1. Tổng quan — Vì sao bể chứa nhựa PP trở thành tiêu chuẩn công nghiệp?
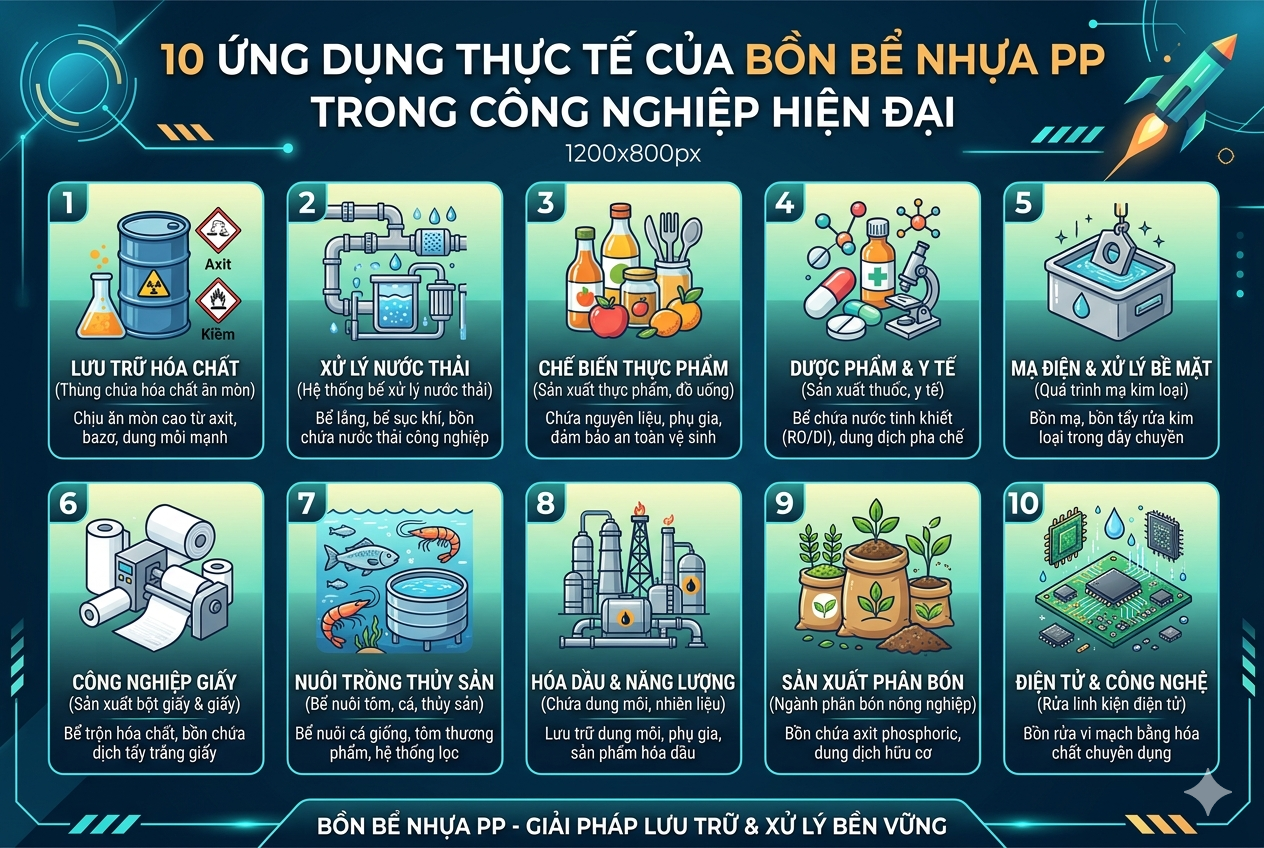
Trong hơn bốn thập kỷ ứng dụng công nghiệp, bể chứa hóa chất nhựa PP (Polypropylene chemical storage tank) đã khẳng định vị trí là giải pháp lưu trữ và xử lý hóa chất ăn mòn được lựa chọn hàng đầu tại các nhà máy công nghiệp trên toàn thế giới. Từ ngành xi mạ điện, dệt nhuộm, sản xuất phân bón, xử lý nước thải đến phòng thí nghiệm phân tích và chế biến thực phẩm — bể PP hiện diện ở hầu hết các quy trình công nghệ có tiếp xúc với axit, kiềm, muối vô cơ và nhiều loại hóa chất ăn mòn khác.
Sự phổ biến này không đến từ xu hướng thị trường mà được xây dựng trên nền tảng khoa học vật liệu vững chắc: Polypropylene sở hữu tổ hợp đặc tính cơ–hóa–nhiệt hiếm có trong số các vật liệu kỹ thuật thương mại — kháng ăn mòn hóa học bằng bản chất phân tử, độ bền cơ học đủ đáp ứng yêu cầu kết cấu bể áp suất thường, chi phí vật tư cạnh tranh và khả năng chế tạo linh hoạt theo mọi hình dạng và kích thước bằng kỹ thuật hàn nhiệt.
Tuy nhiên, để khai thác tối đa các ưu điểm này và tránh những sai lầm kỹ thuật phổ biến trong thiết kế, chế tạo và vận hành, người dùng cần hiểu sâu về ba đặc tính nền tảng của bể chứa nhựa PP: độ bền cơ học theo điều kiện vận hành, phổ kháng hóa chất và cơ chế giới hạn, cùng tuổi thọ thiết kế và các yếu tố tác động đến vòng đời thực tế.

