Trong môi trường sản xuất công nghiệp xử lý hóa chất ăn mòn, axit/kiềm, dung môi hữu cơ hay khí độc hại, hệ thống đường ống dẫn lưu chất nếu không được thiết kế đạt tiêu chuẩn kín hơi tuyệt đối (vapor-tight / hermetically sealed piping system) sẽ trở thành nguồn phát tán hơi độc hại liên tục — gây nguy cơ mãn tính cho sức khỏe người lao động, rủi ro cháy nổ và vi phạm nghiêm trọng các quy chuẩn về an toàn lao động lẫn kiểm soát ô nhiễm không khí tại nguồn.
Polypropylene (PP) — với đặc tính kháng hóa chất vượt trội, tính hàn nhiệt cho phép tạo mối nối toàn khối (monolithic joint) không có điểm rò rỉ — hiện là vật liệu đường ống được ưu tiên lựa chọn hàng đầu trong các nhà máy hóa chất, mạ điện, bán dẫn và dược phẩm khi yêu cầu tính kín hơi là tiêu chí thiết kế bắt buộc.
Bài viết này trình bày phương pháp luận thiết kế hệ thống ống PP kín hơi theo tiêu chuẩn kỹ thuật quốc tế, các giải pháp kỹ thuật kiểm soát điểm rò rỉ tiềm ẩn, và quy trình kiểm tra nghiệm thu đảm bảo tính toàn vẹn hệ thống (system integrity) trong suốt vòng đời vận hành.
1. Tại Sao Tính Kín Hơi Là Tiêu Chí Thiết Kế Bắt Buộc?
1.1. Cơ chế phát tán hơi từ hệ thống đường ống thông thường
Hệ thống đường ống công nghiệp thông thường tồn tại nhiều điểm phát tán hơi tiềm ẩn (fugitive emission points), bao gồm:
- Mặt bích nối (flanged joint): Rò rỉ qua đệm làm kín (gasket) do suy giảm lực siết bu-lông theo thời gian, biến dạng nhiệt chu kỳ (thermal cycling), hoặc ăn mòn hóa học bề mặt tiếp xúc
- Mối nối ren (threaded joint): Độ kín phụ thuộc vào chất bịt ren (thread sealant) có thể bị hòa tan hoặc phân hủy trong môi trường hóa chất
- Gland packing và mechanical seal của bơm/van: Điểm rò rỉ động (dynamic seal) có tốc độ phát thải cao nhất trong toàn hệ thống
- Van có thân van tiếp xúc trực tiếp với khí quyển: Van cổng (gate valve), van cầu (globe valve) loại thông thường có cấu trúc gland hở
Theo nghiên cứu của US EPA (Protocol for Equipment Leak Emission Estimates), phát thải khuếch tán từ thiết bị (equipment fugitive emissions) tại các cơ sở hóa chất chiếm 15–40% tổng phát thải VOC của nhà máy — một tỷ lệ thường bị đánh giá thấp trong các đánh giá tác động môi trường.
1.2. Ngưỡng nồng độ và rủi ro sức khỏe
Phần lớn hơi hóa chất phổ biến trong công nghiệp có giới hạn phơi nhiễm nghề nghiệp (Occupational Exposure Limit — OEL) cực kỳ thấp:
| Hóa chất | OEL-TWA (ACGIH TLV) | Mùi nhận biết | Đặc tính nguy hiểm |
|---|---|---|---|
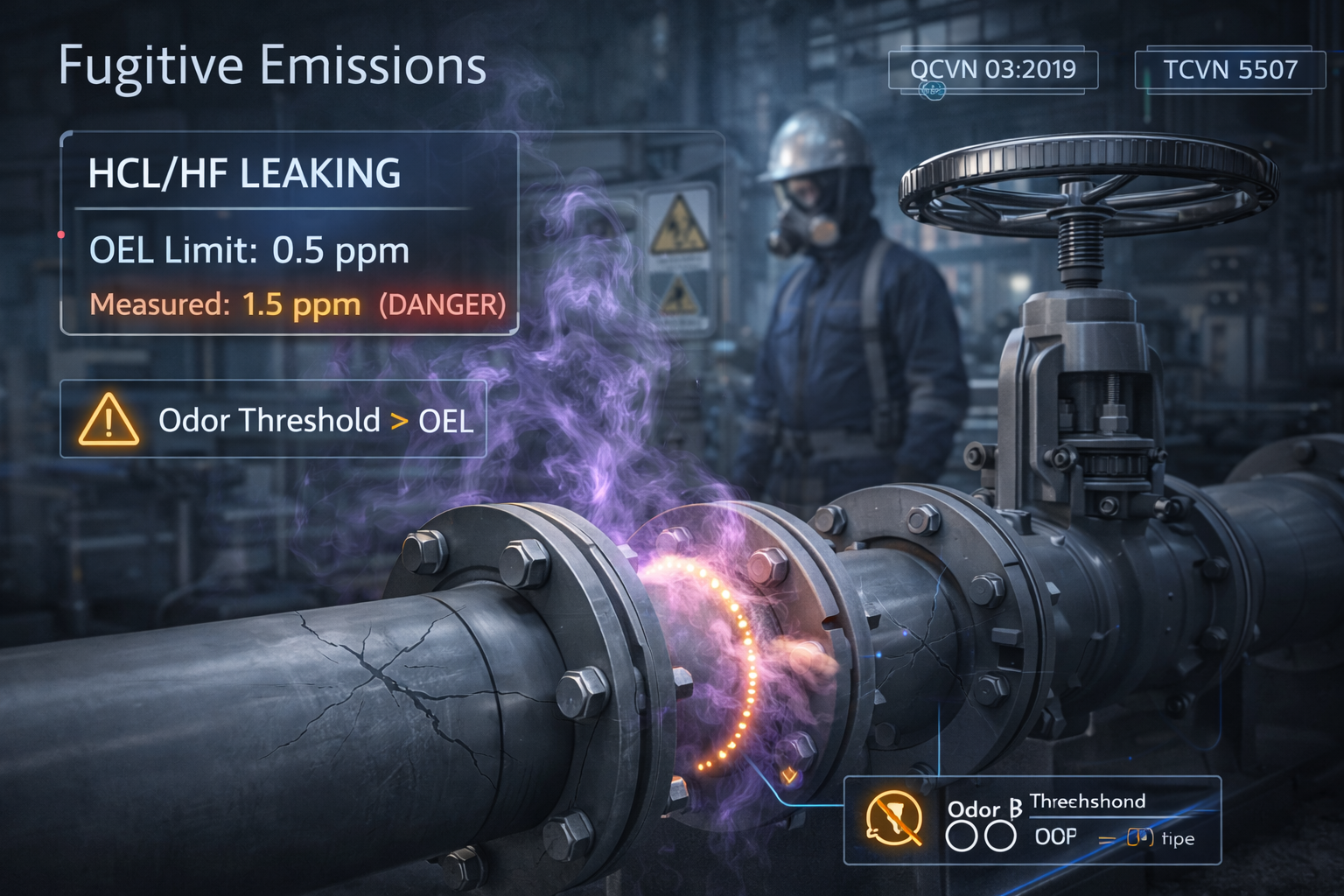
| HCl (khí axit clohydric) | 0,5 ppm (Ceiling) | 1–5 ppm | Ăn mòn đường hô hấp trên |
| H₂SO₄ hơi | 0,02 mg/m³ | Không rõ ở nồng độ thấp | Gây viêm phổi hóa học |
| HF (axit flohydric) | 0,5 ppm (Ceiling) | 0,04 ppm | Cực độc, ăn mòn xương |
| NH₃ | 25 ppm (TWA) | 1–5 ppm | Kích ứng mạnh, tổn thương phổi |
| H₂S | 1 ppm (Ceiling) | 0,008–0,13 ppm | Tê liệt khứu giác, nguy hiểm tính mạng |
