I. ĐẶT VẤN ĐỀ: TẠI SAO CÂU HỎI AN TOÀN NÀY QUAN TRỌNG?
Polypropylene (PP) từ lâu đã được ngành công nghiệp hóa chất tin dùng như một vật liệu “an toàn mặc định” cho các bồn chứa axit và kiềm. Tuy nhiên, nhận thức này – dù đúng ở phần lớn trường hợp – lại tiềm ẩn nguy cơ nghiêm trọng nếu không được đặt trong bối cảnh kỹ thuật đầy đủ. Trong thực tiễn công nghiệp, đã ghi nhận nhiều sự cố rò rỉ, vỡ bồn PP chứa hóa chất dù được sử dụng “đúng loại” – nguyên nhân thường không đến từ bản thân vật liệu PP mà đến từ sự kết hợp sai lầm của các yếu tố vận hành vượt ngưỡng thiết kế.
Câu hỏi “Bồn chứa hóa chất nhựa PP có thực sự an toàn khi chứa axit, kiềm?” vì vậy không có câu trả lời đơn giản là “có” hay “không”. Câu trả lời đúng là: AN TOÀN – trong giới hạn kỹ thuật xác định; và KHÔNG AN TOÀN – khi các giới hạn đó bị vi phạm, dù cố ý hay vô tình. Bài phân tích này cung cấp nền tảng khoa học để hiểu đúng và ứng dụng đúng vật liệu PP trong môi trường hóa chất ăn mòn.
| ⚠ THÔNG ĐIỆP TRỌNG TÂM CỦA BÀI PHÂN TÍCH
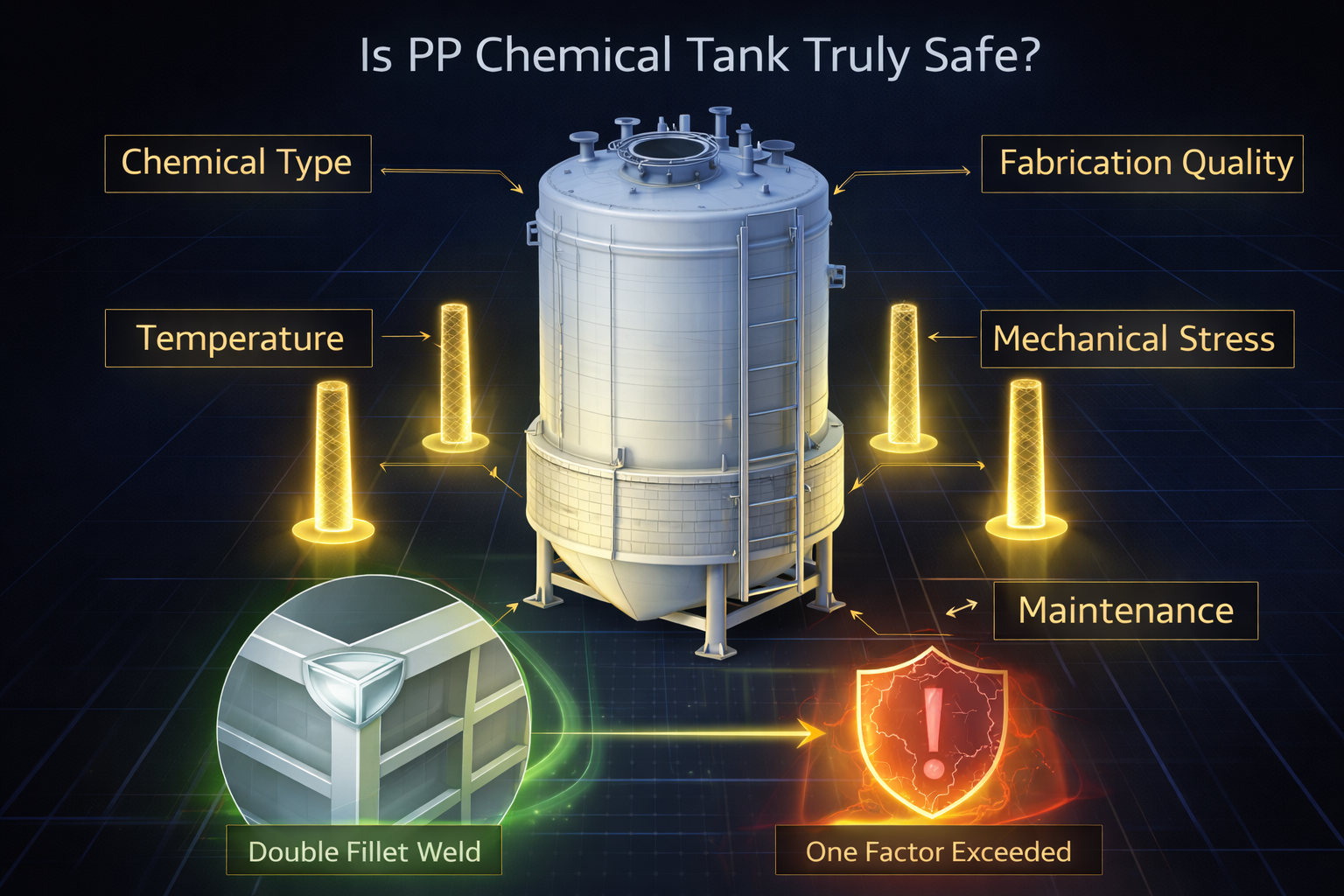
Không có vật liệu nào là “an toàn tuyệt đối” với mọi hóa chất ở mọi điều kiện. Bồn PP an toàn hay không phụ thuộc vào: (1) loại và nồng độ hóa chất cụ thể, (2) nhiệt độ vận hành thực tế, (3) chất lượng chế tạo bồn, (4) điều kiện cơ học, và (5) thực hành vận hành bảo trì. Thiếu bất kỳ yếu tố nào, bồn PP có thể thất bại ngay cả với hóa chất tưởng như “an toàn”. |
II. CƠ CHẾ TƯƠNG TÁC HÓA HỌC GIỮA PP VÀ MÔI TRƯỜNG AXIT/KIỀM
2.1. Cấu Trúc Phân Tử PP Và Nền Tảng Của Khả Năng Kháng Hóa Chất
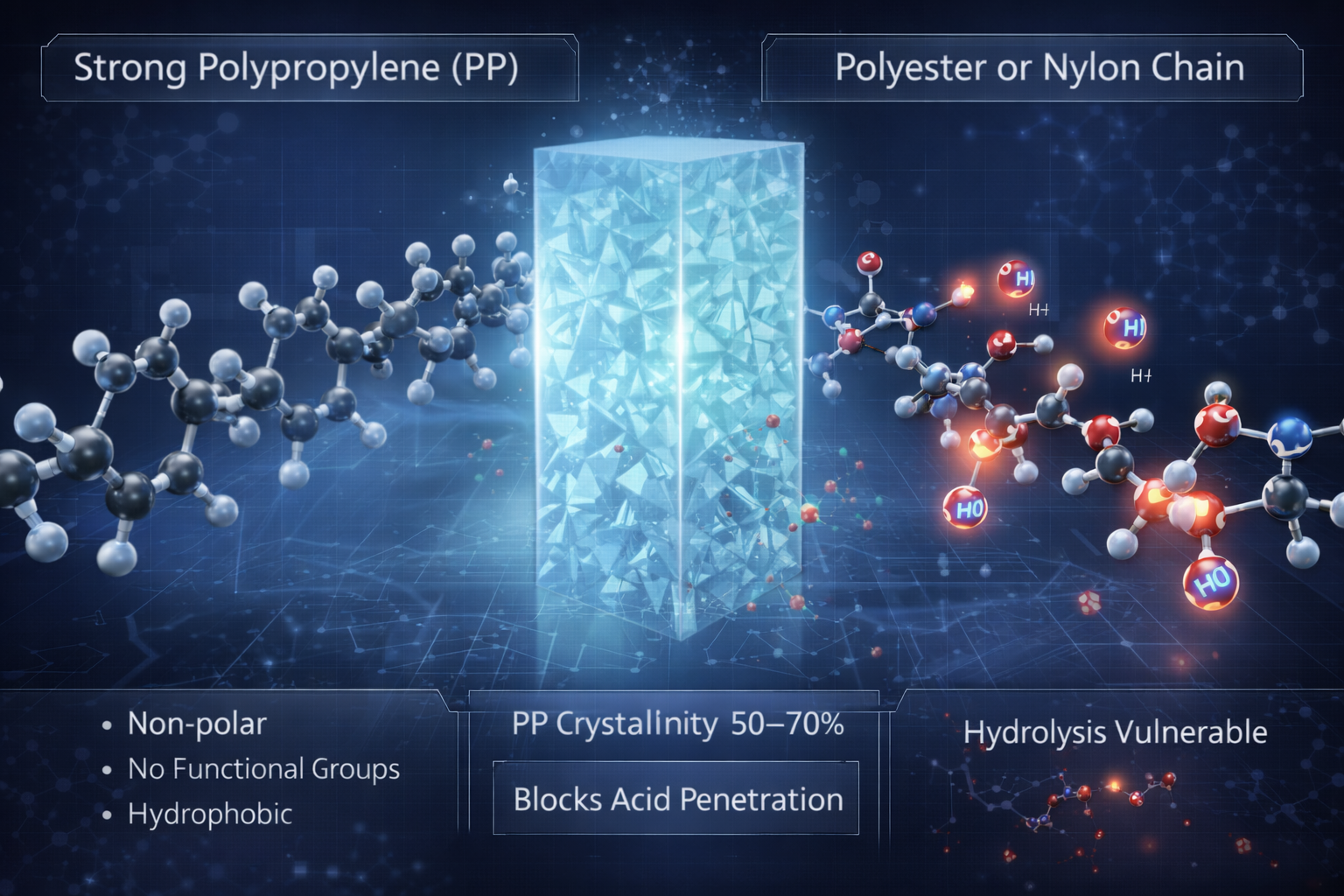
Để đánh giá đúng mức độ an toàn, cần hiểu tại sao PP có khả năng kháng hóa chất tốt ở cấp độ phân tử. Polypropylene là polymer mạch carbon hoàn toàn (carbon-backbone polymer) với cấu trúc lặp lại: –[CH₂–CH(CH₃)]ₙ–. Đặc điểm phân tử quyết định khả năng kháng hóa chất:
- Không có nhóm chức phân cực (non-polar backbone): Mạch carbon thuần túy không có nhóm ester (–COO–), nhóm amid (–CO–NH–), nhóm hydroxyl (–OH), hay nhóm ether (–O–) vốn dễ bị thủy phân bởi axit và kiềm. Đây là lý do PP vượt trội so với Nylon (polyamide), Polyester (PET) hay Polycarbonate (PC) trong môi trường ăn mòn.
