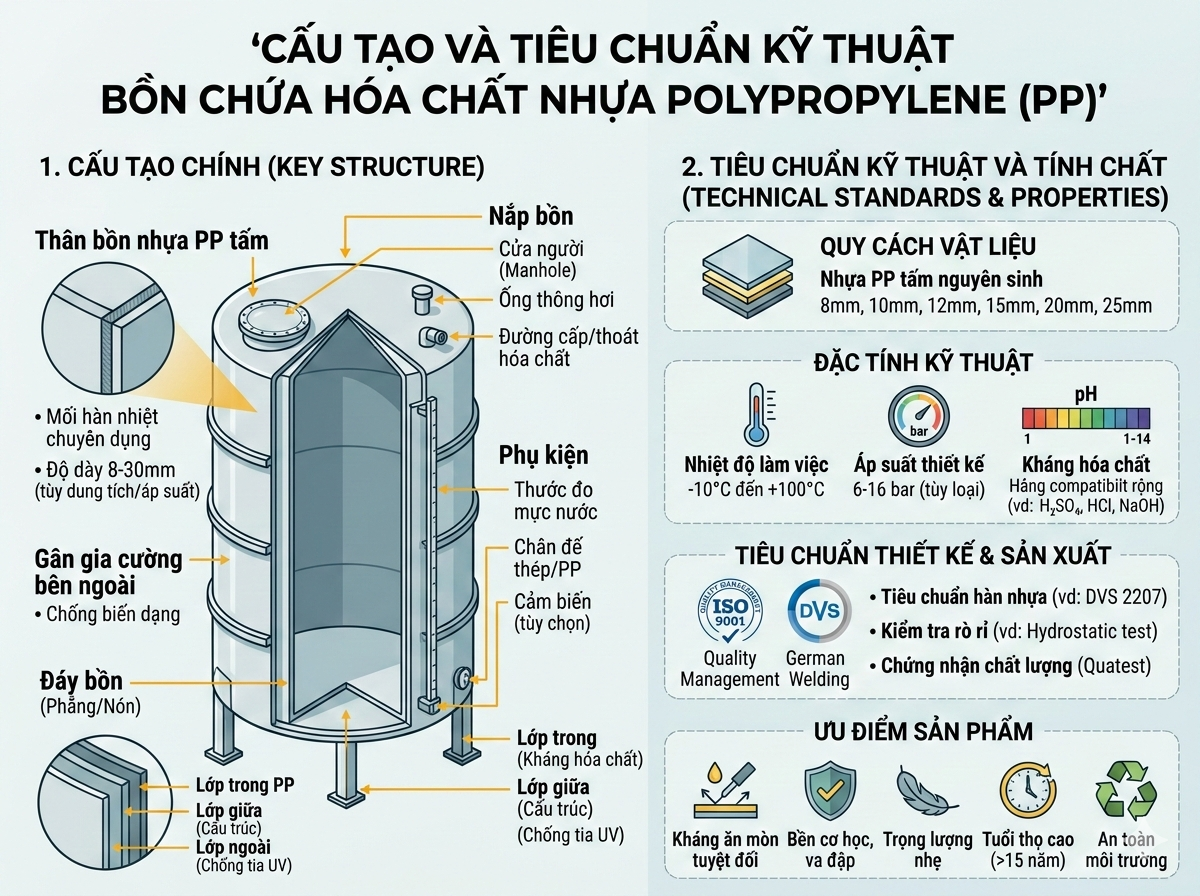
| Giới hạn nhiệt độ vận hành | PP mất cơ tính khi T > HDT (100-115°C ở 0,45 MPa). Creep tích lũy nhanh khi T > 70°C liên tục. | Tₘₐˣ ≤85°C (PP-H); 75°C (PP-B) | PVDF (≤80°C liên tục, đến 150°C ngắn hạn), FRP, SS |
| Giới hạn áp suất nội | Ứng suất cho phép dài hạn thấp (σᴀᴇ ≈6 MPa) hạn chế áp suất thiết kế với thành mỏng. | Pᴅ ≤0,3 bar(g) (bồn thành mỏng e/D < 0,05) | Tăng chiều dày e để chịu áp cao hơn; dùng FRP hoặc thép |
| Bức xạ UV và lão hóa ngoài trời | UV phân cắt liên kết C-C và C-H, gây giòn bề mặt sau 3 – 5 năm không có chất ổn định UV. | Giảm độ bền kéo 20-40% sau 5 năm UV không bảo vệ | PP stabilized UV (carbon black hoặc UV absorber), sơn phủ UV, mái che |
| Mô-đun đàn hồi thấp | E = 1,3 – 1,7 GPa so với thép 200 GPa. Độ võng lớn dưới tải trọng thủy tĩnh, đặc biệt bồn hình chữ nhật. | Độ võng đo được: 5 – 15mm tại tâm thành bồn lớn | Thiết kế gân tăng cứng; bồn trụ (hình dạng tối ưu về ổn định); lõi FRP |
| Không tương thích dung môi hữu cơ | Hydrocacbon thơm, clo hóa gây trương nở và hòa tan chuỗi polymer PP. | Benzene: trương nở >5% trong 24h | PVDF, PTFE (teflon-lined), Hastelloy C276 |
| Khả năng chịu va đập va chạm | PP giòn khi va đập mạnh ở nhiệt độ < 10°C (PP-H). Va đập vật sắc nhọn có thể tạo vết nứt truyền. | Impact energy: 3 – 8 J/cm² @ 23°C (thấp hơn thép 10-20×) | PP-B hoặc PP-C (copolymer); tăng chiều dày tường; bảo vệ cơ học bên ngoài |