| Toluene | 20 ppm (TWA) | 1–8 ppm | Độc thần kinh mãn tính |
Điều đáng chú ý: nhiều hóa chất có ngưỡng mùi cao hơn OEL (odor threshold > OEL), có nghĩa là người lao động không cảm nhận được mùi khi nồng độ đã vượt ngưỡng an toàn — đây là lý do hệ thống ống kín hơi không thể thay thế bằng hệ thống thông gió thông thường trong môi trường này.
1.3. Khung pháp lý bắt buộc tại Việt Nam
- QCVN 03:2019/BYT — Quy chuẩn kỹ thuật quốc gia về giá trị giới hạn tiếp xúc cho phép với 50 yếu tố hóa học tại nơi làm việc
- TCVN 5507:2002 — Hóa chất nguy hiểm: yêu cầu an toàn trong sản xuất, kinh doanh, sử dụng, bảo quản và vận chuyển
- Nghị định 44/2016/NĐ-CP — Quy định về hoạt động kiểm định kỹ thuật an toàn lao động, đo lường, quan trắc môi trường lao động
- QCVN 26:2016/BYT — Yêu cầu vệ sinh lao động với các yếu tố hóa học trong môi trường lao động
2. Đặc Tính Kỹ Thuật Của PP Trong Thiết Kế Đường Ống Kín Hơi
2.1. Phân loại vật liệu PP dùng trong đường ống công nghiệp
Không phải tất cả PP đều có đặc tính kỹ thuật giống nhau. Trong thiết kế đường ống kín hơi, cần phân biệt rõ:
PP-H (Polypropylene Homopolymer): Độ cứng cao (tensile strength ~35 MPa), chịu nhiệt tốt hơn (HDT ~105°C), nhưng độ giòn ở nhiệt độ thấp cao hơn. Phù hợp cho ống áp lực, đường ống chịu tải cơ học. Tiêu chuẩn DIN 8077/8078, ISO 15874.
PP-R (Polypropylene Random Copolymer): Độ mềm dẻo cao hơn PP-H, chống va đập tốt hơn ở nhiệt độ thấp, bề mặt bên trong nhẵn hơn (giảm trở lực ma sát). Thường dùng trong hệ thống cấp nước nóng/lạnh và đường ống hóa chất nhiệt độ vừa phải. Tiêu chuẩn ISO 15874, EN 12288.
PP-B (Polypropylene Block Copolymer): Cân bằng tốt giữa độ cứng và độ dẻo dai, chịu va đập xuất sắc ngay ở nhiệt độ thấp (<-20°C). Ưu tiên cho hệ thống ống ngoài trời hoặc trong môi trường rung động.
PP-EL (Electrostatic Dissipative PP): Phiên bản PP có khả năng tản tĩnh điện (surface resistivity 10⁶–10⁹ Ω), bắt buộc sử dụng trong hệ thống dẫn dung môi dễ cháy nổ nhằm ngăn ngừa tích điện tĩnh gây phóng điện hồ quang.

2.2. Tính hàn nhiệt và khái niệm mối nối toàn khối
Ưu điểm cạnh tranh tuyệt đối của PP so với các vật liệu đường ống kim loại trong ứng dụng kín hơi chính là khả năng hàn nhiệt nóng chảy (thermal fusion welding) tạo ra mối nối liên tục không có điểm tiếp giáp cơ học:
- Hàn giáp đầu (Butt Fusion Welding / BFW): Nung chảy hai đầu ống bằng tấm gia nhiệt phẳng (heating plate) tại nhiệt độ 200–230°C, sau đó ép tiếp xúc và giữ lực cho đến khi nguội. Tạo mối hàn có độ bền kéo đạt 90–100% vật liệu gốc theo DVS 2207-1. Áp dụng cho ống có đường kính DN 40 trở lên.
- Hàn điện trở (Electrofusion Welding / EFW): Sử dụng khớp nối electrofusion (EF fitting) có sợi điện trở nhúng trong vật liệu, nung chảy bề mặt tiếp xúc từ bên trong. Thích hợp cho sửa chữa tại chỗ, điều kiện không gian hẹp, và nối ống với phụ kiện phức tạp. Theo tiêu chuẩn EN 12201-3, ISO 8085-3.