- Mật độ electron thấp, không có tâm tấn công electrophilic: Axit vô cơ tấn công theo cơ chế proton hóa (protonation) các tâm nucleophilic. PP không có tâm nucleophilic dễ tiếp cận (so sánh với nhựa epoxy có nhiều nhóm hydroxyl bậc hai).
- Độ tinh thể cao (50–70%): Vùng tinh thể (crystalline region) của PP tạo ra hàng rào khuếch tán (diffusion barrier) vật lý ngăn cản phân tử hóa chất thấm vào bulk polymer. Hệ số khuếch tán (diffusion coefficient) của axit/kiềm qua PP tinh thể thấp hơn nhiều lần so với PP vô định hình.
- Tính kỵ nước (hydrophobic character): Bề mặt PP có góc tiếp xúc nước (water contact angle) θ ≈ 95–105°, nghĩa là nước và dung dịch nước có xu hướng không thấm ướt bề mặt PP, hạn chế tiếp xúc hóa chất ở cấp độ phân tử.
2.2. Cơ Chế Tấn Công Hóa Học Của Axit Vô Cơ Lên Vật Liệu PP
Dù PP kháng axit tốt, các cơ chế tấn công sau vẫn tồn tại và có thể gây hư hỏng trong điều kiện nhất định:
2.2.1. Oxy Hóa Mạch Polymer (Oxidative Chain Degradation)
Đây là cơ chế nguy hiểm nhất, xảy ra khi PP tiếp xúc với các axit có tính oxy hóa mạnh (oxidizing acids). Phản ứng theo cơ chế gốc tự do (free radical mechanism):
| Cơ chế oxy hóa PP (Thermo-oxidative degradation):
Bước 1 – Khởi đầu (Initiation): Tác nhân oxy hóa (HNO₃ đậm đặc, H₂O₂ nồng độ cao, axit peracetic, dung dịch Cl₂) tạo gốc tự do trên mạch PP tại vị trí carbon thứ ba (tertiary carbon – –CH(CH₃)–). Bước 2 – Lan truyền (Propagation): Gốc peroxy (ROO•) hình thành, tiếp tục tấn công mạch polymer lân cận, tạo hydroperoxide (ROOH) và phát sinh thêm gốc tự do. Bước 3 – Phân cắt mạch (Chain scission): ROOH phân hủy thành carbonyl (C=O) và hydroxyl (–OH), dẫn đến phân cắt mạch polymer (β-scission), giảm khối lượng phân tử trung bình (Mw), biểu hiện là: bề mặt bị giòn, nứt tế vi, màu vàng/nâu hóa. |
Tốc độ oxy hóa tăng mạnh theo nhiệt độ (Arrhenius behavior): tăng 10°C → tốc độ phản ứng tăng 2–3 lần. Vì vậy bồn PP chứa axit oxy hóa ở nhiệt độ 60°C có thể hư hỏng nhanh gấp 4–9 lần so với cùng điều kiện hóa chất ở 40°C.
2.2.2. Thấm Hút (Absorption/Swelling)
Mặc dù độ hấp thụ nước của PP rất thấp (< 0,03% theo ISO 62), một số hóa chất hữu cơ và dung môi cực tính vừa có thể thấm vào vùng vô định hình (amorphous region) của PP, gây trương phồng (swelling) và làm giảm độ bền cơ học. Tuy nhiên, với hầu hết axit vô cơ và kiềm vô cơ nồng độ điển hình, hiện tượng này không đáng kể.
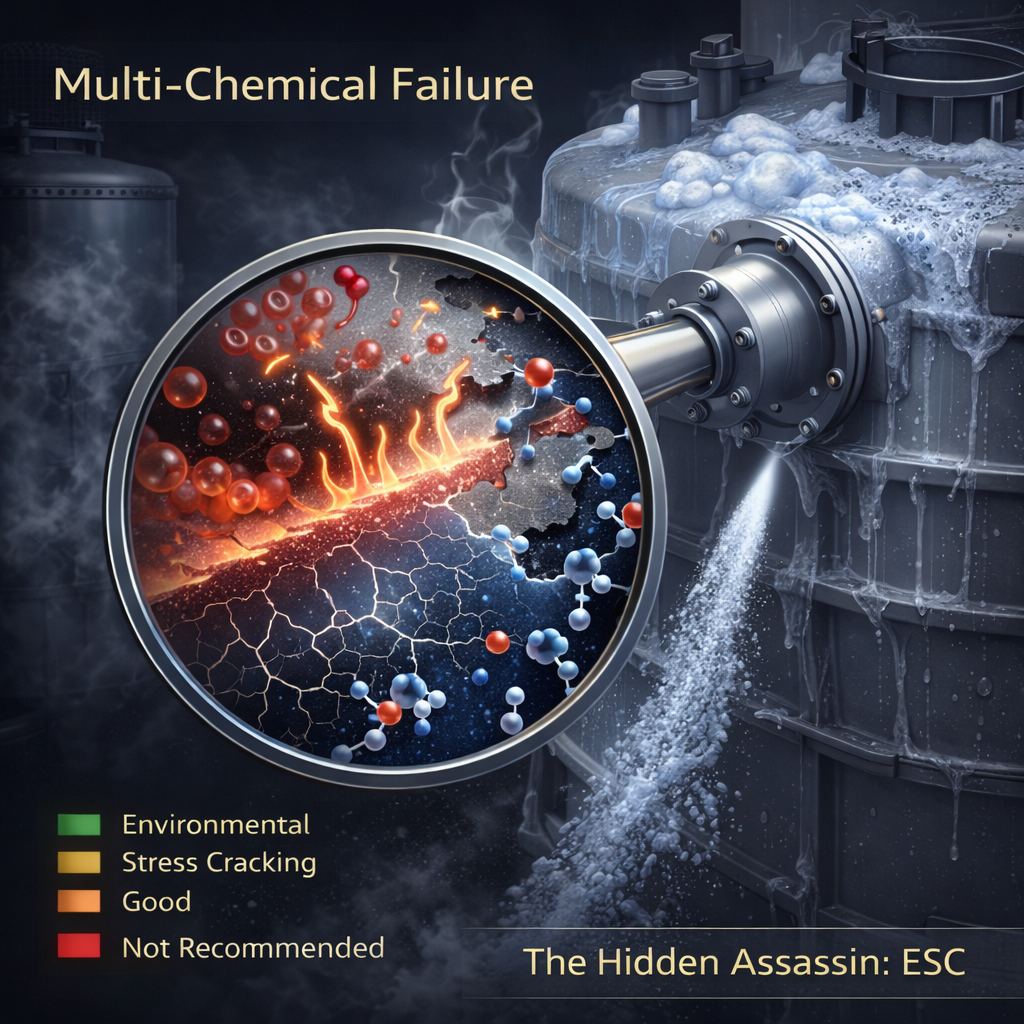
2.2.3. Ứng Suất Môi Trường Nứt (Environmental Stress Cracking – ESC)
ESC là cơ chế nguy hiểm và thường bị bỏ qua trong thực tiễn vận hành bồn PP chứa hóa chất:
| ⚡ ESC – HIỂM HỌA ẨN CỦA BỒN PP CHỨA CHẤT HOẠT ĐỘNG BỀ MẶT
ESC xảy ra khi PP đồng thời chịu: (1) ứng suất cơ học – dù thấp hơn giới hạn chảy (yield stress); VÀ (2) tác nhân hóa học làm giảm năng lượng bề mặt PP (surface-active agents). Các tác nhân ESC phổ biến trong môi trường công nghiệp: chất tẩy rửa, surfactant, glycol, dầu mỏ mạch dài, và thậm chí một số axit hữu cơ nồng độ thấp. ESC diễn biến chậm, có thể mất nhiều tháng đến vài năm trước khi biểu hiện nứt vỡ đột ngột mà không có dấu hiệu cảnh báo rõ ràng. |
2.3. Cơ Chế Tương Tác Của Kiềm Mạnh Với PP
Kiềm mạnh (NaOH, KOH) nhìn chung ít tấn công PP hơn so với axit oxy hóa. Tuy nhiên, cần nhận thức rõ các cơ chế sau:
- Xà phòng hóa không xảy ra với PP: Khác với polyester hay polycarbonate, PP không có liên kết ester trong mạch chính, do đó không bị thủy phân – xà phòng hóa (saponification) bởi kiềm. Đây là ưu điểm lớn của PP so với nhiều polymer khác.