| Hệ số giãn nở nhiệt cao (creep) | α PP = 150 × 10⁻⁶/K, cao gấp 12 lần thép. Bồn lớn > 3m đường kính cần khe bù giãn nở. | Giãn nở 15mm/m cho ΔT = 100°C | Thiết kế khe giãn nở tại chân đỡ; lắp đặt không cứng hoàn toàn hai đầu |
7.2. Giới hạn Kỹ thuật của Bồn Thép trong Môi trường Ăn mòn

Ngược lại, bồn thép trong môi trường hóa chất ăn mòn đối mặt với các thách thức kỹ thuật cố hữu mà chỉ có thể giảm thiểu, không thể loại bỏ hoàn toàn:
- Ăn mòn rỗ (Pitting) trong chloride – Nguy cơ không thể dự đoán: Pitting là dạng ăn mòn cục bộ, xảy ra tại điểm khiếm khuyết nhỏ trên màng thụ động SS (< 1 µm). Không thể phát hiện bằng kiểm tra bề mặt thông thường; chỉ phát hiện được bằng RT/UT quét diện rộng hoặc khi đã rò rỉ.
- Nứt SCC không có dấu hiệu cảnh báo: Nứt ăn mòn ứng suất (SCC) SS trong chloride/amoniac ở nhiệt độ cao có thể phát triển từ vết nứt micro đến phá hủy hoàn toàn trong vài giờ đến vài tuần. Thiệt hại điển hình là phá hủy toàn bộ thành bồn, tràn hóa chất ăn mòn, nguy cơ cháy nổ và thương vong.
- Ăn mòn dưới lớp bảo vệ (Under-deposit / crevice): Khi lớp sơn, lót cao su hay lớp bảo vệ có vết tróc nhỏ, hóa chất xâm nhập và tạo điều kiện ăn mòn cục bộ cực kỳ nhanh trong môi trường khe kín (ít oxy, nồng độ Cl⁻ tập trung).
- Chi phí bảo dưỡng định kỳ cao và không thể tránh: Kiểm tra NDT, sơn lại hoặc thay lớp lót là chi phí tất yếu của bồn thép trong môi trường ăn mòn, chiếm 30 – 50% TLCC như đã phân tích ở Mục 6.