- Hàn socket (Socket Fusion Welding / SFW): Áp dụng cho ống đường kính nhỏ (DN 20–63), thao tác nhanh nhưng yêu cầu kiểm soát nhiệt độ và thời gian nung chặt chẽ. Tiêu chuẩn ASTM F1576.
- Hàn đùn (Extrusion Welding): Dùng que hàn PP đùn vào rãnh chuẩn bị bằng súng hàn đùn. Phương pháp ưu tiên cho hàn tấm PP dày, hàn tăng cường mối nối ống-bình chứa, và sửa chữa các vết nứt. Theo DVS 2207-4.
2.3. Hệ số áp suất-nhiệt độ và tính toán ứng suất cho phép
PP là vật liệu nhựa nhiệt dẻo có đặc tính creep (từ biến) — nghĩa là biến dạng dưới tải trọng tĩnh dài hạn ngay ở nhiệt độ phòng. Do đó, áp suất vận hành cho phép (allowable operating pressure — MOP) phải được tính toán theo phương pháp ứng suất hồi quy dài hạn (Long-Term Hydrostatic Strength — LTHS) theo tiêu chuẩn ISO 9080 / ISO 12162, không phải chỉ từ cơ tính kéo ngắn hạn.
Công thức tính áp suất vận hành cho phép:
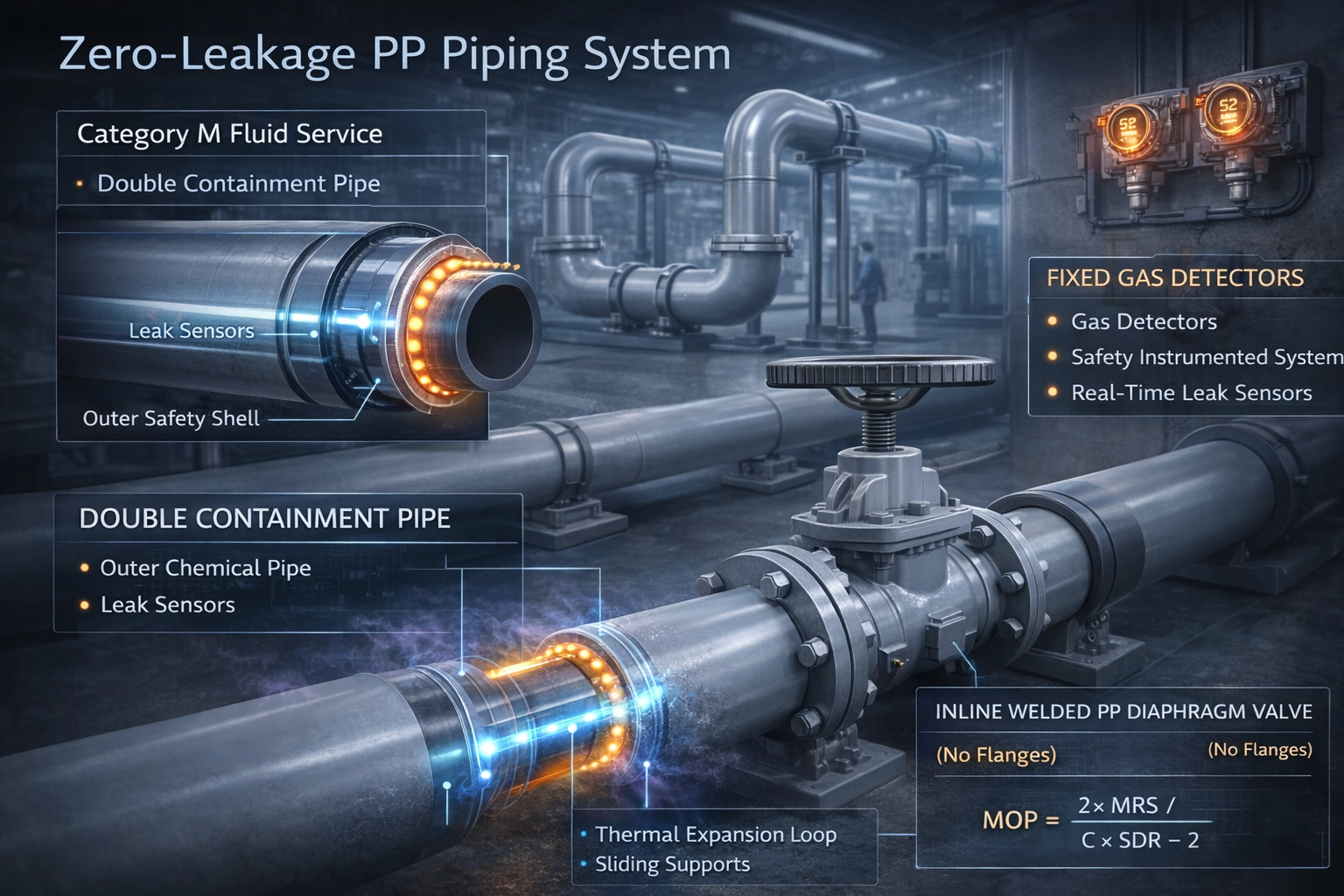
MOP = (2 × MRS) / (C × SDR – 2)
Trong đó:
- MRS (Minimum Required Strength): Độ bền yêu cầu tối thiểu 50 năm (MPa), xác định từ đường cong hồi quy LTHS
- C: Hệ số an toàn tổng thể (Overall Design Coefficient), thường 1,25–2,0 tùy ứng dụng
- SDR (Standard Dimension Ratio): Tỉ số đường kính ngoài / độ dày thành ống
Ở nhiệt độ tăng cao, MOP giảm đáng kể: tại 60°C, MOP PP-H chỉ còn khoảng 50–60% giá trị ở 20°C — đây là thông số thường bị bỏ qua dẫn đến thiết kế không an toàn trong ứng dụng nhiệt độ cao.