- Bề mặt kiềm hóa tạo nhóm phân cực: Kiềm mạnh đậm đặc (NaOH > 50%) ở nhiệt độ cao có thể oxy hóa nhẹ bề mặt PP, tạo ra một số nhóm carbonyl và carboxyl, làm giảm nhẹ tính kỵ nước bề mặt. Tuy nhiên, quá trình này rất chậm và tác động thực tế không đáng kể trong điều kiện nhiệt độ bình thường.
- Kiềm + chất tẩy rửa + ứng suất = nguy cơ ESC cao: Trong công nghiệp xi mạ, dung dịch làm sạch kiềm (alkaline cleaning solution) thường chứa thêm surfactant, tạo điều kiện hoàn hảo cho ESC trên bồn PP đang chịu tải thủy tĩnh.
- Nhiệt độ là biến số nguy hiểm nhất với kiềm: NaOH 30% ở 20°C – an toàn hoàn toàn cho PP. NaOH 30% ở 90°C – đã ở vùng giới hạn an toàn, tốc độ creep tăng mạnh, ứng suất cho phép giảm 60–70%. Đây là bẫy phổ biến nhất trong thực tế.
III. ĐÁNH GIÁ KHOA HỌC: PP AN TOÀN VỚI TỪNG LOẠI AXIT/KIỀM – MỨC ĐỘ NÀO?
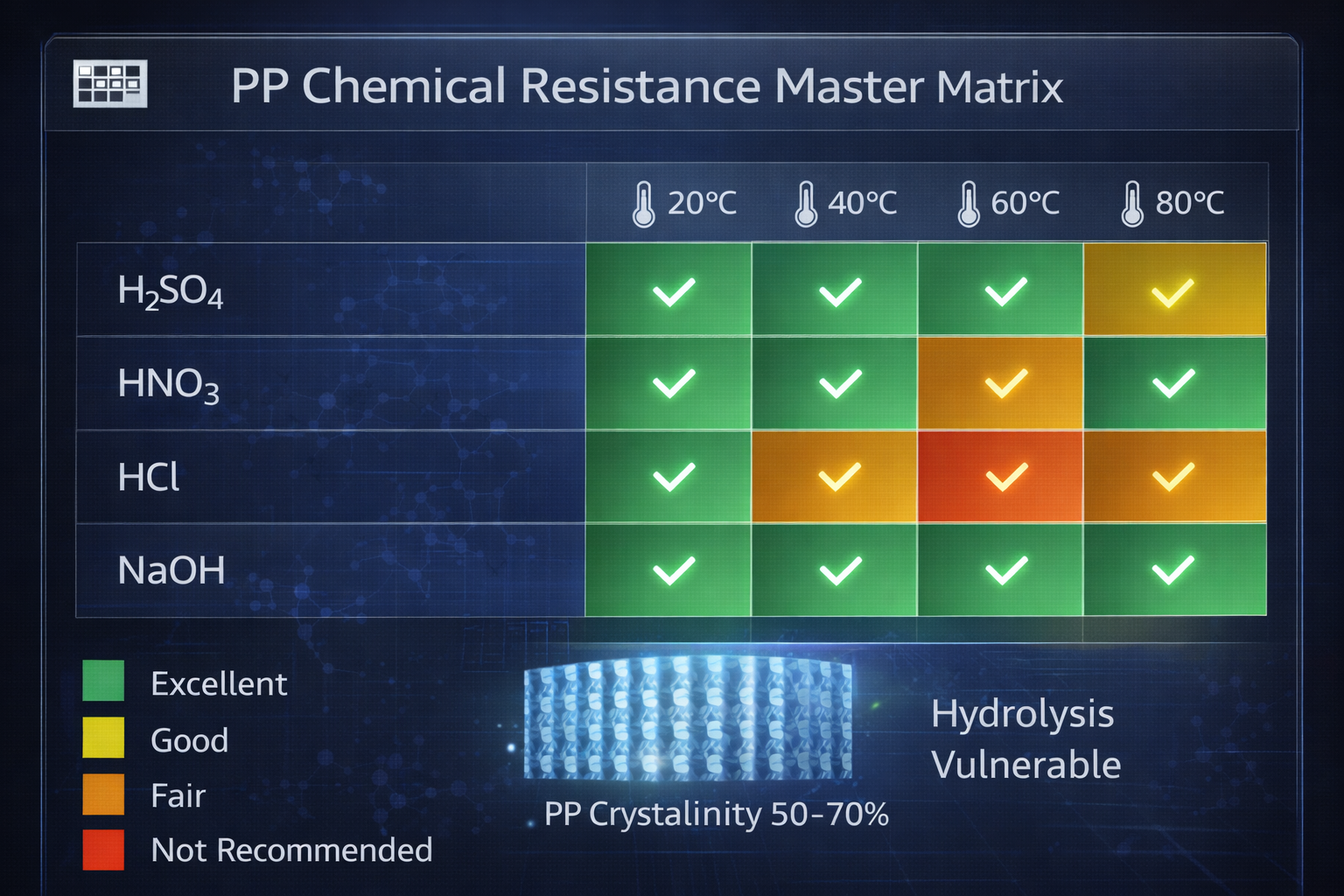
3.1. Bảng Đánh Giá Kháng Hóa Chất PP Theo Khoa Học – Có Kèm Cơ Chế
Bảng đánh giá dưới đây sử dụng hệ thống phân loại 4 cấp: E = Xuất sắc (Excellent), G = Tốt (Good), F = Trung bình (Fair – cần kiểm tra định kỳ chặt chẽ), N = KHÔNG khuyến dùng (Not Recommended). Màu sắc ô được mã hóa theo mức độ rủi ro.
| Hóa chất | Nồng độ | 20°C | 40°C | 60°C | 80°C | Cơ chế giới hạn / Rủi ro chính |
| ─── NHÓM AXIT VÔ CƠ ─── | ||||||
| Axit Sulfuric H₂SO₄ | Đến 70% | E | E | G | F | Trên 70%: H₂SO₄ bắt đầu oxy hóa nhẹ mạch PP |
| Axit Sulfuric H₂SO₄ | 70–98% | G | F | KHÔNG | KHÔNG | H₂SO₄ đậm đặc/bốc khói: oxy hóa mạnh, phân hủy PP |
| Axit Hydrochloric HCl | Toàn bộ nồng độ | E | E | E | G | HCl không oxy hóa – an toàn nhất trong nhóm axit vô cơ |
| Axit Phosphoric H₃PO₄ | Đến 85% | E | E | E | G | Axit yếu, không oxy hóa, rất tương thích PP |
| Axit Nitric HNO₃ | Đến 10% | E | G | G | F | Nồng độ thấp – rủi ro oxy hóa chấp nhận được |
| Axit Nitric HNO₃ | 10–30% | G | G | F | KHÔNG | Tăng tốc oxy hóa mạch PP rõ rệt |
| Axit Nitric HNO₃ | Trên 30% | F | KHÔNG | KHÔNG | KHÔNG | NGUY HIỂM: oxy hóa cực mạnh, phân hủy PP nhanh |
| Axit Hydrofluoric HF | Đến 40% | E | G | F | KHÔNG | PP chống HF loãng tốt, nhưng HF đậm đặc ở nhiệt độ cao tấn công bề mặt |
| Axit Acetic CH₃COOH | Đến 100% | E | G | G | F | Axit hữu cơ mạch ngắn – nguy cơ ESC nhẹ ở nồng độ cao |
| Axit Formic HCOOH | Đến 50% | G | G | F | KHÔNG | Axit hữu cơ nhỏ – thấm vào vùng amorphous PP ở nhiệt độ cao |
| Axit Chromic H₂CrO₄ | Đến 50% | F | F | KHÔNG | KHÔNG | Chất oxy hóa cực mạnh – dùng PP rủi ro cao, ưu tiên PVDF/FRP |
| Hỗn hợp Aqua Regia | Tất cả | KHÔNG | KHÔNG | KHÔNG | KHÔNG | HNO₃ + HCl – oxy hóa cực kỳ mạnh, phá hủy PP ngay lập tức |
| ─── NHÓM KIỀM VÔ CƠ ─── | ||||||
| Natri Hydroxide NaOH | Đến 30% | E | E | G | F | Kiềm vô cơ không oxy hóa – PP chịu tốt, giới hạn là nhiệt độ |
| Natri Hydroxide NaOH | 30–50% | E | G | G | KHÔNG | Nồng độ cao + nhiệt độ cao: tăng tốc creep, bề mặt kiềm hóa nhẹ |
| Kali Hydroxide KOH | Đến 50% | E | E | G | F | Tương đương NaOH – an toàn trong giới hạn nhiệt độ |
| Amoniac NH₃ (dung dịch) | Đến 28% | E | G | F | KHÔNG | Dung dịch NH₃ loãng an toàn; amoniac khan – kiểm tra riêng |
| Natri Carbonate Na₂CO₃ | Đến bão hòa | E | E | E | G | Kiềm yếu, không oxy hóa – rất tương thích PP |
| Natri Hypochlorite NaOCl | Đến 15% | G | G | F | KHÔNG | Cl⁻ và OCl⁻ có tính oxy hóa – theo dõi chặt, kiểm tra định kỳ |
| ─── NHÓM MUỐI VÀ HÓA CHẤT KHÁC ─── | ||||||
| FeCl₃, AlCl₃, CuSO₄ | Tất cả nồng độ | E | E | G | F | Muối kim loại trong dung môi nước – tương thích tốt |
| Hydrogen Peroxide H₂O₂ | Đến 30% | G | F | KHÔNG | KHÔNG | H₂O₂ là chất oxy hóa mạnh – rủi ro phân hủy PP tăng theo nồng độ và nhiệt độ |
| Dung môi clo hóa (CHCl₃, CCl₄) | Tất cả | KHÔNG | KHÔNG | KHÔNG | KHÔNG | Thấm vào PP, gây trương nở và mất cơ tính – không bao giờ dùng PP |
| Hydrocarbon mạch thẳng | Tất cả | F | KHÔNG | KHÔNG | KHÔNG | Khuếch tán vào vùng amorphous – PP không phù hợp chứa dung môi hữu cơ |
3.2. Phân Tích Chuyên Sâu Từng Trường Hợp Nguy Hiểm Cao
3.2.1. Axit Nitric (HNO₃) – Trường Hợp Cần Thận Trọng Đặc Biệt
HNO₃ là ví dụ điển hình nhất minh họa sự nguy hiểm tiềm ẩn khi hiểu sai về khả năng kháng hóa chất của PP:
- HNO₃ < 10% ở nhiệt độ phòng: An toàn – PP kháng tốt trong ứng dụng này (ví dụ: tẩy gỉ thép nhẹ, làm sạch PCB nồng độ thấp).