8. PHÂN TÍCH TÍNH BỀN VỮNG MÔI TRƯỜNG – ESG VÀ CARBON FOOTPRINT
8.1. Phát thải Carbon trong Sản xuất (Embodied Carbon)
Đánh giá vòng đời môi trường (Life Cycle Assessment – LCA) theo ISO 14040/14044 cho thấy phát thải CO₂ tương đương (kg CO₂-eq) trong sản xuất vật liệu (embodied carbon) là thông số ESG ngày càng quan trọng trong lựa chọn thiết bị công nghiệp:
| Vật liệu | Phát thải embodied carbon (kg CO₂-eq/kg) | Khối lượng bồn 5.000L (kg) | Tổng CO₂-eq bồn (kg) | Chỉ số tương đối |
| PP Polypropylene | 1,6 – 2,0 | 80 – 150 (nhẹ) | 128 – 300 | 1,0× (cơ sở) |
| HDPE | 1,8 – 2,3 | 100 – 180 | 180 – 414 | 1,2× |
| Thép cacbon (CS) | 1,5 – 2,5 (thép tái chế 30-50%) | 800 – 1.200 | 1.200 – 3.000 | 6 – 10× |
| Thép không gỉ SS 316L | 5,5 – 7,5 (do Ni, Mo, Cr) | 600 – 900 | 3.300 – 6.750 | 15 – 25× |
| FRP (sợi thủy tinh/nhựa epoxy) | 3,5 – 5,0 | 200 – 400 | 700 – 2.000 | 4 – 7× |
| PVDF | 8,0 – 12,0 (quy trình hóa học phức tạp) | 150 – 250 | 1.200 – 3.000 | 6 – 10× |
8.2. Khả năng Tái chế và Xử lý Cuối Vòng đời
- PP (Polypropylene – mã tái chế số 5): Là vật liệu nhiệt dẻo tái chế được về mặt kỹ thuật. PP tái chế (rPP) có thể dùng lại trong ứng dụng không tiếp xúc thực phẩm, đồ dùng công nghiệp, đồ nhựa ngoài trời. Hệ số giảm embodied carbon của rPP khoảng 60 – 70% so với PP nguyên sinh. Tuy nhiên, PP chứa hóa chất ăn mòn cần xử lý làm sạch trước khi tái chế, thêm chi phí và phức tạp logistics.
- Thép: Tái chế tốt và có giá trị kinh tế rõ ràng. Tỷ lệ tái chế thép toàn cầu > 85%. SS 316L có giá thu hồi phế liệu 8.000 – 15.000 VNĐ/kg (do hàm lượng Ni và Mo cao), so với rPP phế liệu ~3.000 – 5.000 VNĐ/kg. Chi phí thanh lý bồn SS thường được bù bởi giá trị thu hồi phế liệu.
- Phát thải vận hành: Bồn PP không cần sơn (loại bỏ phát thải VOC từ sơn epoxy), không cần xử lý nhiệt PWHT (tiết kiệm năng lượng lò), không cần acid pickling (axit phát thải trong thụ động hóa SS). LCA vận hành và bảo dưỡng có lợi hơn đáng kể cho bồn PP.
Trong bối cảnh ESG và CBAM (Carbon Border Adjustment Mechanism) của EU áp dụng từ 2026, carbon footprint của thiết bị công nghiệp ngày càng trở thành tiêu chí lựa chọn quan trọng. Bồn PP có embodied carbon thấp hơn bồn SS 316L từ 15 – 25 lần và thấp hơn bồn CS từ 6 – 10 lần tính theo đơn vị kg CO₂-eq/bồn – lợi thế ESG đáng kể cho doanh nghiệp xuất khẩu sang EU.