2. Vật liệu nền — Hiểu đúng về Polypropylene dùng trong chế tạo bể
2.1. Cấu trúc phân tử và ý nghĩa kỹ thuật
Polypropylene là polymer mạch cacbon với đơn vị lặp (–CH₂–CH(CH₃)–)ₙ, thuộc nhóm polyolefin. Điểm then chốt về mặt hóa học là toàn bộ mạch polymer chỉ gồm liên kết C–C và C–H — không có nhóm chức dễ bị thủy phân (ester, amide), không có nguyên tử kim loại, không có liên kết đôi dễ bị oxy hóa trong mạch chính. Đây chính là nền tảng phân tử giải thích khả năng kháng hóa chất đặc trưng của PP.
Cấu trúc lập thể của mạch polymer quyết định tính chất vật lý: PP isotactic (chuỗi nhóm methyl cùng phía) có mức độ tinh thể hóa 60–70%, cho độ cứng và điểm nóng chảy cao. Đây là dạng PP thương mại tiêu chuẩn dùng trong chế tạo bể công nghiệp.
2.2. Các thế hệ PP dùng trong chế tạo bể chứa
Thực tế sản xuất bể chứa công nghiệp sử dụng chủ yếu hai thế hệ PP:
PP-H (Polypropylene Homopolymer): Đây là thế hệ PP nguyên chất với mức độ tinh thể hóa cao nhất, cho độ cứng vòng, độ bền kéo và khả năng chịu nhiệt vượt trội. PP-H là lựa chọn ưu tiên cho bể chứa hóa chất công nghiệp nặng — đặc biệt các ứng dụng đòi hỏi thành bể dày, chịu tải trọng thủy tĩnh lớn hoặc nhiệt độ vận hành tiệm cận giới hạn trên của PP.
PP-B (Polypropylene Block Copolymer): Cấu trúc copolymer khối với các đoạn ethylene–propylene được tích hợp vào mạch polymer cải thiện đáng kể độ dai va đập và khả năng chịu lạnh so với PP-H, trong khi vẫn duy trì phần lớn đặc tính hóa học. Phù hợp cho bể chứa trong môi trường có biên độ nhiệt rộng hoặc nguy cơ va đập cơ học cao.
PP-R (Polypropylene Random Copolymer) — mặc dù phổ biến trong hệ thống ống nước nóng — ít được dùng trong chế tạo bể công nghiệp do mô đun đàn hồi thấp hơn PP-H và PP-B, dẫn đến biến dạng từ biến (creep deformation) lớn hơn dưới tải trọng thủy tĩnh dài hạn.

2.3. Tấm PP và kỹ thuật hàn nhiệt trong chế tạo bể
Bể PP được chế tạo từ tấm PP ép đùn (extruded PP sheet) dày 3–60mm, hàn thành kết cấu 3D bằng phương pháp hàn nhiệt khí nóng (hot gas welding) theo tiêu chuẩn DVS 2207-4 (Đức) — tiêu chuẩn kỹ thuật hàn nhựa được công nhận rộng rãi nhất thế giới.
Chất lượng mối hàn là yếu tố quyết định toàn bộ độ tin cậy kết cấu của bể PP. Mối hàn đạt tiêu chuẩn DVS 2207-4 có độ bền kéo tối thiểu đạt ≥80% độ bền vật liệu nền — tức là bể PP đúng tiêu chuẩn không có điểm yếu tập trung tại mối hàn mà kết cấu gần như đồng nhất. Kiểm tra chất lượng mối hàn bằng phương pháp thử kéo mẫu hàn (tensile test), thử uốn (bend test) và kiểm tra siêu âm (UT) là yêu cầu bắt buộc theo DVS 2205.