- HNO₃ 10–30% ở 40–60°C: Nguy hiểm tiềm ẩn – Nhiều cơ sở công nghiệp sử dụng bồn PP trong điều kiện này và không quan sát thấy vấn đề ngay lập tức. Tuy nhiên, lão hóa tích lũy (cumulative degradation) đang diễn ra và có thể dẫn đến thất bại đột ngột sau 2–5 năm.
- HNO₃ > 30% hoặc HNO₃ bốc khói (fuming HNO₃): KHÔNG được phép chứa trong bồn PP dưới bất kỳ hoàn cảnh nào. Phản ứng oxy hóa diễn ra ngay lập tức, bề mặt PP bị tấn công trực tiếp.
| ⛔ SỰ CỐ THỰC TẾ ĐÃ GHI NHẬN – HNO₃ VÀ BỒN PP
Nhiều sự cố rò rỉ và vỡ bồn PP chứa HNO₃ đã được ghi nhận trong ngành công nghiệp điện tử và mạ kim loại tại các nước phát triển. Điểm chung: bồn PP ban đầu sử dụng cho HNO₃ nồng độ thấp, sau đó nồng độ tăng dần theo yêu cầu sản xuất mà không đánh giá lại khả năng tương thích. Hư hỏng thường xảy ra tại mối hàn (điểm yếu nhất) và tại vùng ứng suất tập trung quanh nozzle. |
3.2.2. Axit Sulfuric H₂SO₄ – Ranh Giới Nguy Hiểm Tại Nồng Độ 70%
H₂SO₄ là minh họa sắc nét về khái niệm “ngưỡng tương thích” (compatibility threshold) – dưới ngưỡng này PP an toàn, trên ngưỡng này PP bị tấn công mạnh:
- H₂SO₄ ≤ 50%: PP kháng xuất sắc. Cơ chế: H₂SO₄ loãng là chất điện phân nhưng không có tính oxy hóa đủ mạnh để tấn công mạch carbon của PP.
- H₂SO₄ 50–70%: PP kháng tốt ở nhiệt độ phòng. Cần tăng tần suất kiểm tra định kỳ và không vận hành ở nhiệt độ > 40°C.
- H₂SO₄ > 70%: Tính oxy hóa của H₂SO₄ tăng mạnh phi tuyến tính theo nồng độ. Khuyến cáo không sử dụng bồn PP. Thay thế bằng bồn FRP/PVDF liner hoặc bình thép không gỉ đặc biệt.
- H₂SO₄ bốc khói (oleum, SO₃ > 20%): Cực kỳ nguy hiểm – không bao giờ dùng PP. Phá hủy tức thì theo cơ chế oxy hóa – sulfonation.
| Nồng độ H₂SO₄ | Tính chất hóa học chủ đạo | Đánh giá an toàn PP 20°C | Đánh giá an toàn PP 60°C | Vật liệu thay thế nếu cần |
| < 10% | Axit loãng, điện phân yếu | E – An toàn hoàn toàn | E – An toàn | Không cần thay thế |
| 10 – 50% | Axit trung bình, oxy hóa không đáng kể | E – An toàn | G – An toàn với giám sát | Không cần thay thế |
| 50 – 70% | Oxy hóa nhẹ bắt đầu tăng | G – Cần kiểm tra định kỳ | F – Thận trọng cao | PVDF nếu nhiệt độ > 50°C |
| 70 – 85% | Oxy hóa trung bình – mạnh | F – Rủi ro dài hạn | KHÔNG – Nguy hiểm | PVDF, FRP với liner PTFE |
| 85 – 98% | Oxy hóa mạnh, tính hydrat hóa cực cao | KHÔNG – Phân hủy PP | KHÔNG – Phân hủy tức thì | Thép C276, PTFE-lined vessel |
| Oleum > 20% SO₃ | Siêu oxy hóa, sulfonation agent | KHÔNG – Không bao giờ | KHÔNG – Không bao giờ | Thép hợp kim đặc biệt, thủy tinh borosilicate |
3.2.3. Kiềm NaOH/KOH – Thách Thức Không Phải Từ Hóa Chất Mà Từ Nhiệt Độ
Điểm đặc biệt của nhóm kiềm mạnh: PP kháng kiềm vô cơ rất tốt về mặt hóa học, nhưng nhiệt độ vận hành cao (thường gặp trong các quy trình kiềm nóng như nấu kiềm, tẩy dầu kiềm nóng, pha chế dung dịch NaOH từ xút rắn có tỏa nhiệt) mới là yếu tố gây ra phần lớn sự cố:
- Pha chế NaOH từ xút rắn: Hòa tan NaOH pellet/flake vào nước là phản ứng tỏa nhiệt mạnh (ΔH_dissolution ≈ -44 kJ/mol). 50kg NaOH hòa tan vào 200L nước có thể tăng nhiệt độ dung dịch lên 70–85°C nếu không kiểm soát. Bồn PP chứa dung dịch NaOH 25–30% ở 80°C đang vận hành gần giới hạn an toàn vật liệu.
- Quy trình tẩy dầu kiềm nóng (hot alkaline degreasing): 60–80°C, NaOH 5–15% + surfactant. Đây là điều kiện gần lý tưởng cho ESC – nhiệt độ cao làm mềm PP, surfactant giảm năng lượng bề mặt, ứng suất thủy tĩnh của bể kiềm tạo tải trọng liên tục.
- Dung dịch KOH điện phân (electrolytic KOH): Nhiệt độ vận hành 40–70°C, KOH 20–40%. Bồn PP phù hợp nếu nhiệt độ không vượt 60°C và không có ứng suất cơ học bổ sung từ bình điện phân gắn vào thành bồn.