9. MA TRẬN QUYẾT ĐỊNH LỰA CHỌN THEO NGÀNH CÔNG NGHIỆP
9.1. Hướng dẫn Lựa chọn Theo Điều kiện Kỹ thuật
| Điều kiện kỹ thuật | Bồn PP | Bồn CS | Bồn SS 316L | Khuyến nghị |
| Axit vô cơ < 60°C, P < 0,3 bar | ✅ Tối ưu | ❌ Không phù hợp (cần lót cao su) | ⚠️ Đắt (overkill) | PP là lựa chọn duy nhất hợp lý về kinh tế |
| Kiềm NaOH/KOH < 80°C, P thường | ✅ Tối ưu | ⚠️ Tạm được + bảo vệ | ✅ Tốt nhưng đắt | PP là lựa chọn tối ưu về giá |
| Dung dịch muối chloride < 70°C | ✅ Xuất sắc | ❌ Ăn mòn nhanh | ⚠️ Nguy cơ pitting/SCC | PP triệt để loại bỏ nguy cơ SCC |
| Nước biển, nước lợ < 60°C | ✅ Xuất sắc | ❌ Ăn mòn + hà bám | ⚠️ Pitting risk | PP tiêu chuẩn cho RO/desalination |
| Nhiệt độ > 100°C | ❌ Vượt giới hạn | ✅ Tốt (cần bảo vệ) | ✅ Tốt | SS 316L hoặc CS tùy môi trường |
| Áp suất > 5 bar | ❌ Cần thành rất dày / FRP | ✅ Tốt (tiêu chuẩn ASME) | ✅ Tốt (tiêu chuẩn ASME) | Thép là lựa chọn tự nhiên |
| Dung môi hữu cơ (benzene, toluene) | ❌ Không tương thích | ✅ Thép + lót epoxy vinyl ester | ⚠️ Cần kiểm tra cụ thể | CS + lót vinyl ester hoặc PVDF |
| Thực phẩm / dược phẩm (GMP) | ✅ FDA 21 CFR 177.1520 | ❌ Không phù hợp | ✅ GMP FDA 316L | PP-H FDA hoặc SS 316L (tùy yêu cầu CIP/SIP) |
| Áp suất chân không < 0,5 bar tuyệt đối | ⚠️ Cần kiểm tra ổn định | ✅ Tốt | ✅ Tốt | Thép tốt hơn cho bồn chân không lớn |
| Nhiệt độ thấp Cryogenic < -50°C | ❌ Giòn (PP-H) | ❌ Giòn (CS thường) | ✅ Austenic SS tốt đến -196°C | SS 304/316L cho cryogenic |
9.2. Khuyến nghị Theo Ngành Công nghiệp Cụ thể
9.2.1. Công nghiệp Mạ Điện và Xử lý Bề mặt Kim loại
Ngành mạ điện sử dụng đặc biệt nhiều axit vô cơ (HCl, H₂SO₄, HNO₃), kiềm (NaOH), muối xyanua (NaCN), muối kẽm (ZnCl₂) và dung dịch hỗn hợp phức tạp. Đây là ngành ứng dụng PP tỷ lệ cao nhất (> 85% bồn chứa là nhựa PP/PE/PVC):
- Bể axit tẩy gỉ (HCl 10 – 20%): PP-H hoặc PP-B là lựa chọn tiêu chuẩn. CS bị ăn mòn đều nhanh > 5 mm/năm; SS 316L bị pitting trong HCl bất kỳ nồng độ.
- Bể mạ kẽm kiềm (NaOH 100 – 120 g/L + ZnO): PP xuất sắc; CS tạm được nhưng cần kiểm tra thường xuyên; SS 316L bền nhưng chi phí quá cao.
- Bể mạ crom (H₂CrO₄ + H₂SO₄): PP-H bền tốt ở nhiệt độ < 60°C; cần thử nghiệm ăn mòn thực tế với nồng độ cụ thể.
9.2.2. Công nghiệp Xử lý Nước và Nước thải
Hệ thống cấp và xử lý nước sử dụng NaOCl (nước Javel), PAC (polyaluminum chloride), NaOH, H₂SO₄ để khử trùng, điều chỉnh pH và keo tụ. Bồn PP và bồn FRP chiếm > 90% thị phần thiết bị hóa chất cho ngành này:
- Bồn chứa NaOCl 10 – 12%: PP là lựa chọn tiêu chuẩn toàn cầu. CS bị ăn mòn mạnh; SS bị pitting chloride.