3. Độ bền cơ học của bể chứa nhựa PP
3.1. Thông số cơ lý của PP-H — Nền tảng thiết kế kết cấu
Độ bền cơ học của bể PP được xác định từ các thông số vật liệu PP-H thương mại theo tiêu chuẩn ISO:
| Thông số cơ lý | Giá trị PP-H | Tiêu chuẩn thử |
|---|---|---|
| Độ bền kéo đứt (Tensile Strength) | 30–40 MPa | ISO 527 |
| Mô đun đàn hồi kéo (Tensile Modulus) | 1.300–1.800 MPa | ISO 527 |
| Độ giãn dài khi đứt | 10–25% | ISO 527 |
| Độ bền uốn (Flexural Strength) | 40–55 MPa | ISO 178 |
| Mô đun đàn hồi uốn (Flexural Modulus) | 1.300–1.700 MPa | ISO 178 |
| Độ bền va đập Charpy (có khía) | 3–8 kJ/m² | ISO 179 |
| Nhiệt độ biến dạng nhiệt HDT (0,45 MPa) | 90–100°C | ISO 75 |
| Nhiệt độ làm mềm Vicat (VST/A50) | 150–155°C | ISO 306 |
| Tỷ trọng | 0,90–0,91 g/cm³ | ISO 1183 |

3.2. Thiết kế thành bể theo tải trọng thủy tĩnh — DVS 2205
Độ bền kết cấu bể PP không chỉ phụ thuộc độ bền vật liệu mà còn phụ thuộc vào thiết kế chiều dày thành bể (wall thickness design) theo tải trọng thực tế. Tiêu chuẩn DVS 2205 quy định phương pháp tính toán chiều dày thành bể dựa trên:
- Áp suất thủy tĩnh tại điểm tính toán (hàm số của chiều cao cột chất lỏng và tỷ trọng lưu chất)
- Ứng suất thiết kế cho phép của PP tại nhiệt độ vận hành (design stress σ_d — giảm theo nhiệt độ)
- Hệ số an toàn kết cấu (safety factor A = 1,3–2,0 tùy ứng dụng)
- Hệ số mối hàn (weld factor f_s = 0,8 theo DVS 2207-4)
- Phụ gia chiều dày cho ăn mòn và dung sai chế tạo
Kết quả: bể PP chứa dung dịch tỷ trọng 1,2 g/cm³ cao 2,5m ở nhiệt độ 40°C điển hình cần thành bể dày 8–14mm tùy kích thước đáy và ứng suất cục bộ. Với hóa chất đậm đặc tỷ trọng cao (H₂SO₄ 96% — tỷ trọng 1,84 g/cm³) hoặc bể dung tích lớn (>50 m³), chiều dày thành có thể tăng đến 25–40mm hoặc yêu cầu gia cường FRP bên ngoài.
3.3. Hiện tượng từ biến dài hạn (Creep) — Yếu tố thiết kế quan trọng nhất
Không giống vật liệu kim loại, PP là vật liệu nhựa nhiệt dẻo có tính nhớt đàn hồi (viscoelastic) — chịu ứng suất liên tục theo thời gian, vật liệu tiếp tục biến dạng chậm ngay cả khi ứng suất không thay đổi. Đây gọi là từ biến (creep) — cơ chế phá hủy dài hạn đặc trưng của polyme.
Trong thiết kế bể PP dài hạn, không được dùng giá trị độ bền kéo ngắn hạn (short-term tensile strength) làm cơ sở tính toán. Thay vào đó phải sử dụng đường cong từ biến dài hạn (creep rupture curve) theo ISO 9080 — cho biết ứng suất vòng cho phép giảm dần theo thời gian vận hành:
| Thời gian vận hành | Ứng suất thiết kế cho phép PP-H (20°C) | Ứng suất thiết kế cho phép PP-H (60°C) |
|---|---|---|
| 1 giờ | ~25 MPa | ~15 MPa |
| 1.000 giờ (~42 ngày) | ~18 MPa | ~10 MPa |
| 8.760 giờ (1 năm) | ~15 MPa | ~8 MPa |
| 87.600 giờ (10 năm) | ~12 MPa | ~6 MPa |
| 438.000 giờ (50 năm) | ~10 MPa | ~4,5 MPa |
Nhiệt độ vận hành tăng làm tăng tốc đáng kể quá trình từ biến — đây là lý do bể PP vận hành ở nhiệt độ cao (>60°C) cần thành dày hơn đáng kể so với bể cùng kích thước ở nhiệt độ thường. Kỹ sư thiết kế bỏ qua yếu tố này sẽ dẫn đến bể bị biến dạng phình (bulging) hoặc nứt mối hàn sau vài năm vận hành — sai lầm phổ biến nhất trong thực tế chế tạo bể PP kém chất lượng tại Việt Nam.
3.4. Gia cường FRP — Giải pháp mở rộng giới hạn kết cấu
Khi bể PP đơn không đủ độ cứng kết cấu cho dung tích lớn hoặc tải trọng cao, giải pháp tiêu chuẩn là gia cường bên ngoài bằng FRP (Fiber Reinforced Plastic — sợi thủy tinh gia cường polyester hoặc vinyl ester). Cấu trúc bể PP/FRP hoạt động theo nguyên lý lớp:
- Lớp PP bên trong (liner): Chịu trách nhiệm kháng ăn mòn hóa chất — dày 4–10mm tùy loại hóa chất
- Lớp FRP bên ngoài (structural shell): Chịu trách nhiệm kết cấu — chịu tải trọng thủy tĩnh, tải trọng gió, tải trọng động đất
Phân công chức năng rõ ràng này cho phép tối ưu hóa cả hai lớp độc lập — lớp PP được thiết kế đủ dày cho kháng thấm hóa chất và bù ăn mòn, lớp FRP được thiết kế đủ dày cho kết cấu — đạt hiệu quả kỹ thuật cao hơn và chi phí thấp hơn so với tăng chiều dày PP đơn.
4. Khả năng chịu hóa chất — Phân tích theo nhóm hóa chất
4.1. Nguyên lý kháng hóa chất của PP
Khả năng kháng hóa chất của PP xuất phát từ hai cơ chế:
Cơ chế 1 — Trơ hóa học: Mạch polymer PP không có nhóm chức phản ứng, không bị thủy phân, không bị axit–bazơ tấn công theo cơ chế phá vỡ liên kết hóa học ở điều kiện bình thường. Đây là hàng rào bảo vệ nguyên phát.
