Tháp Hấp Thụ Là Gì Và Tại Sao Tuổi Thọ Là Thông Số Thiết Kế Cốt Lõi?
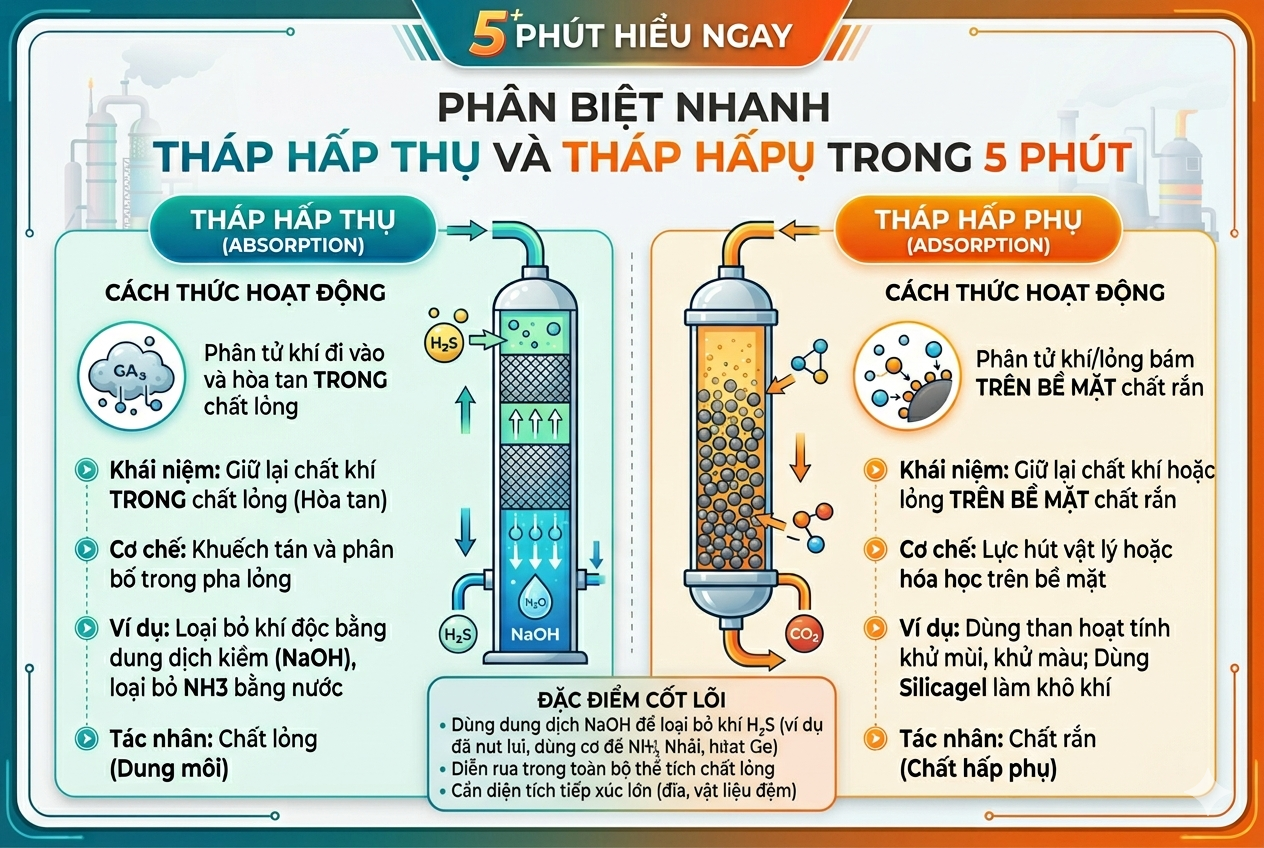
Tháp hấp thụ (absorption tower / absorption column) là thiết bị truyền khối quan trọng trong công nghiệp hóa chất, xử lý khí thải, lọc dầu và sản xuất năng lượng. Nguyên lý vận hành dựa trên quá trình tiếp xúc pha khí–lỏng liên tục: dòng khí chứa cấu tử cần thu hồi hoặc loại bỏ đi ngược chiều với dung môi hấp thụ, thực hiện chuyển khối qua bề mặt tiếp xúc của đệm lọc, mâm chưng cất hoặc vòi phun.