IV. CÁC YẾU TỐ RỦI RO THỰC TẾ – VÌ SAO BỒN PP “ĐÚNG CHUẨN” VẪN CÓ THỂ GÂY SỰ CỐ?
4.1. Sai Lầm Phổ Biến Nhất: Không Tính Đến Điều Kiện Worst-Case
Phần lớn sự cố bồn PP chứa axit/kiềm bắt nguồn từ sự chênh lệch giữa điều kiện thiết kế (design condition) và điều kiện vận hành thực tế (actual operating condition). Bảng phân tích các sai lầm điển hình:
| Sai lầm kỹ thuật | Cơ chế dẫn đến sự cố | Mức độ rủi ro | Biện pháp phòng ngừa |
| Chỉ kiểm tra kháng hóa chất ở 20°C nhưng vận hành ở 50–70°C | Ứng suất cho phép giảm 40–60%, creep tăng mạnh – dẫn đến phình biến dạng và nứt | Rất cao | Xác nhận điều kiện worst-case T_max trước khi chọn bồn |
| Dùng bồn PP chứa hỗn hợp axit + chất hoạt động bề mặt (surfactant) | ESC – nứt chậm không có cảnh báo, có thể thất bại sau 6–18 tháng | Rất cao | Kiểm tra ESC theo ISO 4600 / ASTM D1693 với hỗn hợp thực tế |
| Nồng độ hóa chất tăng dần theo thời gian do bay hơi nước | Nồng độ vượt ngưỡng thiết kế không kiểm soát | Cao | Lắp bộ đo nồng độ (conductivity meter), kiểm tra định kỳ |
| Tăng nồng độ hóa chất vì yêu cầu sản xuất mà không đánh giá lại bồn | Bồn thiết kế cho nồng độ A bị dùng cho nồng độ B > A | Rất cao | Bắt buộc re-assessment kỹ thuật khi thay đổi hóa chất/nồng độ |
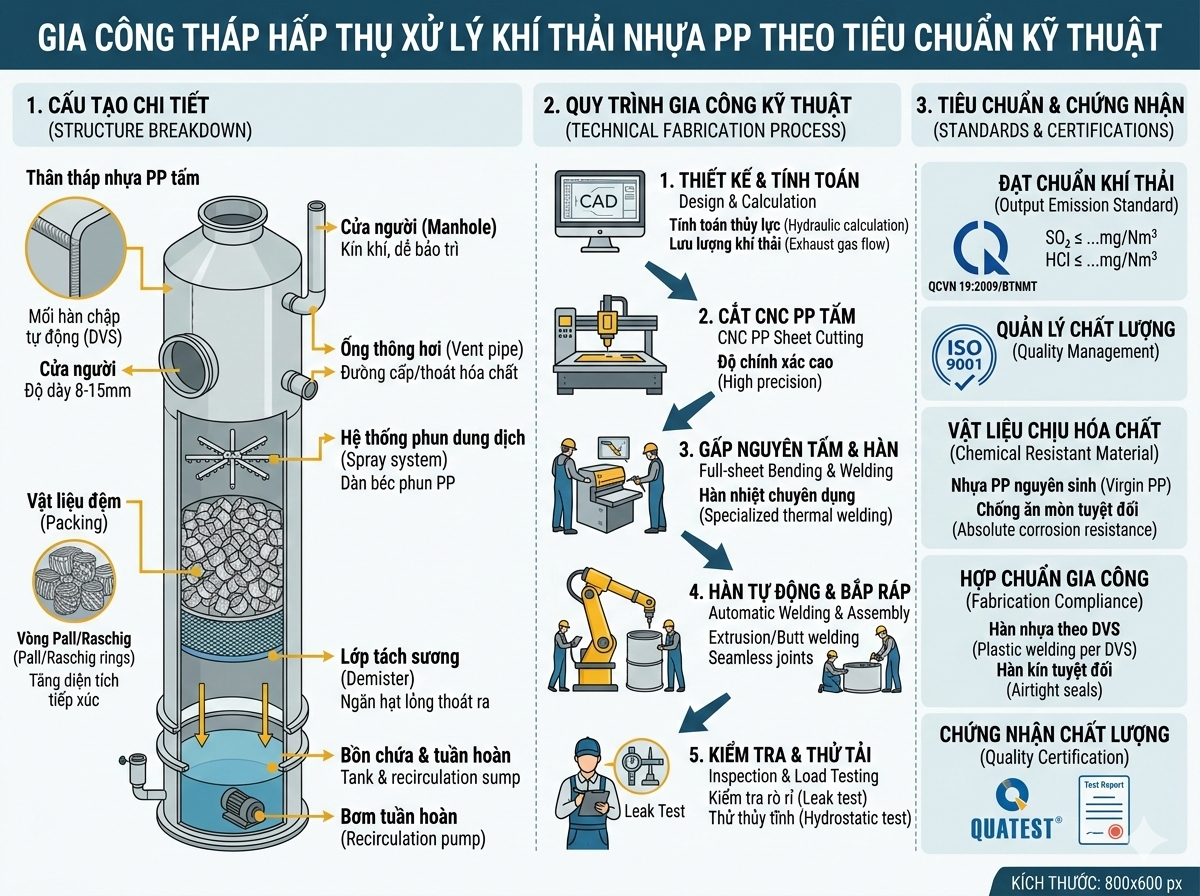
| Hàn vá sửa chữa không đúng kỹ thuật | Mối hàn vá có WF thấp tạo điểm yếu, rò rỉ ở áp lực/nhiệt độ cao | Cao | Chỉ hàn sửa chữa bởi thợ hàn PP chứng chỉ, kiểm tra NDT sau hàn |
| Lắp đường ống cứng kết nối trực tiếp vào bồn PP không có compensator | Ứng suất nhiệt từ giãn nở ống tập trung vào nozzle PP – nứt thân bồn quanh nozzle | Cao | Thiết kế expansion loop hoặc flexible connection tại mọi kết nối ống |
| Bồn PP chứa kiềm nóng đặt gần nguồn nhiệt (lò, ống hơi) | Nhiệt độ cục bộ vượt T_max thiết kế, gây biến dạng vĩnh cửu thân bồn | Trung bình–Cao | Cách ly nhiệt nguồn, lắp nhiệt kế giám sát liên tục |
| Bỏ qua kiểm tra định kỳ đo chiều dày UTT | Chiều dày giảm dần không được phát hiện cho đến khi rò rỉ/vỡ | Cao | Đo UTT 6 tháng/lần, lập bản đồ điểm đo theo dõi xu hướng |
4.2. Rủi Ro Từ Chất Lượng Chế Tạo – Không Phải Mọi Bồn PP Là Như Nhau
Một sai lầm phổ biến trong thực tiễn mua sắm: đánh đồng mọi “bồn PP” có chất lượng tương đương nhau. Thực tế, chất lượng bồn PP phụ thuộc rất nhiều vào trình độ kỹ thuật của đơn vị chế tạo:
| Yếu tố chất lượng chế tạo | Bồn PP chất lượng thấp | Bồn PP chất lượng kỹ thuật chuẩn | Hậu quả nếu dùng bồn chất lượng thấp |
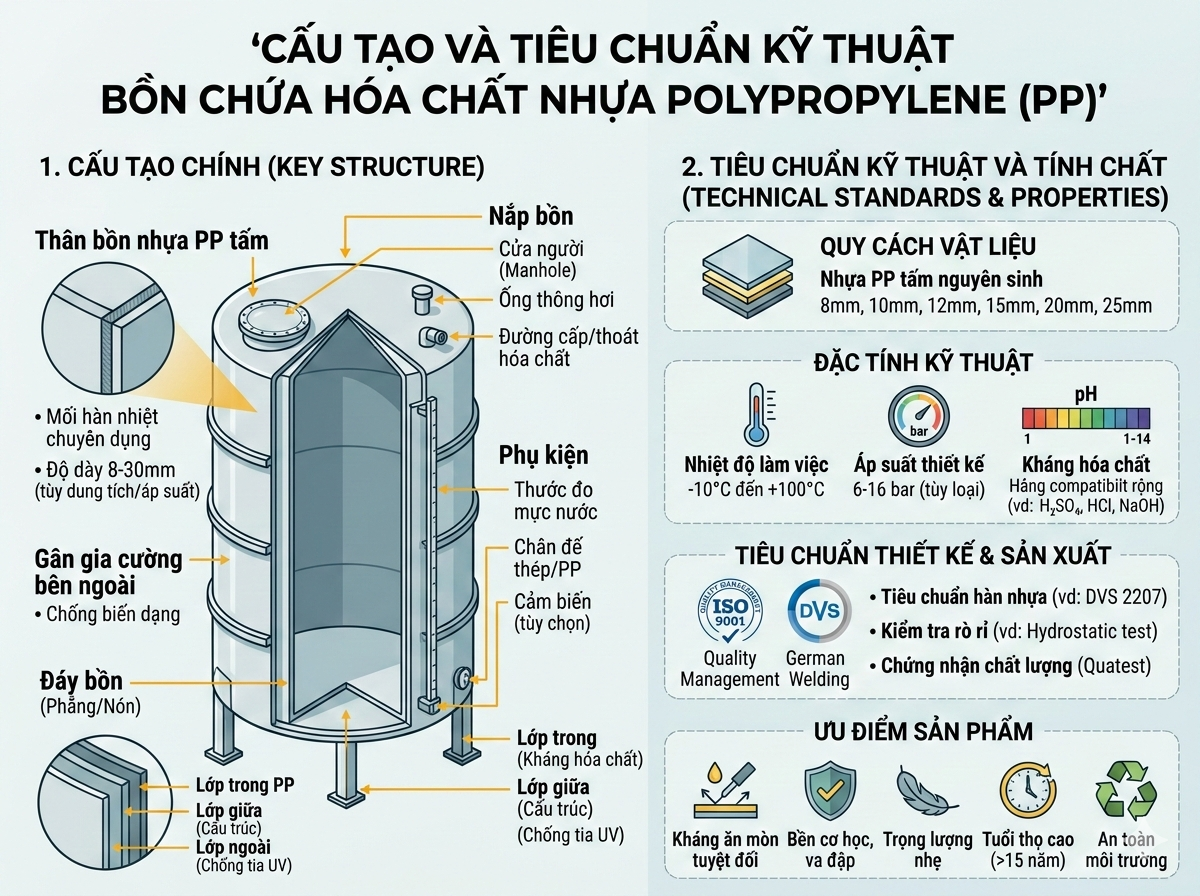
| Nguyên liệu PP | PP tái sinh hoặc grade không rõ nguồn gốc | PP virgin grade, có MTC xác nhận | Suy giảm cơ tính không dự đoán được, thất bại sớm |
| Chất ổn định UV | Không có hoặc không đủ hàm lượng HALS | ≥ 0,3–0,5% HALS theo trọng lượng | Bồn ngoài trời lão hóa sau 1–2 năm, giòn vỡ |
| Kỹ thuật hàn | Thợ hàn không chứng chỉ, thông số hàn tùy ý | Thợ hàn DVS 2212, WPS kiểm soát | Hệ số mối hàn WF < 0,5 – điểm yếu phá hoại bồn |
| Chiều dày thành | Chiều dày tùy ý, không tính toán | Tính toán theo DVS 2205, có dư an toàn | Chiều dày không đủ → phình, biến dạng, nứt |
| Kiểm tra nghiệm thu | Không kiểm tra NDT, không thử áp lực | NDT 100% mối hàn, thử thủy tĩnh có biên bản | Mối hàn kém chất lượng chỉ phát hiện khi sự cố xảy ra |
| Hồ sơ kỹ thuật | Không có hoặc rất sơ sài | Design calculation, weld records, MTC đầy đủ | Không có cơ sở để đánh giá an toàn và tuổi thọ |
| ⚡ DẤU HIỆU NHẬN BIẾT BỒN PP CHẤT LƯỢNG THẤP
Cảnh giác với: giá bán thấp bất thường (< 60% giá thị trường); không cung cấp được chứng chỉ vật liệu (MTC); không có hồ sơ hàn (weld records); không thực hiện thử áp lực trước giao hàng; không nêu rõ tiêu chuẩn thiết kế áp dụng; chiều dày thành bồn đồng đều bất thường (không tăng ở đáy theo tính toán áp lực thủy tĩnh). Các dấu hiệu này cho thấy bồn không được thiết kế và chế tạo đúng kỹ thuật. |
4.3. Rủi Ro Từ Tương Tác Đa Hóa Chất (Multi-Chemical Exposure)
Trong thực tế vận hành công nghiệp, bồn PP hiếm khi chứa một hóa chất duy nhất trong suốt vòng đời. Các rủi ro từ tương tác đa hóa chất thường bị bỏ qua:
- Sử dụng chung bồn cho nhiều loại hóa chất (sequential use): Dư lượng hóa chất từ lần dùng trước có thể phản ứng với hóa chất tiếp theo, tạo ra sản phẩm trung gian có tính oxy hóa mạnh hơn hoặc tính ESC cao hơn cả hai thành phần riêng lẻ.