Cơ chế 2 — Hàng rào khuếch tán: Vùng tinh thể hóa trong cấu trúc bán tinh thể của PP tạo ra hàng rào vật lý ngăn cản phân tử hóa chất khuếch tán xuyên qua thành bể. Mức độ tinh thể hóa càng cao, tốc độ khuếch tán càng chậm — đây là lý do PP-H (tinh thể hóa cao hơn) kháng thấm tốt hơn PP-R trong bể chứa.
4.2. Khả năng kháng theo nhóm hóa chất cụ thể
Nhóm axit vô cơ:
PP thể hiện khả năng kháng xuất sắc với hầu hết axit vô cơ loãng đến trung bình ở nhiệt độ thường:
| Axit vô cơ | Nồng độ | Nhiệt độ | Mức kháng | Ghi chú quan trọng |
|---|---|---|---|---|
| Axit clohydric HCl | Đến 35% | Đến 60°C | Tốt | Ứng dụng xi mạ, làm sạch kim loại |
| Axit sunfuric H₂SO₄ | Đến 50% | Đến 60°C | Tốt | Nồng độ cao >80% cần kiểm tra riêng |
| Axit sunfuric H₂SO₄ | 80–98% | Đến 40°C | Trung bình | Oxy hóa mạnh ở nồng độ cao |
| Axit nitric HNO₃ | Đến 20% | Đến 40°C | Trung bình | Chất oxy hóa — cần gia cố thiết kế |
| Axit nitric HNO₃ | >30% | >40°C | Kém | Không khuyến dùng |
| Axit flohydric HF | Đến 40% | Đến 50°C | Tốt | Lợi thế tuyệt đối so với kim loại và thủy tinh |
| Axit photphoric H₃PO₄ | Đến 85% | Đến 60°C | Tốt | Phổ biến trong xử lý bề mặt kim loại |
| Axit cromic CrO₃ | Đến 40% | Đến 40°C | Trung bình | Chất oxy hóa mạnh — kiểm tra cụ thể |
Nhóm bazơ và kiềm:
PP có khả năng kháng kiềm đặc biệt tốt — vượt trội so với nhiều loại thủy tinh borosilicate và một số polymer khác:
| Kiềm | Nồng độ | Nhiệt độ | Mức kháng |
|---|---|---|---|
| Natri hydroxit NaOH | Đến 50% | Đến 80°C | Rất tốt |
| Kali hydroxit KOH | Đến 50% | Đến 80°C | Rất tốt |
| Amoniac NH₃ (dung dịch) | Đến 25% | Đến 60°C | Tốt |
| Canxi hydroxit Ca(OH)₂ | Dung dịch bão hòa | Đến 60°C | Rất tốt |
| Natri cacbonat Na₂CO₃ | Đến 30% | Đến 80°C | Rất tốt |
Nhóm muối vô cơ và dung dịch điện phân:
Đây là nhóm ứng dụng phổ biến nhất của bể PP trong ngành xi mạ điện và xử lý bề mặt:
- Dung dịch muối clorua (NaCl, ZnCl₂, CaCl₂, FeCl₃, AlCl₃): Kháng tốt đến rất tốt ở nhiệt độ thường–trung bình