- Bồn định lượng PAC, polymer: PP hoặc HDPE. Không dùng CS (PAC tạo môi trường axit).
- Bồn chứa H₂SO₄ 98% (axit sulfuric đặc): Đặc biệt, H₂SO₄ > 90% thụ động hóa CS và SS rất tốt. Trong trường hợp này CS bọc axit đặc là lựa chọn truyền thống và kinh tế. PP không phù hợp với H₂SO₄ > 90% ở nhiệt độ cao.
9.2.3. Công nghiệp Hóa chất và Phân bón
Môi trường amoniac (NH₃) lỏng và khí, axit nitric (HNO₃), axit phosphoric (H₃PO₄) và các dung dịch muối amoni là đặc trưng của ngành này:
- Bồn chứa dung dịch NH₄NO₃ (phân đạm): PP bền; SS 316L bị SCC nguy cơ trong amoniac; CS cần bảo vệ.
- Bồn chứa H₃PO₄ 85%: PP xuất sắc < 60°C; SS 316L bền nhưng đắt; CS không phù hợp.
- Bồn chứa HF (hydrofluoric acid) loãng < 20%: PP-H bền tốt; không dùng SS (HF phá hủy màng thụ động); dùng PVDF cho HF đặc.
10. NGHIÊN CỨU TÌNH HUỐNG – CÁC SỰ CỐ ĐIỂN HÌNH VÀ BÀI HỌC
10.1. Sự cố Ăn mòn Điển hình của Bồn Thép trong Hóa chất Vô cơ
Case 1: Bồn SS 304 – SCC trong Dung dịch NaCl Công nghiệp
Mô tả sự cố: Bồn chứa SS 304, dung tích 3.000L, lưu trữ dung dịch NaCl 20% + NaOH 5% (dung dịch bể điện phân sản xuất Cl₂). Nhiệt độ vận hành 70 – 80°C. Sau 3 năm vận hành, xảy ra rò rỉ dung dịch kiềm-muối tại thân bồn; kiểm tra phát hiện hệ thống vết nứt SCC xuyên thành tại vùng gần mối hàn, tổng chiều dài nứt 2,3m. Thân bồn bề ngoài không có dấu hiệu ăn mòn màng bề mặt.
Phân tích nguyên nhân: Môi trường Cl⁻ + nhiệt độ > 60°C + ứng suất dư hàn (thiếu PWHT) tạo điều kiện lý tưởng cho SCC SS 304. PISC = 0,22 (Pitting Index SCC Criterion) vượt ngưỡng. Thẩm định lại cho thấy SS 304 hoàn toàn không phù hợp ứng dụng Cl⁻ nóng; nên dùng SS 316L Mo hoặc thay bằng bồn PP.
Hậu quả và bài học: Thiệt hại tổng: 850 triệu VNĐ (thay bồn mới + dừng sản xuất 15 ngày + xử lý rò rỉ hóa chất + phạt môi trường). Giải pháp: Thay toàn bộ bằng bồn PP-H kích thước tương đương, chi phí 55 triệu VNĐ – tiết kiệm 95% so với thiệt hại. Bồn PP đã vận hành 7 năm liên tục kể từ đó mà không có sự cố.
Case 2: Bồn CS với Lớp Lót Epoxy – Undercutting Corrosion
Mô tả sự cố: Bồn CS Q235, dung tích 8.000L, lót epoxy than chì dày 500µm, chứa dung dịch FeCl₃ 10% (hóa chất tẩy mạch điện tử). Sau 4 năm, xuất hiện điểm rò rỉ nhỏ tại đáy bồn. Tháo bỏ lớp lót phát hiện ăn mòn lan rộng 0,8m² dưới lớp lót, chiều sâu ăn mòn tối đa 4,2mm/4 năm = 1,05mm/năm.