- Hóa chất làm vệ sinh bồn (cleaning chemicals): Nhiều đơn vị dùng NaOH + chất tẩy rửa để vệ sinh bồn PP vốn đang chứa axit. Sự kết hợp surfactant + ứng suất nhiệt từ dung dịch vệ sinh nóng + ứng suất dư trong thành bồn là điều kiện lý tưởng gây ESC ngay trong quá trình vệ sinh.
- Hơi hóa chất ăn mòn từ bồn lân cận: Hơi HCl, HF, hoặc Cl₂ từ bồn/thiết bị kế cận tác động lên bề mặt ngoài bồn PP đang chịu tải thủy tĩnh bên trong – tạo ứng suất bên ngoài và bên trong đồng thời, tăng nguy cơ ESC đáng kể.
V. GIỚI HẠN AN TOÀN TUYỆT ĐỐI – CÁC ĐIỀU KIỆN PP KHÔNG BAO GIỜ ĐÁP ỨNG
5.1. Bảng Điều Kiện Tuyệt Đối Không Sử Dụng Bồn PP
Dưới đây là danh sách tuyệt đối (absolute exclusion list) các điều kiện không được dùng bồn PP dưới bất kỳ hoàn cảnh nào, dù nhà cung cấp có khuyến cáo thế nào:
| ⛔ ĐIỀU KIỆN TUYỆT ĐỐI KHÔNG DÙNG BỒN PP – LOẠI TRỪ HOÀN TOÀN
1. HNO₃ > 30% ở bất kỳ nhiệt độ nào; hoặc HNO₃ bất kỳ nồng độ ở nhiệt độ > 60°C 2. H₂SO₄ > 70% ở bất kỳ nhiệt độ nào; hoặc Oleum (H₂SO₄ + SO₃ tự do) 3. Axit Chromic H₂CrO₄ bất kỳ nồng độ nào ở nhiệt độ > 40°C 4. Hỗn hợp Aqua Regia (HCl + HNO₃) hoặc bất kỳ tổ hợp axit oxy hóa mạnh 5. Dung môi clo hóa: CHCl₃, CH₂Cl₂, CCl₄, TCE, PCE – bất kỳ nồng độ nào 6. Dung môi thơm: benzen, toluen, xylen, styrene – bất kỳ nồng độ nào 7. Axit HF > 40% ở nhiệt độ > 40°C 8. H₂O₂ > 30% ở bất kỳ nhiệt độ nào; H₂O₂ bất kỳ nồng độ ở T > 50°C 9. NaOH/KOH bất kỳ nồng độ ở nhiệt độ > 80°C liên tục 10. Bất kỳ hóa chất nào ở áp suất vận hành > 0,5 MPa (5 bar) mà không có tính toán kỹ thuật riêng |
5.2. Vật Liệu Thay Thế PP Khi Vượt Giới Hạn
Khi điều kiện vận hành vượt ngoài khả năng của PP, các vật liệu thay thế sau đây được xem xét theo thứ tự ưu tiên kỹ thuật-kinh tế:
| Vật liệu thay thế | Ưu điểm so với PP | Nhược điểm / Giới hạn | Ứng dụng điển hình thay thế PP |
| PVDF (Polyvinylidene fluoride) | Chịu axit oxy hóa mạnh, T_max 150°C, kháng dung môi tốt hơn | Chi phí cao gấp 4–8 lần PP, gia công khó hơn | HNO₃ > 30%, H₂SO₄ > 70%, HF, H₂O₂ đậm đặc |
| PTFE (Teflon) liner + vỏ FRP | Kháng hóa chất gần như tuyệt đối (universal resistance) | Không hàn được (thiêu kết), chi phí rất cao | Aqua Regia, axit oxy hóa cực mạnh, dung môi mọi loại |
| FRP (GRP) + liner nhựa nhiệt rắn | Độ bền cơ học cao, T_max 120°C, linh hoạt thiết kế | Sửa chữa khó, liner có thể tách lớp, không hàn nhiệt | H₂SO₄ đậm đặc, NaOH nóng, môi trường ăn mòn khắc nghiệt |
| Thép C276 / Hastelloy | Chịu nhiệt độ cực cao, chịu axit oxy hóa mạnh nhất | Rất đắt, nặng, phải hàn bởi thợ hàn chứng chỉ đặc biệt | Oleum, HCl đậm đặc nóng, môi trường halogen |
| Thép không gỉ SS316L | Cơ tính cao, T_max > 300°C, dễ chế tạo, chứng nhận rộng rãi | Bị tấn công bởi HCl, HF, Cl⁻ nồng độ cao – corrosion SCC | Kiềm mạnh nóng, H₃PO₄, H₂SO₄ loãng không có Cl⁻ |
| HDPE (High Density PE) | Rẻ hơn PP, kháng hóa chất tương đương, T_max 60°C | T_max thấp hơn PP đáng kể, creep cao hơn PP | Axit/kiềm ở nhiệt độ thường (< 50°C) khi không gian chật |
VI. PHƯƠNG PHÁP ĐÁNH GIÁ AN TOÀN ĐỊNH LƯỢNG BỒN PP CHỨA AXIT/KIỀM
6.1. Chỉ Số An Toàn Tổng Hợp (Composite Safety Index – CSI)
Để đánh giá mức độ an toàn của một bồn PP trong ứng dụng cụ thể một cách có hệ thống, phương pháp Chỉ Số An Toàn Tổng Hợp (CSI) được đề xuất như sau:
| CSI = C_chem × C_temp × C_fab × C_maint × C_stress
C_chem (Hệ số hóa chất): E=1,0 · G=0,85 · F=0,65 · N=0 (theo bảng kháng hóa chất) C_temp (Hệ số nhiệt độ): Lấy từ hệ số C_T theo DVS 2205 tại nhiệt độ vận hành max C_fab (Hệ số chế tạo): Bồn chứng chỉ đầy đủ=1,0 · Bồn có hồ sơ cơ bản=0,80 · Bồn không rõ nguồn gốc=0,50 C_maint (Hệ số bảo trì): Bảo trì đầy đủ theo khuyến nghị=1,0 · Bảo trì không đều=0,80 · Không bảo trì=0,55 C_stress (Hệ số ứng suất): Không có ứng suất bổ sung=1,0 · Có ứng suất từ ống dẫn/thiết bị=0,85 · Ứng suất cao không xác định=0,65
CSI ≥ 0,70: An toàn · 0,50–0,70: Thận trọng, cần giám sát tăng cường · < 0,50: Nguy cơ cao, cần đánh giá lại toàn bộ |
Ví dụ ứng dụng CSI: Bồn PP chứa HNO₃ 20% (C_chem=0,85) ở 50°C (C_temp=0,68) từ nhà sản xuất có chứng chỉ (C_fab=1,0) với bảo trì đầy đủ (C_maint=1,0) và không có ứng suất bổ sung (C_stress=1,0):
CSI = 0,85 × 0,68 × 1,0 × 1,0 × 1,0 = 0,578 → Vùng THẬN TRỌNG – Cần giám sát tăng cường, đo UTT 3 tháng/lần, xem xét hạ nhiệt độ vận hành xuống 40°C để CSI cải thiện lên 0,68.