Trong điều kiện công nghiệp thực tế, tháp hấp thụ hoạt động liên tục 24/7, tiếp xúc đồng thời với áp suất cao, nhiệt độ biến động, dung môi ăn mòn, hạt rắn lơ lửng và chu kỳ tải trọng thay đổi. Đây là lý do tuổi thọ thiết kế của tháp hấp thụ — thường dao động từ 10 đến 30 năm tùy cấu hình — không phải con số cố định mà là kết quả của sự tương tác phức tạp giữa hai biến số: lựa chọn vật liệu và điều kiện vận hành.
Câu hỏi then chốt mà kỹ sư thiết kế, chuyên gia bảo trì và nhà quản lý tài sản công nghiệp phải trả lời: yếu tố nào đóng vai trò quyết định hơn — vật liệu chế tạo hay chế độ vận hành?

Vật Liệu Chế Tạo — Nền Tảng Quyết Định Tuổi Thọ Lý Thuyết
Thép Carbon Thấp (Carbon Steel A36/A516)
Đây là vật liệu phổ biến nhất trong chế tạo tháp hấp thụ xử lý khí trung tính hoặc môi trường ít ăn mòn. Tuổi thọ thiết kế lý thuyết đạt 20–30 năm khi có lớp bảo vệ bề mặt phù hợp. Tuy nhiên, trong môi trường có H₂S, CO₂ ẩm hoặc clorua, tốc độ ăn mòn thực tế có thể đạt 0,5–3 mm/năm, rút ngắn tuổi thọ còn 8–15 năm mà không có chương trình kiểm tra định kỳ nghiêm ngặt.
Thép Không Gỉ Austenitic (SS 304, SS 316L)
SS 316L với hàm lượng molybdenum 2–3% mang lại khả năng chống ăn mòn rỗ (pitting corrosion) và ăn mòn khe (crevice corrosion) trong môi trường clorua vượt trội hơn SS 304. Tuổi thọ thiết kế đạt 20–25 năm trong môi trường xử lý axit loãng đến trung bình. Điểm yếu: nhạy cảm với stress corrosion cracking (SCC) trong môi trường clorua nhiệt độ cao (>60°C) — cơ chế hư hỏng nhanh và không báo trước.
Hợp Kim Đặc Biệt: Duplex, Hastelloy, Inconel
- Duplex stainless steel (2205, 2507): Kết hợp pha austenite–ferrite, đạt giới hạn bền kéo cao gấp đôi SS 316L với khả năng chống SCC cải thiện đáng kể. Ứng dụng phổ biến trong tháp xử lý khí chua (sour gas treating) với H₂S nồng độ cao.
- Hastelloy C-276: Vật liệu tham chiếu (benchmark material) cho môi trường axit hỗn hợp, axit hydrofluoric, clorua nồng độ cao. Tuổi thọ lý thuyết >25 năm trong điều kiện vận hành chuẩn.
- Inconel 625: Ưu việt trong môi trường nhiệt độ cao (>300°C) kết hợp ăn mòn — lựa chọn hàng đầu cho tháp hấp thụ trong lọc dầu và hóa dầu.