- Dung dịch muối sunfat (CuSO₄, ZnSO₄, NiSO₄, Na₂SO₄): Kháng rất tốt — ứng dụng bể mạ đồng, kẽm, niken
- Dung dịch xyanua (KCN, NaCN) trong xi mạ vàng, bạc: Kháng tốt ở điều kiện kiềm (pH > 10)
- Dung dịch oxit hóa (KMnO₄, K₂Cr₂O₇): Trung bình — phụ thuộc nồng độ và nhiệt độ
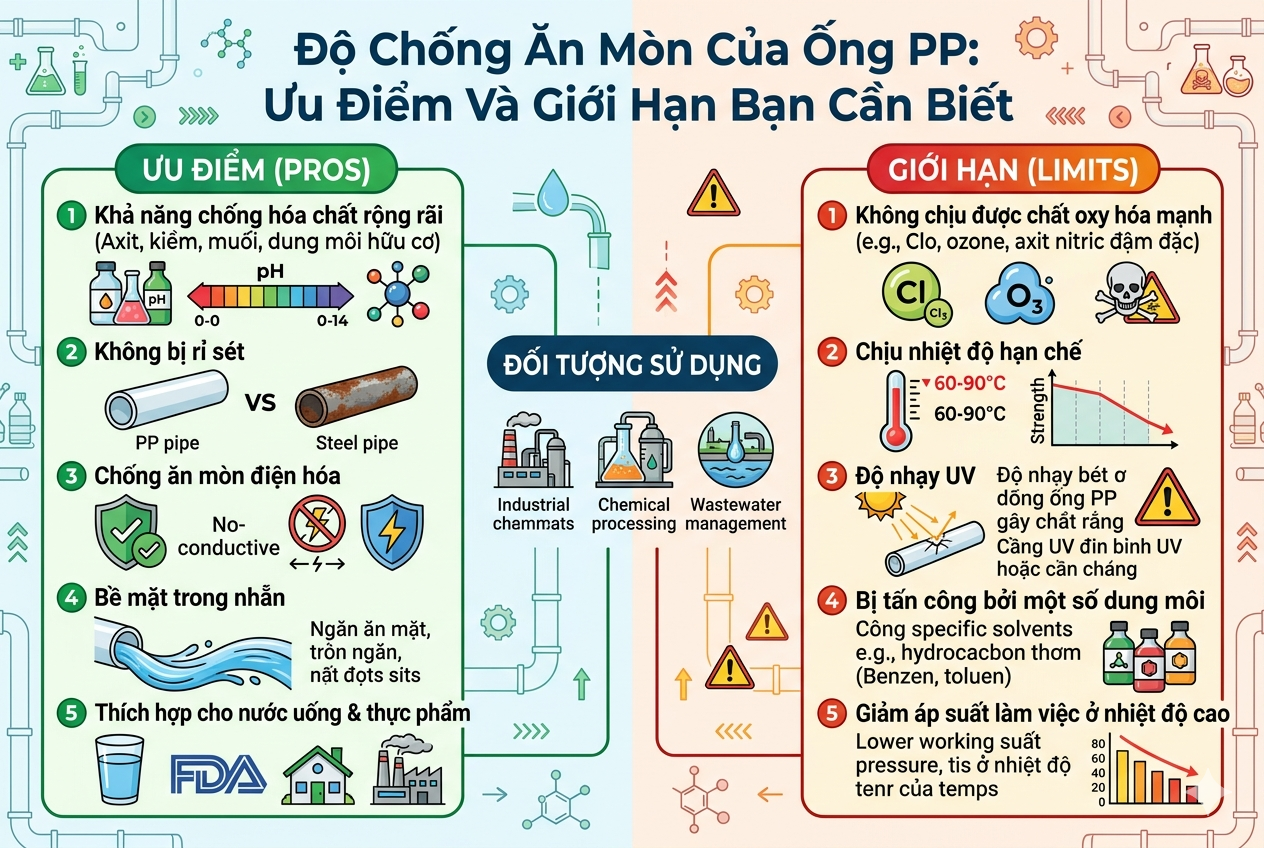
Nhóm dung môi hữu cơ — Giới hạn quan trọng cần biết:
Đây là điểm yếu đặc trưng của PP cần được nhấn mạnh:
| Dung môi hữu cơ | Mức kháng của PP | Hệ quả thực tế |
|---|---|---|
| Ethanol, methanol (rượu) | Tốt | An toàn ở nồng độ thương mại |
| Acetone (ketone) | Trung bình | Trương nở nhẹ ở tiếp xúc kéo dài |
| Ethyl acetate (ester) | Trung bình | Kiểm tra thực nghiệm trước khi dùng |
| Benzen, toluene (aromatic) | Kém | Không dùng bể PP |
| Hexane, heptane (aliphatic) | Trung bình | Tiếp xúc ngắn hạn có thể chấp nhận |
| DCM, chloroform (halogenated) | Kém | Tuyệt đối không dùng bể PP |
| DMSO, DMF (polar aprotic) | Trung bình | Cần kiểm tra nồng độ cụ thể |
| Dầu khoáng, dầu thực vật | Tốt | An toàn ở nhiệt độ thường |
Nguyên tắc tổng quát về dung môi hữu cơ: Dung môi có thông số hòa tan (Hildebrand solubility parameter) gần với PP (δ ≈ 17–18 MPa^0.5) sẽ tấn công PP mạnh hơn. Hydrocarbon thơm và dung môi halogen hóa nằm trong vùng nguy hiểm này. Khi nghi ngờ, thử nghiệm ngâm mẫu (immersion test) theo ISO 175 trong 1.000 giờ là phương pháp xác nhận tiêu chuẩn trước khi đưa vào vận hành.
4.3. Ảnh hưởng của nhiệt độ đến khả năng kháng hóa chất
Nhiệt độ là biến số tác động kép: vừa làm giảm độ bền cơ học của PP theo cơ chế từ biến, vừa làm tăng tốc độ khuếch tán và phản ứng hóa học theo nguyên lý Arrhenius. Quy tắc thực hành: cứ mỗi 10°C tăng thêm, tốc độ phản ứng hóa học tăng khoảng 2 lần — có nghĩa là hóa chất ở 60°C ăn mòn PP nhanh gấp 4 lần so với cùng hóa chất đó ở 40°C.
Hệ quả thiết kế: mọi bảng tương thích hóa chất (chemical resistance chart) cần được đối chiếu ở đúng nhiệt độ vận hành thực tế của ứng dụng — không phải chỉ ở nhiệt độ thường (20–23°C) như nhiều bảng tra cứu tiêu chuẩn.