6.2. Quy Trình Đánh Giá An Toàn Trước Khi Đưa Bồn PP Vào Vận Hành
| Bước | Hoạt động đánh giá | Tài liệu / công cụ cần có | Tiêu chí thông qua |
| 1 | Xác nhận tính tương thích hóa chất – nồng độ – nhiệt độ | SDS hóa chất, bảng kháng hóa chất PP, DVS 2205 | Đánh giá ≥ G (Good) tại điều kiện worst-case |
| 2 | Kiểm tra chứng chỉ vật liệu và hồ sơ chế tạo | MTC nhà sản xuất PP, weld records, biên bản NDT | Có đầy đủ MTC và hồ sơ hàn nghiệm thu |
| 3 | Xác nhận chiều dày thành bồn đủ theo tính toán | Bảng tính DVS 2205 hoặc chứng chỉ thiết kế từ kỹ sư | Chiều dày đo được ≥ chiều dày tính toán yêu cầu |
| 4 | Kiểm tra đo chiều dày siêu âm (UTT baseline) | Máy UTT đã hiệu chuẩn, bản đồ điểm đo | Chiều dày thực tế ≥ chiều dày tối thiểu, không có điểm mỏng bất thường |
| 5 | Đánh giá hệ thống đường ống kết nối | Bản vẽ P&ID, kiểm tra thực địa | Có flexible connection hoặc expansion loop tại mọi kết nối cứng |
| 6 | Kiểm tra hệ thống giám sát vận hành | Cảm biến mức, nhiệt kế, alarm system | Đủ cảm biến, ngưỡng cảnh báo được cài đặt đúng |
| 7 | Thử áp lực / thử rò rỉ trước vận hành | Thiết bị thử áp lực, đồng hồ áp lực đã hiệu chuẩn | Không rò rỉ tại 1,1 × áp suất vận hành sau 2 giờ |
| 8 | Lập kế hoạch bảo trì và giám sát định kỳ | Kế hoạch bảo trì RBI (Risk-Based Inspection) | Tần suất kiểm tra phù hợp với điều kiện vận hành và CSI |
VII. THỰC HÀNH VẬN HÀNH AN TOÀN BỒN PP CHỨA AXIT/KIỀM
7.1. Quy Trình Vận Hành An Toàn – Standard Operating Procedure (SOP)
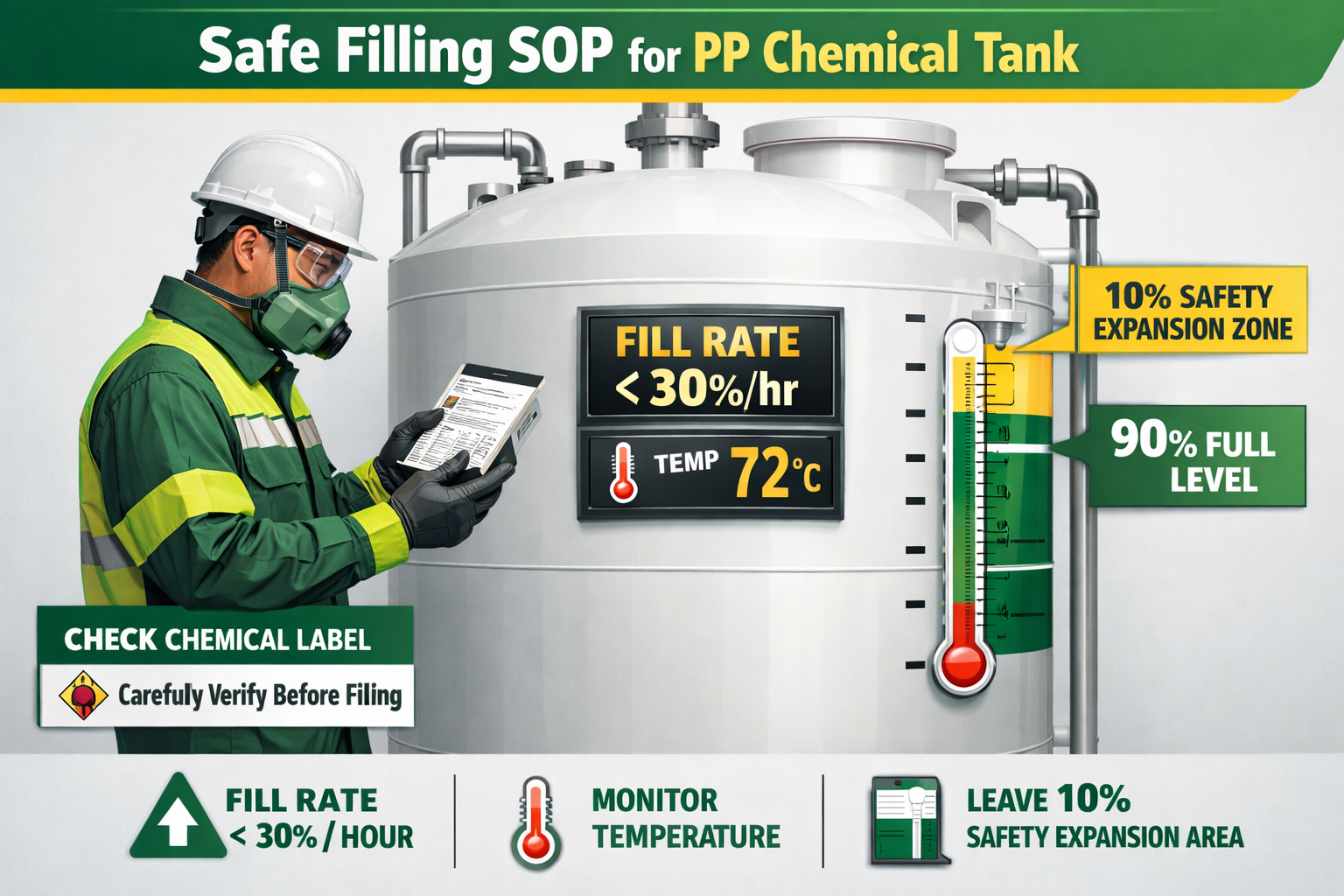
7.1.1. Quy Trình Nạp Hóa Chất Vào Bồn PP
- Kiểm tra nhận dạng hóa chất: Xác nhận tên, nồng độ, lô hàng trên nhãn bồn chứa hóa chất nguồn. Không bao giờ nạp hóa chất khi chưa xác nhận chính xác loại và nồng độ.
- Kiểm tra nhanh tình trạng bồn trước nạp: Quan sát ngoại quan bồn – không có vết nứt, biến dạng, đổi màu, hoặc rò rỉ từ đường hàn, nozzle. Kiểm tra mức hiện tại trong bồn.
- Kiểm soát tốc độ nạp (filling rate): Không nạp quá nhanh gây hiện tượng surge pressure (áp lực tức thời) và splashing hóa chất. Tốc độ nạp khuyến nghị: không vượt 30% dung tích bồn/giờ.
- Giám sát nhiệt độ khi nạp hóa chất phản ứng tỏa nhiệt (NaOH rắn, H₂SO₄ vào nước): Theo dõi nhiệt kế liên tục, dừng nạp nếu nhiệt độ vượt T_max thiết kế bồn.
- Mức nạp tối đa: Không vượt 90% dung tích bồn để duy trì khoảng trống giãn nở nhiệt (thermal expansion space) và vùng đệm an toàn.
7.1.2. Quy Trình Ứng Phó Sự Cố Rò Rỉ Bồn PP Chứa Axit/Kiềm
- Phát hiện rò rỉ nhỏ (drops/dribble): Cô lập ngay nguồn cấp hóa chất, thông báo người phụ trách an toàn. KHÔNG nạp thêm hóa chất. Sơ tán khu vực nếu hóa chất độc hại. Đánh giá vị trí và nguyên nhân rò rỉ trước khi thực hiện bất kỳ biện pháp sửa chữa nào.
- Phát hiện rò rỉ lớn / vỡ bồn: Kích hoạt quy trình ứng phó khẩn cấp (Emergency Response Plan – ERP), sơ tán toàn bộ khu vực, thông báo đội ứng phó sự cố hóa chất, kích hoạt secondary containment (bờ ngăn tràn). Không tiếp cận khu vực rò rỉ khi chưa mặc đầy đủ PPE (Personal Protective Equipment) cấp phù hợp.
- NGHIÊM CẤM hàn vá bồn PP khi vẫn còn hóa chất bên trong hoặc hơi hóa chất chưa được làm sạch hoàn toàn: Hơi axit/kiềm + nhiệt hàn tạo nguy cơ nổ và tạo khí độc hại.