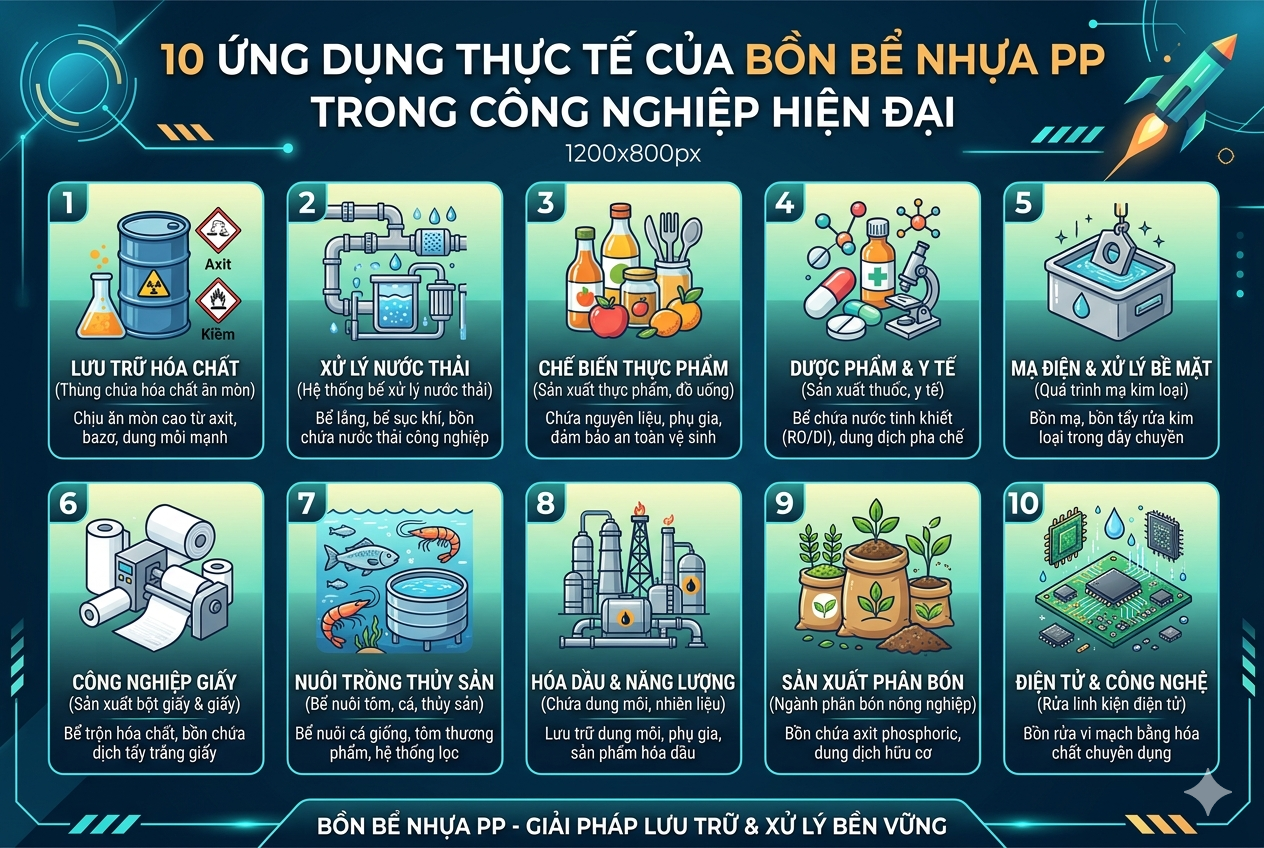
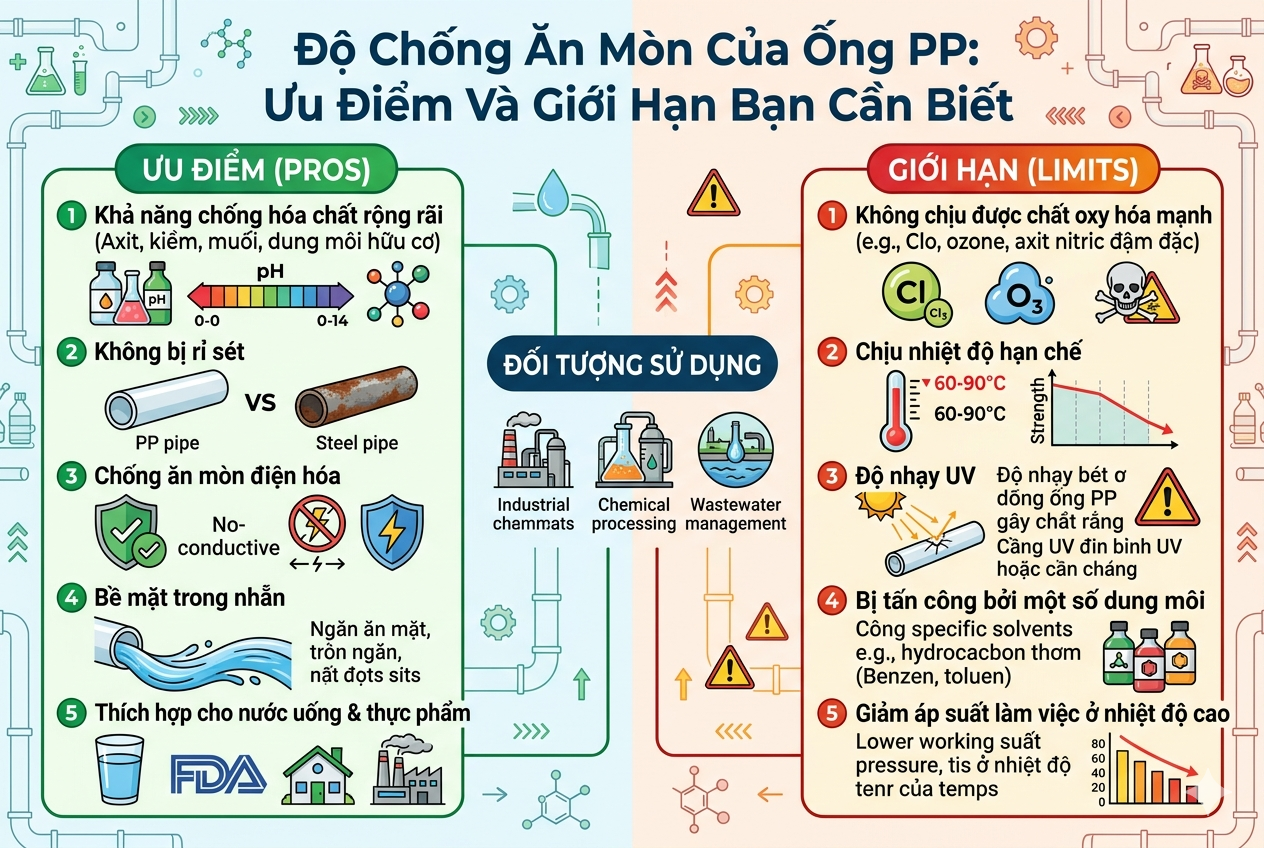
Vật Liệu Phi Kim: FRP, PP, PVDF
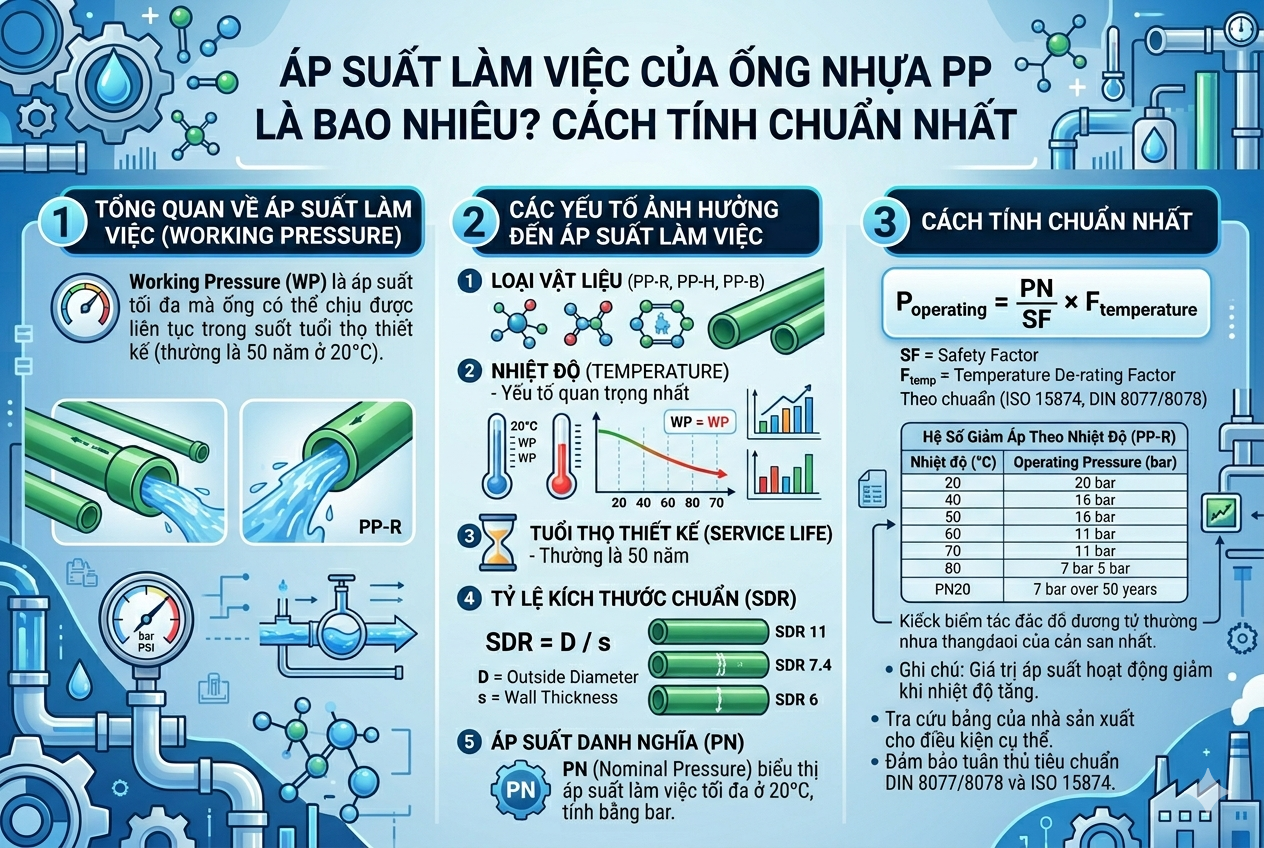
Tháp hấp thụ composite sợi thủy tinh (FRP) hoặc chế tạo từ PP, PVDF ngày càng phổ biến trong xử lý nước thải, phòng sạch bán dẫn và ngành dược phẩm. Ưu điểm: nhẹ, không dẫn điện, không từ tính, chi phí vật liệu thấp hơn hợp kim đặc biệt. Hạn chế: giới hạn nhiệt độ vận hành (PP <80°C, PVDF <150°C), dễ tích tụ ứng suất dư trong lắp đặt, nhạy cảm với tia UV ngoài trời.

Điều Kiện Vận Hành — Yếu Tố Khuếch Đại Hoặc Triệt Tiêu Tuổi Thọ Vật Liệu