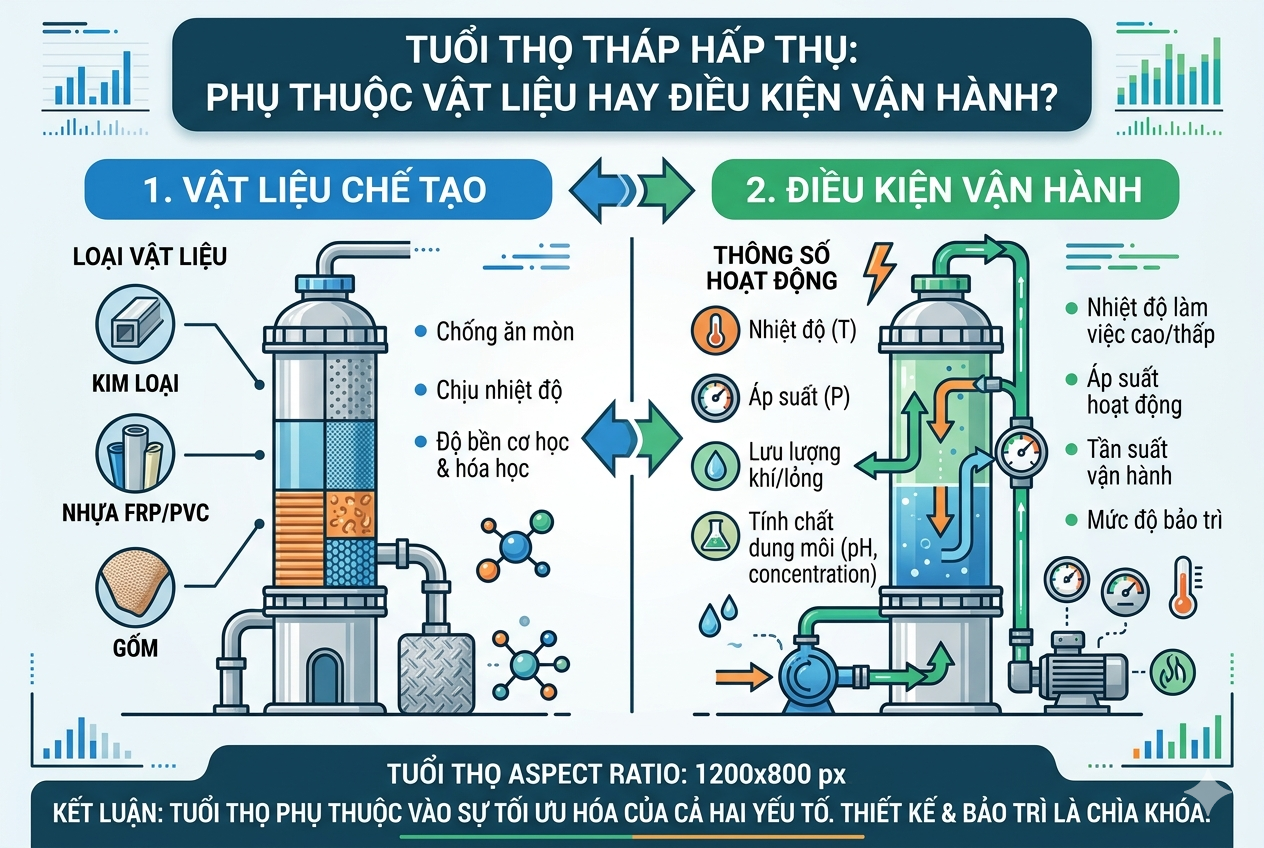
5. Tuổi thọ thiết kế và vòng đời thực tế của bể chứa nhựa PP
5.1. Tuổi thọ thiết kế theo tiêu chuẩn
Theo DVS 2205 và EN 12573 — hai tiêu chuẩn thiết kế bể nhựa hàn nhiệt uy tín nhất — bể PP được thiết kế với tuổi thọ thiết kế (design life) là 10 năm theo DVS 2205 phần 1 khi tính toán với hệ số an toàn tiêu chuẩn. Tuy nhiên, đây là tuổi thọ tối thiểu cơ sở cho tính toán — không phải giới hạn vật lý của vật liệu.
Trong thực tế vận hành đúng kỹ thuật, bể PP được ghi nhận tuổi thọ thực tế:
- 15–25 năm trong môi trường hóa chất ăn mòn trung bình (axit loãng, kiềm, muối vô cơ) ở nhiệt độ thường
- 10–18 năm trong môi trường hóa chất ăn mòn cao hoặc nhiệt độ vận hành 50–80°C
- 25–35 năm trong môi trường hóa chất nhẹ (nước thải, dung dịch muối loãng) ở nhiệt độ thường
Các con số này có thể đạt được với điều kiện: vật liệu PP đạt tiêu chuẩn, thiết kế đúng DVS 2205, chế tạo bởi thợ hàn được chứng nhận, lắp đặt đúng và vận hành trong giới hạn thiết kế.

5.2. Cơ chế lão hóa vật liệu PP — Hiểu để quản lý vòng đời
Lão hóa nhiệt-oxy hóa (Thermo-oxidative Degradation):
Đây là cơ chế lão hóa chủ đạo của PP trong điều kiện vận hành công nghiệp. Oxy không khí tấn công mạch polymer PP theo phản ứng gốc tự do (free radical chain reaction), phá vỡ mạch polymer và tạo ra các nhóm carbonyl, hydroperoxide làm giảm khối lượng phân tử trung bình. Hậu quả là vật liệu trở nên giòn hơn, giảm độ bền kéo và độ dai va đập theo thời gian.
Để kiểm soát cơ chế này, tấm PP công nghiệp được ổn định bằng hệ thống chất chống oxy hóa (antioxidant package) — thường là phenolic antioxidant sơ cấp kết hợp phosphite antioxidant thứ cấp với hàm lượng tổng 0,05–0,3% theo khối lượng. Hiệu quả bảo vệ được đánh giá qua chỉ số OIT (Oxidation Induction Time) theo ISO 11357-6 — tiêu chuẩn kiểm soát chất lượng đầu vào quan trọng cho nhà chế tạo bể PP nghiêm túc.