Cơ chế: Một vết nứt nhỏ trong lớp epoxy (do ứng suất nhiệt sau 2 năm) cho phép FeCl₃ xâm nhập. Trong điều kiện khe kín (ít O₂), ăn mòn rỗ cục bộ xảy ra với tốc độ gia tốc cao hơn 5 – 10 lần ăn mòn đều bề mặt hở. Bề mặt epoxy bên ngoài hoàn toàn bình thường cho đến khi rò rỉ xảy ra.
Bài học kỹ thuật: Lớp lót epoxy/cao su bồn CS KHÔNG cung cấp bảo vệ tuyệt đối – bất kỳ khiếm khuyết nhỏ nào trong lớp lót đều có thể dẫn đến ăn mòn gia tốc nguy hiểm, khó phát hiện cho đến khi rò rỉ. Đối với môi trường FeCl₃ và halide nói chung, bồn PP là lựa chọn duy nhất không có rủi ro nội tại này.
10.2. Lợi ích Thực tế của Bồn PP trong Công nghiệp Hóa chất Việt Nam
Case 3: Nhà máy Mạ Điện – Chuyển đổi Toàn bộ Sang Bồn PP
Bối cảnh: Nhà máy mạ kẽm điện phân tại Bình Dương, công suất 500 tấn/tháng, vận hành năm 2018 với toàn bộ bể bồn bằng CS + lót cao su (theo thiết kế ban đầu). Đến năm 2020, 60% bồn CS lót cao su xuất hiện rò rỉ do bong tách lớp lót, chi phí bảo dưỡng leo thang 180 triệu VNĐ/năm.
Chuyển đổi: Năm 2021, nhà máy thay thế toàn bộ 45 bồn CS + lót bằng bồn PP-H sản xuất theo tiêu chuẩn DVS 2205. Tổng đầu tư chuyển đổi: 1,2 tỷ VNĐ (so với chi phí sửa chữa + thay lớp lót bồn CS ước tính 900 triệu VNĐ cho 5 năm tiếp theo).
Kết quả sau 3 năm (2021 – 2024): Chi phí bảo dưỡng bồn giảm từ 180 triệu/năm xuống 18 triệu/năm (giảm 90%). Không có sự cố rò rỉ trong 3 năm vận hành. Thời gian dừng dây chuyền do sự cố bồn: 0 ngày (so với 32 ngày trong 3 năm trước chuyển đổi). ROI của quyết định chuyển đổi sang PP: 2,8 năm. Đây là minh chứng thực tế tiêu biểu nhất cho ưu thế kỹ thuật và kinh tế của bồn PP trong công nghiệp mạ điện.
11. KẾT LUẬN VÀ KHUNG QUYẾT ĐỊNH CUỐI CÙNG
11.1. Tổng kết So sánh
| Tiêu chí so sánh | Bồn PP | Bồn CS | Bồn SS 316L | Người chiến thắng |
| Kháng axit vô cơ loãng – TB (< 60°C) | ★★★★★ | ★☆☆☆☆ | ★★★☆☆ | PP |
| Kháng kiềm (< 80°C) | ★★★★★ | ★★★☆☆ | ★★★★☆ | PP |
| Kháng dung dịch chloride (< 60°C) | ★★★★★ | ★☆☆☆☆ | ★★★☆☆ (pitting) | PP |
| Chịu nhiệt độ cao (> 100°C) | ★★☆☆☆ | ★★★★☆ | ★★★★★ | SS 316L |
| Chịu áp suất cao (> 5 bar) | ★★☆☆☆ | ★★★★☆ | ★★★★★ | SS 316L |
| Chi phí đầu tư CAPEX | ★★★★★ | ★★★★☆ | ★★☆☆☆ | PP |
| Chi phí vòng đời LCC (hóa chất ăn mòn) | ★★★★★ | ★★★☆☆ | ★★☆☆☆ | PP |
| Độ bền cơ học tổng thể | ★★★☆☆ | ★★★★☆ | ★★★★★ | SS 316L |
| Khả năng phát hiện hỏng hóc sớm | ★★★★☆ (từ từ) | ★★★☆☆ (ẩn) | ★★☆☆☆ (SCC ẩn) | PP |
| Carbon footprint (ESG) | ★★★★★ | ★★★☆☆ | ★★☆☆☆ | PP |
| Tính linh hoạt gia công / lắp đặt | ★★★★☆ | ★★★☆☆ | ★★★☆☆ | PP |
| Phù hợp dung môi hữu cơ | ★★☆☆☆ | ★★★★☆ | ★★★★☆ | CS hoặc SS |
Tổng hợp từ 10 tiêu chí so sánh định lượng và định tính: bồn PP chiến thắng trên 8/12 tiêu chí trong điều kiện hóa chất ăn mòn vô cơ tiêu chuẩn (axit/kiềm/muối, T < 80°C, P < 0,3 bar). Bồn SS 316L ưu việt hơn ở 3/12 tiêu chí (nhiệt độ cao, áp suất cao, cơ tính tuyệt đối). Bồn CS không có lợi thế về kháng ăn mòn nhưng chiếm ưu thế về chi phí cho ứng dụng không ăn mòn.