7.2. Chương Trình Kiểm Tra Định Kỳ – Risk-Based Inspection (RBI)
Tần suất kiểm tra không nên cố định mà phải dựa trên mức độ rủi ro thực tế của từng bồn:
| Điều kiện vận hành (theo CSI) | Axit/kiềm điển hình | UTT đo chiều dày | Kiểm tra ngoại quan | Thử áp lực định kỳ |
| CSI ≥ 0,85 (rủi ro thấp) | HCl loãng, NaOH loãng/nguội, H₃PO₄ | 12 tháng/lần | Hàng tháng | 3–5 năm/lần |
| CSI 0,70–0,85 (rủi ro trung bình) | H₂SO₄ < 50%, NaOH 30% ở 50°C | 6 tháng/lần | 2 tuần/lần | 2–3 năm/lần |
| CSI 0,55–0,70 (rủi ro khá cao) | HNO₃ 10–25%, H₂SO₄ 50–70%, NaOCl | 3 tháng/lần | Hàng tuần | 1–2 năm/lần |
| CSI < 0,55 (rủi ro cao) | Gần giới hạn tương thích hoặc chất lượng bồn không đảm bảo | Hàng tháng | Hàng ngày | 6–12 tháng/lần |
| Bồn không rõ xuất xứ / chất lượng thấp | Bất kỳ | 3 tháng/lần | Hàng ngày | 6 tháng/lần hoặc thay thế ngay |
VIII. KẾT LUẬN KHOA HỌC: ĐÁNH GIÁ CUỐI CÙNG VỀ MỨC ĐỘ AN TOÀN CỦA BỒN PP
8.1. Tóm Tắt Đánh Giá Theo Nhóm Hóa Chất
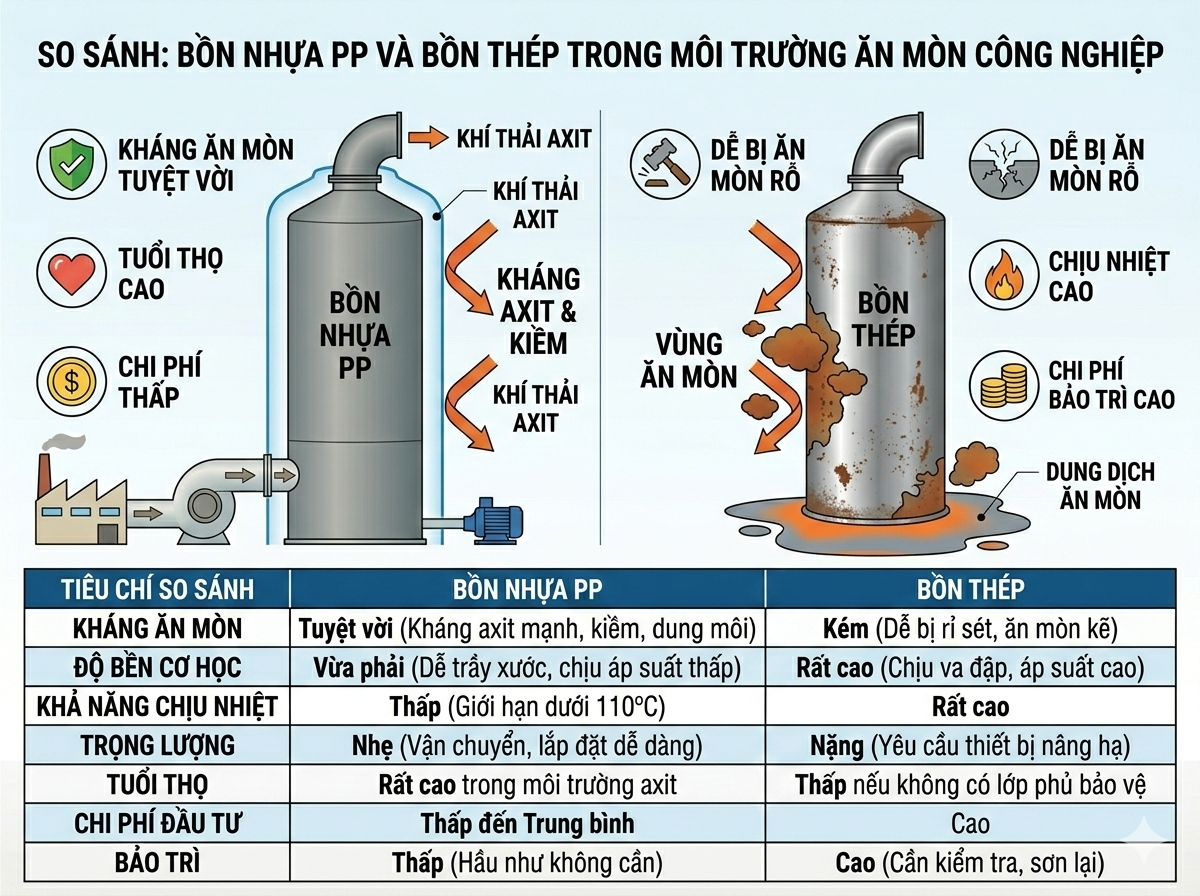
| Nhóm hóa chất | Mức độ an toàn tổng thể | Điều kiện an toàn chủ yếu | Điều kiện nguy hiểm chủ yếu |
| Axit HCl (mọi nồng độ) | AN TOÀN CAO ✓ | Mọi nồng độ đến 37%, T < 80°C | Hầu như không có – PP là lựa chọn lý tưởng |
| Axit H₃PO₄, H₂SO₃ | AN TOÀN CAO ✓ | Đến nồng độ bão hòa, T < 80°C | H₃PO₄ + nhiệt độ > 80°C kéo dài |
| Axit H₂SO₄ | AN TOÀN CÓ ĐIỀU KIỆN ⚠ | Nồng độ ≤ 70%, T < 60°C | Nồng độ > 70%, oleum, T > 60°C |
| Axit HNO₃ | CẦN THẬN TRỌNG ĐẶC BIỆT ⚠ | < 10%, T < 30°C – dùng được nhưng cần giám sát | Nồng độ > 30%, T > 40°C – KHÔNG dùng PP |
| Axit HF | CẦN THẬN TRỌNG ⚠ | ≤ 40%, T < 30°C | Nồng độ > 40%, T > 40°C |
| Axit oxy hóa mạnh (H₂CrO₄, aqua regia) | KHÔNG AN TOÀN ✗ | Không có điều kiện an toàn | Toàn bộ – không bao giờ dùng PP |
| Kiềm NaOH/KOH | AN TOÀN CAO (về hóa học) ✓ | Mọi nồng độ đến 50%, T < 60°C | T > 80°C bất kỳ nồng độ; hoặc + surfactant nóng (ESC) |
| Kiềm NH₃ dung dịch | AN TOÀN CÓ ĐIỀU KIỆN ⚠ | ≤ 28%, T < 50°C | NH₃ khan, T > 60°C, áp suất cao |
| Dung môi hữu cơ | KHÔNG AN TOÀN ✗ | Không có điều kiện an toàn | Toàn bộ – không bao giờ dùng PP |
| Muối vô cơ trong nước | AN TOÀN CAO ✓ | Hầu hết muối vô cơ, T < 80°C | Muối oxy hóa mạnh (FeCl₃ đậm đặc nóng) – kiểm tra riêng |
8.2. Kết Luận Cuối Cùng Và Khuyến Nghị
Câu trả lời dứt khoát cho câu hỏi “Bồn chứa hóa chất nhựa PP có thực sự an toàn khi chứa axit, kiềm?” là:
| ✓ CÓ – Bồn PP AN TOÀN trong các trường hợp:
• Axit không oxy hóa (HCl, H₃PO₄, H₂SO₄ ≤ 70%) ở nhiệt độ ≤ 60°C • Kiềm vô cơ (NaOH, KOH) ở nhiệt độ ≤ 60°C, không có surfactant đồng thời • Bồn được chế tạo đúng kỹ thuật (DVS 2205, mối hàn NDT, MTC xác nhận) • Bảo trì định kỳ đầy đủ, giám sát nhiệt độ và nồng độ liên tục • Điều kiện vận hành không vượt ngoài thông số thiết kế bất kỳ yếu tố nào |
| ✗ KHÔNG – Bồn PP KHÔNG AN TOÀN trong các trường hợp:
• HNO₃ > 30%, H₂SO₄ > 70%, axit chromic, aqua regia, dung môi hữu cơ • Bất kỳ hóa chất ở nhiệt độ vượt giới hạn kháng nhiệt của PP (> 80°C) • Hóa chất đúng chuẩn nhưng bồn chất lượng kém, hàn không đúng kỹ thuật • Vận hành không giám sát: nồng độ tăng dần, nhiệt độ vượt thiết kế • Không bảo trì: chiều dày thành giảm mà không được phát hiện, đệm kín lão hóa |
Sự an toàn của bồn PP là kết quả của hệ thống – không phải chỉ của vật liệu. Một bồn PP được thiết kế đúng, chế tạo đúng, vận hành đúng và bảo trì đúng sẽ an toàn và đáng tin cậy trong hàng thập kỷ. Ngược lại, một bồn PP chất lượng kém chứa đúng hóa chất phù hợp vẫn có thể gây sự cố nghiêm trọng. Đây là lý do tại sao đánh giá an toàn bồn PP là trách nhiệm của cả chuỗi: nhà thiết kế – nhà chế tạo – đơn vị vận hành.
Tài liệu này được biên soạn cho mục đích tham khảo kỹ thuật và đào tạo an toàn hóa chất. Mọi quyết định kỹ thuật liên quan đến lựa chọn, thiết kế, vận hành bồn chứa hóa chất cần dựa trên đánh giá toàn diện bởi kỹ sư chuyên ngành có chứng chỉ, phù hợp với điều kiện cụ thể của từng dự án và tuân thủ các quy chuẩn an toàn quốc gia và quốc tế hiện hành.