Lão hóa quang hóa (Photo-oxidative Degradation):
Tia UV từ ánh nắng mặt trời (bước sóng 280–400 nm) có năng lượng đủ để phá vỡ liên kết C–C và C–H trong mạch PP, khởi phát chuỗi phản ứng gốc tự do tương tự lão hóa nhiệt nhưng ở tốc độ nhanh hơn nhiều tại bề mặt tiếp xúc. PP không pha chất ổn định UV có thể bị lão hóa bề mặt nghiêm trọng sau chỉ 6–12 tháng phơi nắng trực tiếp.
Giải pháp tiêu chuẩn: bổ sung 2–2,5% carbon black (muội than) phân tán đồng đều vào tấm PP — hấp thụ và tán xạ tia UV hiệu quả, kéo dài tuổi thọ vật liệu ngoài trời lên 15–20 năm hoặc hơn. Đây là lý do bể PP chất lượng cao thường có màu xám đen (carbon black) thay vì màu trắng đục tự nhiên của PP nguyên chất.
Lão hóa hóa học (Chemical Degradation):
Trong điều kiện hóa chất vận hành vượt giới hạn tương thích (nồng độ quá cao, nhiệt độ quá cao, hoặc loại hóa chất không phù hợp), bề mặt PP bị tấn công — biểu hiện bằng vết nứt tế vi (microcracking), phình trương (swelling) hoặc đổi màu (discoloration). Đây là dấu hiệu cảnh báo sớm cần theo dõi trong chương trình kiểm tra định kỳ.
5.3. Các yếu tố rút ngắn tuổi thọ thực tế
Khảo sát thực tế các trường hợp bể PP hư hỏng sớm tại Việt Nam cho thấy nguyên nhân chủ yếu đến từ:
Sai lầm thiết kế: Sử dụng chiều dày thành bể không đủ do tính toán dựa trên độ bền ngắn hạn thay vì đường cong từ biến dài hạn. Bể bị phình bụng (barreling) hoặc nứt mối hàn sau 2–5 năm vận hành.
Sai lầm vật liệu: Sử dụng tấm PP tái chế (recycled PP) hoặc tấm PP cấp thấp không có hệ thống chất ổn định đầy đủ. Vật liệu tái chế có phân tử lượng thấp hơn, hàm lượng tạp chất cao hơn và khả năng hàn kém hơn — tuổi thọ thực tế có thể chỉ bằng 30–50% bể PP nguyên sinh tiêu chuẩn.
Sai lầm chế tạo: Thợ hàn không được đào tạo đúng DVS 2207-4. Các lỗi hàn phổ biến bao gồm: nhiệt độ hàn không đủ, góc que hàn sai, làm sạch bề mặt không đúng, thời gian nung nóng không đủ — tạo mối hàn thiếu ngấu (cold weld) chỉ đạt 40–60% độ bền thiết kế.
Sai lầm vận hành: Vận hành bể ở nhiệt độ hoặc nồng độ hóa chất vượt giới hạn thiết kế; để bể chứa dung dịch có tỷ trọng cao hơn thiết kế; không có hệ thống bảo vệ tràn (overflow protection) dẫn đến quá tải áp suất thủy tĩnh.
5.4. Chương trình kiểm tra và bảo dưỡng kéo dài tuổi thọ
Tuổi thọ thực tế của bể PP phụ thuộc đáng kể vào chất lượng chương trình kiểm tra và bảo dưỡng định kỳ. Khung kiểm tra được khuyến nghị theo DVS 2205 và kinh nghiệm vận hành:
Kiểm tra hàng năm (Annual Inspection):
- Kiểm tra trực quan toàn bộ bề mặt ngoài và nội thành (khi có thể xả trống): phát hiện vết nứt, đổi màu, phình trương, mài mòn cơ học
- Kiểm tra độ kín mối hàn bằng quan sát và gõ nhẹ (tap test)
- Kiểm tra tình trạng các phụ kiện: van, ống dẫn vào–ra, mặt bích, bu-lông kết nối
Kiểm tra kỹ thuật 3–5 năm (Major Inspection):
- Đo chiều dày thành bể bằng siêu âm (UT — Ultrasonic Thickness Measurement) tại các điểm đặc trưng — phát hiện mòn bề mặt tích lũy
- Lấy mẫu tấm vật liệu (nếu có thể) để thử kéo và so sánh với giá trị ban đầu — đánh giá mức độ lão hóa cơ học
- Kiểm tra hàm lượng chất chống oxy hóa còn lại bằng phương pháp OIT (nếu điều kiện cho phép)
- Kiểm tra kết cấu đỡ, bu-lông neo và hệ thống tiếp đất (nếu có)
Điều kiện kiểm tra bất thường (Unscheduled Inspection): Ngay khi phát hiện bất kỳ dấu hiệu bất thường nào: rò rỉ nhỏ, vết nứt bề mặt, tiếng động lạ, biến dạng nhìn thấy được hoặc sau sự cố va chạm cơ học mạnh.