3. Phương Pháp Luận Thiết Kế Hệ Thống Ống PP Kín Hơi
3.1. Phân cấp nguy hiểm và xác định yêu cầu kín hơi
Bước đầu tiên trong quy trình thiết kế là phân loại lưu chất theo mức độ nguy hiểm phát tán, thường theo tiêu chuẩn ASME B31.3 (Process Piping) với phân loại “Fluid Service”:
- Category D (Non-hazardous): Lưu chất không độc, áp suất và nhiệt độ thấp — không yêu cầu kiểm tra kín hơi nghiêm ngặt
- Category M (Highly Hazardous): Lưu chất mà một lần tiếp xúc nhỏ cũng có thể gây thương tật nghiêm trọng (HF, Cl₂, phosgene…) — yêu cầu kiểm tra kín hơi cao nhất, không được phép dùng mối nối mặt bích thông thường
- Normal Fluid Service: Phần lớn hóa chất công nghiệp thông thường — áp dụng tiêu chuẩn kín hơi trung bình
Cho hệ thống PP trong môi trường hóa chất, thông thường áp dụng yêu cầu tương đương Category M ngay cả khi lưu chất không đáp ứng đúng định nghĩa Category M theo ASME, do đặc tính rủi ro mãn tính của môi trường làm việc tiếp xúc liên tục.
3.2. Thiết kế P&ID tập trung kiểm soát điểm rò rỉ (Leak-Point Minimization Design)
Nguyên tắc thiết kế số 1: Tối thiểu hóa điểm nối cơ học
Mỗi mặt bích, khớp nối ren, hay kết nối cơ học là một điểm rò rỉ tiềm năng (potential leak point — PLP). Thiết kế P&ID (Piping and Instrumentation Diagram) kín hơi cần ưu tiên:
- Thay thế cụm mặt bích + van bằng van hàn trực tiếp vào đường ống (inline welded valve) — đặc biệt là van bướm PP (butterfly valve), van màng (diaphragm valve) loại body hàn nhiệt
- Ưu tiên van màng (diaphragm valve) và van bi (ball valve) với thân PP hàn liền thay cho van cổng, van cầu có cấu trúc gland truyền thống
- Sử dụng ống cong uốn (fabricated elbow / bend) hàn trực tiếp thay cho khớp nối phụ kiện (fitting) khi điều kiện cho phép — giảm số điểm nối trên mỗi đoạn tuyến ống
Nguyên tắc thiết kế số 2: Quản lý giãn nở nhiệt chủ động
PP có hệ số giãn nở nhiệt tuyến tính (linear thermal expansion coefficient — α) khoảng 0,15–0,18 mm/m·K — cao hơn thép khoảng 6–7 lần. Trong hệ thống đường ống dài, giãn nở nhiệt gây ứng suất bình chứa lớn ở mối nối, là nguyên nhân hàng đầu gây mỏi mối hàn và rò rỉ trong dài hạn.
Giải pháp bắt buộc bao gồm:
- Bù giãn nở bằng đoạn chữ U / L / Z (expansion loop): Tính toán chiều dài đoạn bù theo công thức: L_loop = K × √(D × ΔL), trong đó D là đường kính ngoài ống và ΔL là lượng giãn nở tính toán
- Gối đỡ trượt (sliding support) và gối đỡ cố định (anchor point): Phân bổ chiến lược để hướng giãn nở về phía đoạn bù, không tạo tải trọng tập trung tại mối nối
- Khớp giãn nở (expansion joint) PP hoặc PTFE bellows: Sử dụng có chọn lọc tại điểm nối thiết bị (nozzle connection) nơi giãn nở tự do không thể thực hiện được
Nguyên tắc thiết kế số 3: Kiểm soát điều kiện biên giới tại kết nối thiết bị
Kết nối giữa đường ống PP và thiết bị (bơm, tháp hấp thụ, bồn chứa) thường là điểm có ứng suất cao nhất do dao động vận hành (vibration), tải trọng nhiệt, và sự khác biệt về độ cứng vật liệu (PP vs inox, PP vs FRP). Yêu cầu thiết kế:
- Sử dụng đoạn ống mềm PP (flexible PP hose với cốt sợi) hoặc PTFE bellows làm đoạn đệm giảm chấn tại kết nối bơm
- Tuyệt đối không để nozzle ống PP chịu mô-men uốn từ tải trọng trọng lực của đường ống — thiết kế hệ thống đỡ đường ống (pipe support) đảm bảo nozzle load trong giới hạn cho phép của nhà chế tạo thiết bị
3.3. Thiết kế hệ thống phát hiện rò rỉ (Leak Detection System)
Ngay cả hệ thống được thiết kế và thi công hoàn hảo vẫn cần có hệ thống phát hiện rò rỉ thụ động và chủ động như lớp bảo vệ độc lập (Independent Protection Layer — IPL) theo phương pháp LOPA (Layer of Protection Analysis):
- Đường ống kép (double containment piping): Ống PP vận chuyển lưu chất (inner pipe) được bọc bên trong ống ngoài PP lớn hơn (outer containment pipe). Khoảng hở giữa hai ống được giám sát bằng detector điện dẫn suất (conductivity detector) hoặc cảm biến áp suất. Giải pháp bắt buộc theo EPA 40 CFR Part 265 cho lưu chất RCRA hazardous waste.
- Cảm biến khí độc (fixed gas detector): Lắp đặt tại các điểm tiềm ẩn rò rỉ cao (kết nối van, mặt bích bắt buộc) và điểm thấp nhất trong phòng (với khí nặng hơn không khí) hoặc điểm cao nhất (với khí nhẹ hơn không khí).
- Hệ thống phun nước/trung hòa khẩn cấp (emergency deluge/neutralization system): Bố trí tại vùng chứa đường ống Category M để kiểm soát đám mây hơi độc trong tình huống rò rỉ lớn.