Đây là điểm mà nhiều kỹ sư đánh giá thấp: cùng một vật liệu chế tạo, tuổi thọ thực tế có thể chênh lệch gấp 2–3 lần tùy theo chế độ vận hành.
1. Tốc Độ Ăn Mòn Theo Nhiệt Độ — Quy Luật Arrhenius Trong Thực Tiễn
Theo phương trình Arrhenius, tốc độ phản ứng ăn mòn điện hóa tăng xấp xỉ 2 lần với mỗi 10°C gia tăng nhiệt độ. Trong vận hành tháp hấp thụ:
- Dao động nhiệt độ đột ngột (thermal cycling) sinh ra ứng suất nhiệt tích lũy tại mối hàn, vùng chuyển tiếp đệm–thân tháp và bích mặt bích — đây là vị trí khởi phát vết nứt mỏi nhiệt (thermal fatigue cracking) phổ biến nhất.
- Vận hành ở nhiệt độ liên tục cao hơn thiết kế 15–20°C có thể rút ngắn tuổi thọ thực tế tới 40%.
2. Nồng Độ Và Thành Phần Lưu Chất — Biến Số Quyết Định Tốc Độ Ăn Mòn
Thành phần hóa học của dòng khí đầu vào (inlet gas composition) thường biến động theo nguồn nguyên liệu, mùa vụ hoặc thay đổi quy trình thượng nguồn. Đặc biệt nguy hiểm là:
- Hàm lượng clorua vượt thiết kế: Clorua ở nồng độ chỉ vài chục ppm đã đủ khởi phát SCC trên SS 304/316 ở nhiệt độ >60°C. Nhiều sự cố tháp hấp thụ trong thực tế bắt nguồn từ việc hàm lượng clorua trong nước làm mát hoặc dung môi tuần hoàn tăng dần theo thời gian mà không được kiểm soát.