6. Bể PP/FRP — Giải pháp mở rộng giới hạn dung tích và áp suất
Khi yêu cầu dung tích lớn (>20–30 m³) hoặc chiều cao bể vượt 3–4m, bể PP đơn cần chiều dày thành rất lớn để chịu tải trọng thủy tĩnh — dẫn đến bể nặng nề, chi phí cao và khó chế tạo. Giải pháp kỹ thuật tiêu chuẩn là bể PP-lined FRP (PP/FRP dual-laminate tank):
Lớp PP bên trong (thickness 4–8mm) đảm nhận toàn bộ chức năng kháng hóa chất. Lớp FRP bên ngoài (thickness 6–20mm tùy dung tích và áp suất) đảm nhận toàn bộ chức năng chịu lực kết cấu. Hai lớp được liên kết cơ học bằng các chốt PP (PP pins) hàn xuyên từ lớp nội sang lớp FRP trong quá trình chế tạo.
Thiết kế PP/FRP cho phép chế tạo bể dung tích từ 5 m³ đến hơn 500 m³, chịu áp suất dư đến 0,3–0,5 bar (với thiết kế đặc biệt), và đáp ứng đầy đủ yêu cầu kháng hóa chất của lớp PP bên trong. Đây là công nghệ bể chứa chiếm lĩnh phân khúc trung–đại trong ngành hóa chất và xử lý nước thải công nghiệp.

7. Tiêu chí đánh giá chất lượng bể PP khi mua sắm
Để tránh rủi ro mua phải bể PP kém chất lượng — nguy cơ phổ biến trên thị trường Việt Nam hiện nay — doanh nghiệp cần yêu cầu và kiểm tra:
Về vật liệu: Chứng nhận nguồn gốc tấm PP nguyên sinh (virgin PP) từ nhà sản xuất uy tín với đầy đủ thông số cơ lý và MFI (Melt Flow Index). Báo cáo kiểm tra OIT của lô vật liệu. Không chấp nhận bể PP chế tạo từ vật liệu tái chế hoặc nguồn gốc không rõ ràng.
Về thiết kế: Bản vẽ thiết kế có tính toán chiều dày thành bể theo DVS 2205 hoặc EN 12573 tại điều kiện vận hành cụ thể (hóa chất, nồng độ, nhiệt độ, tỷ trọng). Bản tính có xét đến hệ số từ biến dài hạn và nhiệt độ vận hành.
Về chế tạo: Thợ hàn có chứng chỉ hàn nhựa DVS 2212 hoặc tương đương. Biên bản kiểm tra mối hàn bằng thử kéo mẫu hàn (weld tensile test) và thử uốn (weld bend test) theo DVS 2207-4. Kiểm tra độ kín bể sau chế tạo bằng thử thủy lực (hydrostatic pressure test) hoặc thử chân không (vacuum test).
Về chứng nhận: Ưu tiên nhà cung cấp có chứng nhận hệ thống quản lý chất lượng ISO 9001 và kinh nghiệm chứng minh bằng hồ sơ dự án tương tự với thông tin liên lạc khách hàng tham chiếu có thể xác minh.

8. Kết luận
Bể chứa hóa chất nhựa PP là giải pháp kỹ thuật đã được kiểm chứng qua nhiều thập kỷ ứng dụng công nghiệp toàn cầu, với tổ hợp đặc tính vượt trội: kháng ăn mòn hóa học phổ rộng bền vững theo bản chất phân tử, độ bền cơ học đủ đáp ứng yêu cầu kết cấu bể áp suất thường khi được thiết kế đúng DVS 2205, và tuổi thọ thực tế 15–25 năm trong điều kiện vận hành phù hợp — mang lại tổng chi phí vòng đời (LCC) tối ưu hơn đáng kể so với bể thép carbon và cạnh tranh trực tiếp với bể thép không gỉ trong phần lớn ứng dụng hóa chất ăn mòn thông thường.
Tuy nhiên, để hiện thực hóa đầy đủ tiềm năng này, bể PP phải được thiết kế đúng kỹ thuật (tính toán từ biến dài hạn, chọn đúng thế hệ vật liệu), chế tạo đúng tiêu chuẩn (thợ hàn có chứng chỉ, kiểm tra mối hàn đầy đủ) và vận hành trong giới hạn thiết kế (hóa chất, nồng độ, nhiệt độ đúng như hồ sơ kỹ thuật). Ba điều kiện này không thể thỏa hiệp — và chỉ có thể đảm bảo khi doanh nghiệp lựa chọn nhà cung cấp bể PP có năng lực kỹ thuật thực sự, không chỉ dựa vào giá thành vật tư.
Bài viết tham chiếu tiêu chuẩn: DVS 2205 (thiết kế kết cấu bể nhựa nhiệt dẻo), DVS 2207-4 (hàn nhựa nhiệt dẻo), EN 12573 (bể nhựa hàn nhiệt), ISO 9080 (LTHS/creep rupture), ISO 175 (thử ngâm hóa chất), ISO 527 (độ bền kéo), ISO 178 (độ bền uốn), ISO 11357-6 (OIT — chỉ số oxy hóa cảm ứng) và tài liệu kỹ thuật của ASTM D1998, PPI TR-19.