4. Tiêu Chuẩn Thi Công Và Kiểm Soát Chất Lượng Mối Hàn PP
4.1. Yêu cầu trình độ thợ hàn và quy trình hàn
Không giống như hàn kim loại, hàn nhiệt PP không yêu cầu chứng chỉ hàn cơ học tại Việt Nam theo quy định hiện hành — đây là khoảng trống pháp lý nghiêm trọng. Tuy nhiên, đối với hệ thống kín hơi, doanh nghiệp nên tự áp đặt yêu cầu tương đương tiêu chuẩn quốc tế:
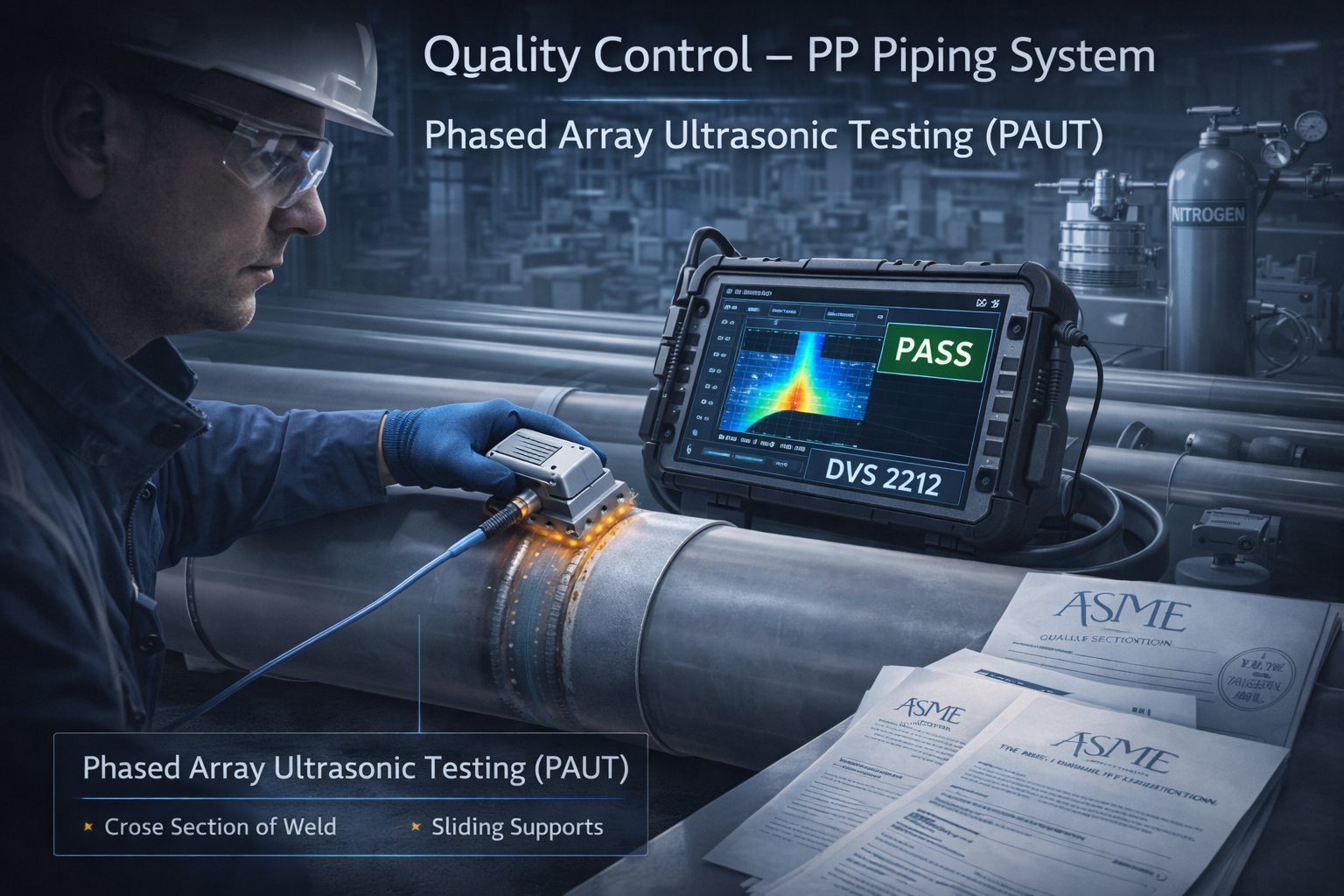
- DVS 2212 (Đức) — Chứng chỉ thợ hàn nhựa: kiểm tra lý thuyết + thực hành với mẫu hàn kiểm định phá hủy (destructive test specimen)
- ASME Section IX (B31.3) — Quy trình hàn được phê duyệt (Welding Procedure Specification — WPS) và hồ sơ năng lực thợ hàn (Welder Performance Qualification — WPQ) áp dụng analogous cho hàn nhựa
- Kiểm soát các thông số hàn quan trọng: nhiệt độ tấm gia nhiệt, áp suất ép, thời gian nung và thời gian làm mát theo bảng thông số kỹ thuật của nhà sản xuất ống
4.2. Phương pháp kiểm tra không phá hủy (NDT) cho mối hàn PP
| Phương pháp NDT | Loại khuyết tật phát hiện | Tiêu chuẩn áp dụng | Chi phí tương đối |
|---|---|---|---|
| Kiểm tra mắt thường (VT) | Lỗi bề mặt, rãnh hàn | DVS 2202-1 | Thấp |
| Kiểm tra siêu âm (UT — phased array) | Không liên kết nội tại (lack of fusion), rỗ khí | EN 12814-9 | Trung bình-cao |
| Chụp ảnh tia X (RT) | Rỗ khí, vùng không liên kết | ASTM E1416 | Cao |
| Kiểm tra kéo mẫu hàn (tensile test) | Độ bền toàn mối hàn | EN 12814-1 | Trung bình (phá hủy) |
| Thử áp lực thủy tĩnh (hydrostatic test) | Toàn vẹn hệ thống tổng thể | ASME B31.3 | Thấp-trung bình |
Đối với hệ thống kín hơi cấp cao, khuyến nghị áp dụng phased array ultrasonic testing (PAUT) cho 100% mối hàn giáp đầu trên tuyến ống chính, và thử áp lực thủy tĩnh toàn hệ thống tại 1,5× áp suất thiết kế (design pressure) trong tối thiểu 4 giờ.