- Hàm lượng H₂S: Ngay cả khi thấp hơn giới hạn thiết kế, H₂S kết hợp với ứng suất cơ học gây ra hydrogen-induced cracking (HIC) và sulfide stress cracking (SSC) — cơ chế hư hỏng không thể phát hiện bằng kiểm tra bề mặt thông thường.
- Hạt rắn lơ lửng (particulate matter): Gây ăn mòn mài mòn (erosion-corrosion) ở vị trí dòng chảy đổi hướng, đặc biệt tại inlet nozzle, phần phân phối dung môi và bề mặt đệm.

3. Chế Độ Khởi Động / Dừng Máy — Nguồn Ứng Suất Tích Lũy Ngầm
Mỗi chu kỳ khởi động/dừng là một sự kiện tải trọng nhiệt–cơ học đột ngột. Trong vòng đời thiết kế 20 năm của tháp hấp thụ, nếu mỗi năm có 10–20 chu kỳ khởi động/dừng không có quy trình kiểm soát nhiệt độ, tổng tích lũy có thể vượt giới hạn mỏi (fatigue limit) của vật liệu trước khi kết thúc tuổi thọ thiết kế.
4. Hiệu Quả Xử Lý Nước Và Kiểm Soát Dung Môi
Chất lượng dung môi tuần hoàn — đặc biệt pH, hàm lượng ion clorua, hàm lượng oxy hòa tan và độ cứng của nước — ảnh hưởng trực tiếp đến tốc độ ăn mòn nội thân tháp. Dung môi suy hóa (degraded solvent) chứa sản phẩm phân hủy nhiệt và axit hữu cơ có thể tăng tốc độ ăn mòn lên 3–5 lần so với dung môi mới.
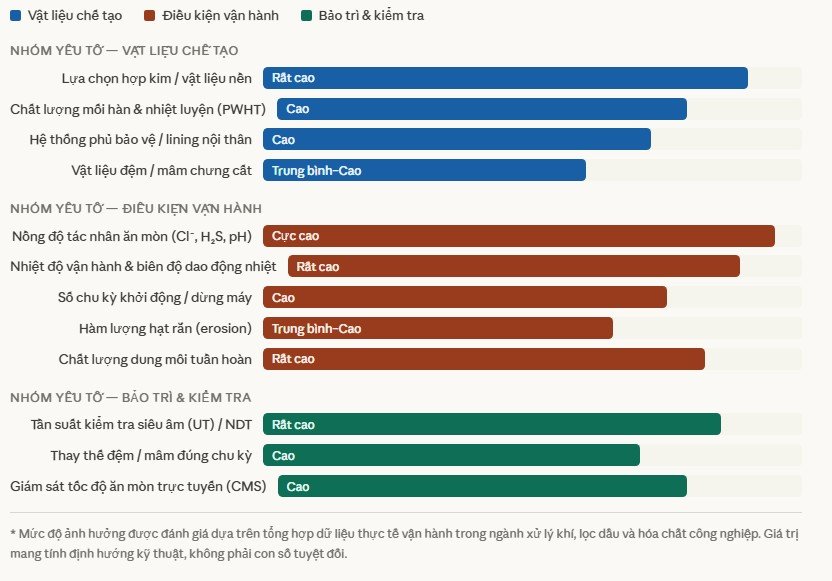
Dưới đây là biểu đồ so sánh mức độ ảnh hưởng của từng nhóm yếu tố đến tuổi thọ tháp hấp thụ theo đánh giá kỹ thuật thực tế:
Cơ Chế Hư Hỏng Phổ Biến Nhất Trong Thực Tế Vận Hành
Dữ liệu từ các chương trình RBI (Risk-Based Inspection) trong ngành dầu khí và hóa chất chỉ ra rằng hơn 70% sự cố tháp hấp thụ trước tuổi thọ thiết kế bắt nguồn từ bốn cơ chế hư hỏng chủ đạo sau:
Ăn Mòn Điện Hóa Dưới Lớp Cách Nhiệt (CUI — Corrosion Under Insulation)
CUI là dạng ăn mòn ẩn nguy hiểm nhất trong các tháp hấp thụ ngoài trời, đặc biệt trong dải nhiệt độ 50–175°C. Hơi ẩm ngưng tụ dưới lớp cách nhiệt tạo môi trường điện phân kín — thúc đẩy ăn mòn ở tốc độ cao mà không có dấu hiệu bề ngoài. CUI chịu trách nhiệm cho hơn 40% chi phí bảo dưỡng trong ngành lọc dầu toàn cầu theo báo cáo NACE International.