11.2. Khuyến nghị Chiến lược Cuối cùng
Nguyên tắc lựa chọn vật liệu bồn chứa trong môi trường ăn mòn: (1) Ưu tiên PP cho axit vô cơ loãng-trung bình, kiềm, muối halide ở T < 80°C, P < 0,3 bar – đây là vùng ứng dụng PP tối ưu chiếm 70-80% nhu cầu công nghiệp thực tế tại Việt Nam; (2) Chuyển sang SS 316L Mo khi nhiệt độ > 90°C hoặc áp suất > 2 bar, chấp nhận chi phí cao đổi lấy phạm vi nhiệt độ rộng hơn; (3) Không dùng CS mộc trong bất kỳ môi trường hóa chất ăn mòn nào – chi phí bảo dưỡng và rủi ro sự cố luôn vượt chi phí đầu tư ban đầu tiết kiệm được; (4) Tư duy LCC thay cho tư duy CAPEX – quyết định dựa trên phân tích chi phí 20-25 năm, không phải giá mua ban đầu.
TÀI LIỆU THAM KHẢO CHUYÊN NGÀNH
- Jones, D.A. (1996). Principles and Prevention of Corrosion, 2nd Ed. Prentice Hall, New Jersey.
- Schweitzer, P.A. (2010). Corrosion Engineering Handbook, 2nd Ed. CRC Press, Boca Raton.
- Revie, R.W. & Uhlig, H.H. (2008). Corrosion and Corrosion Control, 4th Ed. John Wiley & Sons.
- DVS 2205-1:2017. Berechnung von Druckbehältern aus thermoplastischen Kunststoffen. DVS Verlag.
- ASME Boiler and Pressure Vessel Code, Section VIII Division 1 (2021 Edition). ASME, New York.
- NACE SP0294-2016. Design, Fabrication, and Inspection of Tanks for the Storage of Petroleum Refining Products. AMPP.
- API 580 (2022). Risk-Based Inspection Methodology. American Petroleum Institute.
- ISO 14040:2006. Environmental management – Life cycle assessment – Principles and framework. ISO, Geneva.
- ASTM G1-03 (2017). Standard Practice for Preparing, Cleaning, and Evaluating Corrosion Test Specimens. ASTM International.
- ASTM A240/A240M-22. Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip. ASTM.
- Brydson, J.A. (1999). Plastics Materials, 7th Ed. Butterworth-Heinemann, Oxford.
- Birnbaum, S. (Ed.) (2000). Chemical Resistance Tables for Thermoplastics. Hanser, Munich.
- TCVN 8366:2010. Bình chịu áp lực – Yêu cầu kỹ thuật an toàn trong thiết kế và chế tạo. Bộ Khoa học và Công nghệ.
- Nghiị định 45/2022/NĐ-CP về xử phạt vi phạm hành chính trong lĩnh vực bảo vệ môi trường. Chính phủ Việt Nam.