4.3. Kiểm tra kín hơi bằng khí trơ (Pneumatic Leak Test)
Sau thử áp lực thủy tĩnh (để phát hiện khuyết tật mối hàn), cần thực hiện thêm kiểm tra kín hơi bằng khí Nitơ (N₂ leak test) với phương pháp bọt xà phòng (soap bubble test) hoặc detector khí (tracer gas test):
- Phương pháp Helium tracer gas: Bơm hỗn hợp He/N₂ vào hệ thống, dùng mass spectrometer leak detector quét toàn bộ mối nối — độ nhạy phát hiện rò rỉ đạt 10⁻⁶ mbar·L/s, phương pháp nhạy nhất hiện có cho đường ống PP
- Phương pháp pressurize-hold: Duy trì áp suất N₂ thấp (0,05–0,1 MPa gauge) trong 24h, ghi nhận độ sụt áp — phù hợp kiểm tra toàn hệ thống sau khi lắp đặt hoàn chỉnh
5. Thiết Kế Hệ Thống Đỡ và Bảo Vệ Cơ Học
5.1. Khoảng cách đỡ ống (Pipe Support Spacing)
Do modulus đàn hồi của PP (Young’s Modulus ~1,3–1,8 GPa) thấp hơn thép khoảng 100–150 lần, khoảng cách giữa các gối đỡ ống PP phải nhỏ hơn đáng kể so với đường ống thép cùng đường kính:
| Đường kính danh nghĩa (DN) | Khoảng cách đỡ tối đa (m) — Nằm ngang, 20°C, chứa nước |
|---|---|
| DN 20 | 0,6–0,8 m |
| DN 32 | 0,8–1,0 m |
| DN 50 | 1,0–1,2 m |
| DN 75 | 1,2–1,5 m |
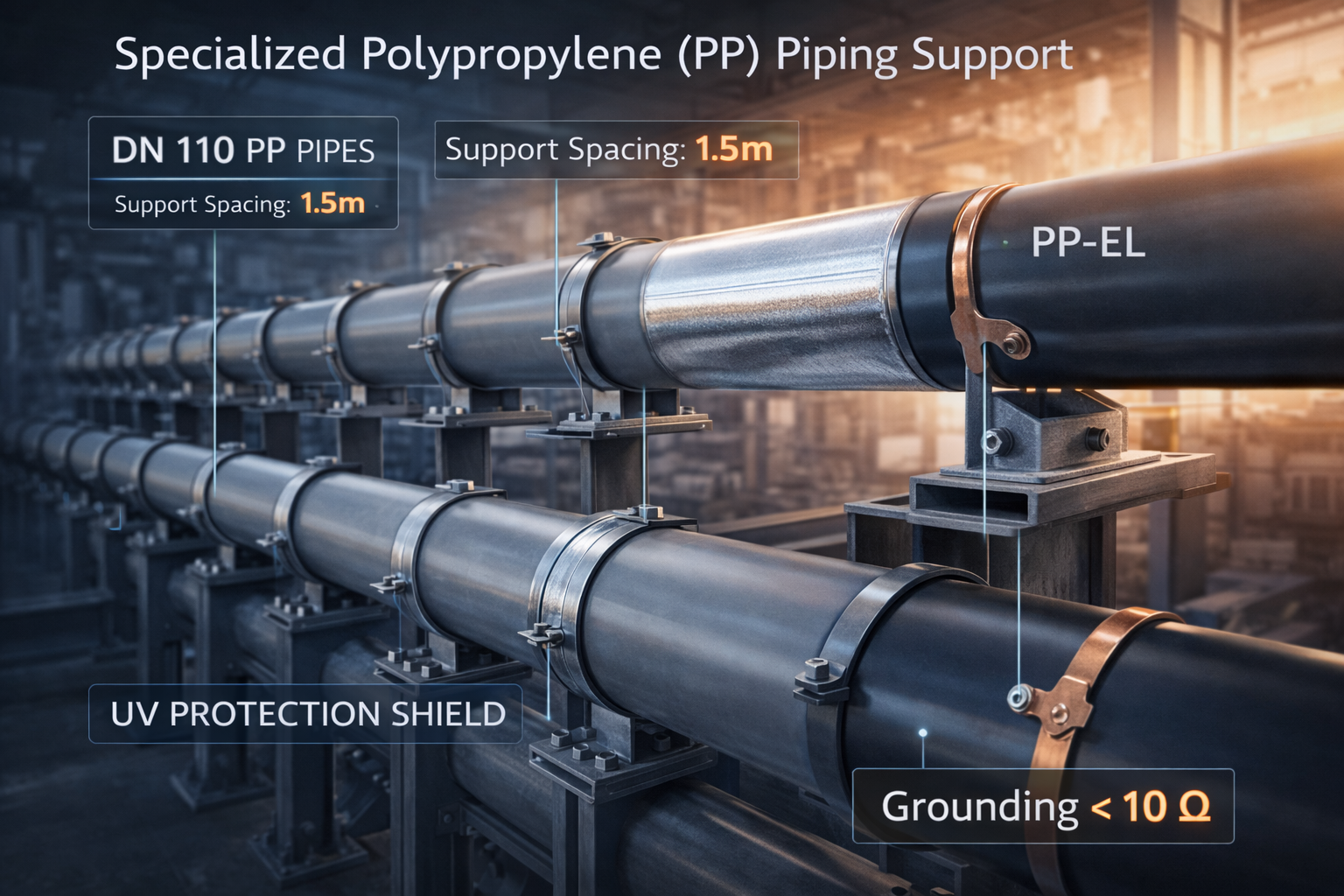
| DN 110 | 1,5–1,8 m |
| DN 160 | 1,8–2,2 m |
| DN 200 | 2,0–2,5 m |
Khoảng cách đỡ giảm thêm 15–30% khi nhiệt độ vận hành > 40°C và giảm thêm tỷ lệ khi lưu chất có tỷ trọng > 1,0 kg/L.