Stress Corrosion Cracking (SCC)
SCC xảy ra khi đồng thời xuất hiện ba yếu tố: vật liệu nhạy cảm + môi trường ăn mòn đặc thù + ứng suất kéo. Đặc điểm nguy hiểm: vết nứt lan truyền nhanh theo mặt hạt tinh thể, không có biến dạng dẻo cảnh báo trước. SS 304/316 trong môi trường clorua, thép carbon trong môi trường kiềm nóng (caustic SCC), và đồng thau trong môi trường amoniac là ba hệ thống SCC phổ biến nhất trong tháp hấp thụ công nghiệp.
Erosion-Corrosion (Ăn Mòn Mài Mòn)
Tại các vị trí dòng chảy tốc độ cao — inlet nozzle, khuỷu ống, bộ phân phối dung môi — hạt rắn lơ lửng hoặc bong bóng hơi (trong regime two-phase flow) liên tục phá vỡ lớp màng thụ động (passive film) trên bề mặt kim loại, để lộ kim loại mới cho phản ứng ăn mòn. Tốc độ tiêu hao kim loại trong erosion-corrosion có thể cao hơn 10–100 lần so với ăn mòn thuần túy.
Hydrogen-Induced Cracking (HIC) Và Sulfide Stress Cracking (SSC)
Đặc trưng riêng của môi trường sour service (có H₂S). Nguyên tử hydro sinh ra từ phản ứng ăn mòn do H₂S khuếch tán vào mạng tinh thể thép, tích tụ tại các vị trí khuyết tật (inclusion, bong tách pha, ranh giới hạt) và gây nứt nội tại. Tiêu chuẩn NACE MR0175 / ISO 15156 quy định yêu cầu vật liệu bắt buộc cho thiết bị trong môi trường sour service.
Phân Tích Rủi Ro Dựa Trên Bằng Chứng (RBI) — Phương Pháp Tối Ưu Hóa Tuổi Thọ Tháp Hấp Thụ
Thay vì lịch bảo trì cố định (time-based maintenance) — vốn hoặc quá lãng phí hoặc bỏ sót rủi ro — phương pháp RBI (Risk-Based Inspection) theo API 580/581 cho phép phân bổ nguồn lực kiểm tra tập trung vào các vị trí có xác suất hư hỏng cao và hậu quả nghiêm trọng. Quy trình RBI bao gồm:
Đánh giá xác suất hư hỏng (Probability of Failure — PoF): Xác định cơ chế hư hỏng khả dĩ (từ database của API 581), tính tốc độ ăn mòn dự báo, xác định vị trí xung yếu và lập kế hoạch kiểm tra tần suất tối ưu.
Đánh giá hậu quả hư hỏng (Consequence of Failure — CoF): Mô hình hóa kịch bản thoát khí/chất lỏng nguy hiểm, tính toán vùng ảnh hưởng, thiệt hại tài sản và gián đoạn sản xuất.
Ma trận rủi ro tích hợp: Kết hợp PoF × CoF để xác định mức độ ưu tiên kiểm tra — tháp hấp thụ rủi ro cao được kiểm tra thường xuyên hơn bằng kỹ thuật NDT nâng cao (phased array UT, TOFD, ART), trong khi thiết bị rủi ro thấp giãn chu kỳ kiểm tra hợp lý.
Kỹ Thuật Gia Hạn Tuổi Thọ (Life Extension) Tháp Hấp Thụ
Khi tháp hấp thụ tiến gần đến cuối tuổi thọ thiết kế hoặc phát hiện hư hỏng qua kiểm tra, các giải pháp kỹ thuật gia hạn tuổi thọ bao gồm:
Weld overlay (cladding): Đắp hợp kim chống ăn mòn (Alloy 625, SS 316L) lên bề mặt trong thân tháp tại vùng hư hỏng cục bộ — giải pháp chi phí hiệu quả hơn thay toàn bộ thân tháp.
Lining nội thân: Lót lớp PVDF, PTFE hoặc composite epoxy novolac vào bên trong tháp để tạo hàng rào hóa học bổ sung, đặc biệt hiệu quả trong tháp xử lý axit mạnh.
Bảo vệ cathodic (Cathodic Protection — CP): Áp dụng kỹ thuật dòng điện ngoài (impressed current) hoặc anode hy sinh để kiểm soát ăn mòn điện hóa tại vùng bên ngoài thân tháp, đặc biệt tại vị trí nối đất và bệ đỡ.
Tối ưu hóa hóa phẩm chống ăn mòn (corrosion inhibitor): Bổ sung chất ức chế ăn mòn vào dung môi tuần hoàn hoặc dòng khí để giảm tốc độ ăn mòn nội thân — giải pháp kiểm soát linh hoạt, ít xâm lấn.

Kết Luận: Vật Liệu Đặt Trần, Vận Hành Quyết Định Sàn
Sau khi phân tích toàn diện, câu trả lời chuyên môn cho câu hỏi đặt ra là: vật liệu chế tạo xác định giới hạn trên (ceiling) của tuổi thọ lý thuyết, còn điều kiện vận hành và chương trình bảo trì mới là nhân tố quyết định tuổi thọ thực tế đạt được bao nhiêu phần trăm trong giới hạn đó.
Tháp hấp thụ chế tạo từ Hastelloy C-276 có thể đạt tuổi thọ thiết kế 25 năm, nhưng nếu vận hành với nồng độ clorua vượt giới hạn và không có chương trình giám sát ăn mòn, thiết bị có thể hư hỏng sau 8–10 năm. Ngược lại, tháp thép carbon với lớp lining bảo vệ tốt, chương trình xử lý nước nghiêm ngặt và kiểm tra NDT định kỳ hoàn toàn có thể vượt tuổi thọ thiết kế 20% đến 30%.
Chiến lược tối ưu là tiếp cận tích hợp: lựa chọn vật liệu đúng ngay từ giai đoạn thiết kế cơ sở (FEED), kiểm soát chặt chẽ điều kiện vận hành trong suốt vòng đời, và triển khai chương trình RBI để phân bổ nguồn lực bảo trì một cách khoa học và có căn cứ định lượng.
Tiêu Chuẩn Kỹ Thuật Tham Chiếu
Trong thiết kế, vận hành và bảo dưỡng tháp hấp thụ công nghiệp, các tiêu chuẩn sau là tài liệu kỹ thuật pháp lý bắt buộc tham chiếu:
- ASME Section VIII Div.1/Div.2: Tiêu chuẩn thiết kế bình chịu áp lực — bao gồm tháp hấp thụ.
- API 571: Cơ chế hư hỏng và ăn mòn trong ngành lọc dầu — cẩm nang tham chiếu cho kỹ sư kiểm tra thiết bị.
- API 580/581: Phương pháp luận RBI — kiểm tra dựa trên rủi ro cho thiết bị tĩnh.
- NACE MR0175 / ISO 15156: Yêu cầu vật liệu cho thiết bị trong môi trường sour service (H₂S).
- ASME PCC-2: Tiêu chuẩn sửa chữa thiết bị áp lực trong vận hành.
- TCVN 8366:2010: Bình chịu áp lực — yêu cầu kỹ thuật an toàn theo tiêu chuẩn Việt Nam.
Lưu ý chuyên môn: Mỗi tháp hấp thụ vận hành trong điều kiện quy trình đặc thù. Mọi quyết định lựa chọn vật liệu, đánh giá tuổi thọ còn lại (Remaining Life Assessment) và kế hoạch gia hạn tuổi thọ phải được thực hiện bởi kỹ sư kiểm tra thiết bị có chứng chỉ (API 510 Inspector) kết hợp với chuyên gia vật liệu và ăn mòn (Corrosion Engineer), không thể thay thế bằng tra cứu tài liệu đơn thuần.
Bài viết được biên soạn theo tiêu chuẩn kỹ thuật API, ASME, NACE và tổng hợp kinh nghiệm thực tế vận hành thiết bị áp lực trong công nghiệp dầu khí và hóa chất.