5.2. Bảo vệ cơ học và chống tia UV
PP bị phân hủy quang hóa (photodegradation) khi tiếp xúc tia UV trực tiếp liên tục, dẫn đến giảm cơ tính và giòn hóa bề mặt sau 2–5 năm. Đối với hệ thống ống PP ngoài trời:
- Sử dụng PP có chất ổn định UV (UV stabilizer / carbon black masterbatch) từ giai đoạn chế tạo ống
- Bọc bảo vệ bằng sơn phản xạ UV gốc epoxy hoặc bọc insulation có lớp jacket aluminum
- Che phủ bằng hộp bảo vệ ống (pipe chase / pipe duct) tại các đoạn ngoài trời quan trọng
5.3. Tiếp địa và kiểm soát tĩnh điện
Trong hệ thống dẫn lưu chất dễ cháy, PP tiêu chuẩn có điện trở suất rất cao (~10¹⁵–10¹⁶ Ω·cm) và không dẫn điện — tích lũy điện tích tĩnh điện (static charge buildup) khi lưu chất chuyển động qua ống ở tốc độ cao là rủi ro nghiêm trọng.
Giải pháp bắt buộc:
- Sử dụng PP-EL (electrostatic dissipative grade) với điện trở suất 10⁶–10⁹ Ω·cm cho tất cả đường ống và phụ kiện trong hệ thống dẫn dung môi dễ cháy
- Thiết kế hệ thống tiếp địa liên tục (continuous grounding strap) dọc toàn tuyến ống với điện trở nối đất < 10 Ω
- Giới hạn vận tốc dòng chảy không vượt quá mức phát sinh tĩnh điện nguy hiểm: thông thường < 1 m/s với dung môi có điện trở suất > 10⁹ Ω·cm, theo tiêu chuẩn IEC 60079-32-1
6. Tích Hợp Hệ Thống Ống PP Vào Kiến Trúc An Toàn Nhà Máy
6.1. Phân vùng nguy hiểm (Hazardous Area Classification)
Hệ thống ống PP kín hơi cần được thiết kế tương thích với phân vùng nguy hiểm theo IEC 60079-10-1 (Zone 0, 1, 2) hoặc NFPA 70 Article 500 (Division 1, 2). Điều này ảnh hưởng đến:
- Lựa chọn loại van: van điều khiển điện (motorized valve) trong Zone 1 phải là loại Ex-proof (Explosion-proof / Ex d) hoặc Ex e (increased safety)
- Cảm biến và thiết bị đo lường trên đường ống phải có chứng nhận ATEX/IECEx tương ứng với vùng phân loại
- Vật liệu đệm và phụ kiện PP phải có điện trở suất phù hợp với yêu cầu chống tĩnh điện của từng vùng
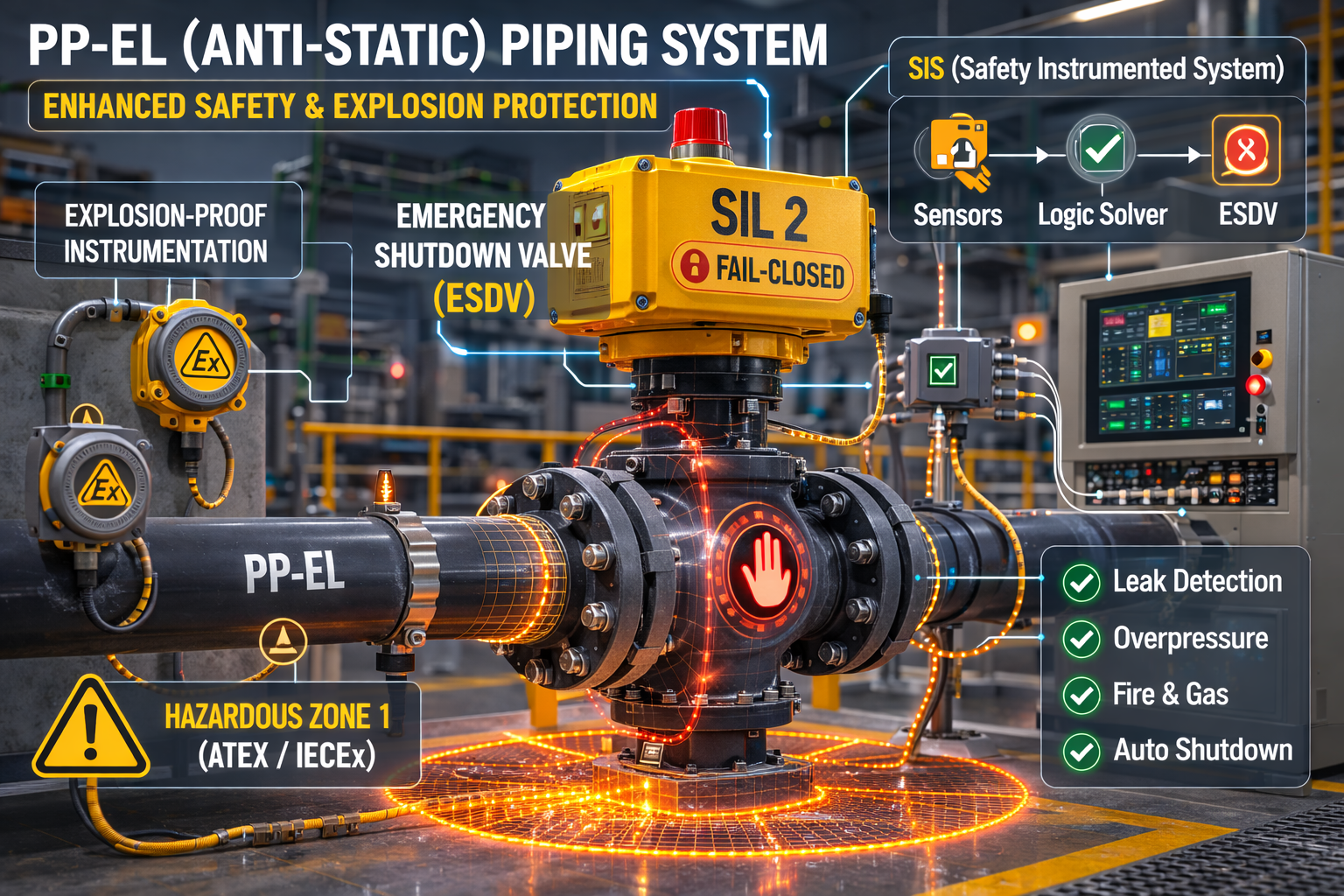
6.2. Tích hợp với hệ thống Safety Instrumented System (SIS)
Đối với hệ thống ống dẫn hóa chất cực độc (HF, Cl₂, phosgene) hoặc vật liệu dễ cháy nổ:
- Thiết kế van chặn khẩn cấp (Emergency Shutdown Valve — ESDV) trên tuyến ống chính với Safety Integrity Level (SIL) được xác định qua phân tích LOPA
- Van ESDV PP actuated loại fail-closed (FC) cho đường ống hóa chất độc hại — đảm bảo tự động chặn khi mất nguồn điện hoặc khí nén
- Tích hợp vào Distributed Control System (DCS) với chức năng safe state confirmation và partial stroke testing định kỳ
7. Bảo Trì và Kiểm Tra Định Kỳ Hệ Thống Ống PP Kín Hơi
7.1. Chương trình kiểm tra toàn vẹn đường ống (Piping Integrity Management — PIM)
Khác với đường ống kim loại có nguy cơ hư hỏng chủ đạo là ăn mòn (corrosion), đường ống PP có các cơ chế hư hỏng đặc thù cần được giám sát:
- Creep và biến dạng dưới tải dài hạn: Kiểm tra bằng quan sát hình dạng ống tại gối đỡ, đo độ võng thực tế so với thiết kế mỗi 2 năm
- Mỏi nhiệt (thermal fatigue) tại mối hàn: Kiểm tra PAUT tại mối hàn giáp đầu mỗi 3–5 năm trên các đường ống có biến động nhiệt độ lớn (ΔT > 30°C)
- Hấp thụ dung môi (solvent absorption/swelling): Một số dung môi hữu cơ có thể gây trương nở PP theo thời gian — kiểm tra kích thước và cơ tính mẫu đoạn ống thay thế định kỳ
- Lão hóa UV và nhiệt hóa (thermo-oxidative aging): Kiểm tra bằng phương pháp OIT (Oxidative Induction Time) trên mẫu cắt từ ống định kỳ mỗi 5 năm tại các điểm ngoài trời hoặc nhiệt độ cao
7.2. Quy trình mở – vào – đóng hệ thống an toàn
Quy trình Line Opening Permit (LOP) cho đường ống PP hóa chất cần bao gồm: xác nhận cách ly và khóa năng lượng (LOTO — Lock Out Tag Out), xả và trung hòa dư lượng hóa chất, đo không khí trong không gian xung quanh bằng thiết bị đo khí cầm tay, và xác nhận bởi kỹ sư an toàn trước khi bắt đầu công việc bảo trì.
8. Kết Luận Và Khuyến Nghị Thiết Kế
Hệ thống ống PP kín hơi không phải là giải pháp “plug-and-play” — đây là hệ thống kỹ thuật phức tạp đòi hỏi sự tích hợp chặt chẽ giữa lựa chọn vật liệu, thiết kế công nghệ ứng suất nhiệt, kiểm soát chất lượng thi công và kiến trúc an toàn tổng thể nhà máy.
Các khuyến nghị thiết kế cốt lõi:
- Xây dựng Piping Material Specification (PMS) riêng cho ống PP theo từng dịch vụ lưu chất, định nghĩa rõ grade PP, tiêu chuẩn chế tạo, yêu cầu mối nối và phương pháp kiểm tra
- Áp dụng nguyên tắc “zero flange” tại khu vực cấp Category M — loại bỏ hoàn toàn mặt bích thông thường, thay bằng mối hàn toàn khối hoặc van hàn liền
- Bắt buộc tính toán giãn nở nhiệt và thiết kế expansion loop trước khi ra bản vẽ thi công — không để lại cho nhà thầu lắp đặt tự xử lý tại hiện trường
- Lập WPS (Welding Procedure Specification) và kiểm định thợ hàn PP tương đương tiêu chuẩn DVS 2212 trước khi cho phép thi công
- Thực hiện kiểm tra helium tracer gas cho 100% mối nối trên tuyến ống cấp M trước khi đưa hệ thống vào vận hành
- Tích hợp chương trình Piping Integrity Management vào hệ thống quản lý bảo trì (CMMS) với lịch kiểm tra và ngưỡng cảnh báo hư hỏng được định nghĩa rõ ràng
Đầu tư vào thiết kế và thi công hệ thống ống PP kín hơi đúng chuẩn là khoản đầu tư bảo vệ tài sản và con người có tỷ suất lợi ích/chi phí (benefit-cost ratio) cao nhất trong toàn bộ danh mục đầu tư an toàn của nhà máy, khi được đánh giá toàn diện bao gồm chi phí rủi ro sự cố (incident risk cost), chi phí gián đoạn sản xuất và chi phí tuân thủ pháp lý dài hạn.
Bài viết được biên soạn dựa trên tổng hợp tiêu chuẩn kỹ thuật quốc tế (ASME B31.3, DVS 2207/2212, ISO 15874, IEC 60079, EN 12201) và kinh nghiệm thực tiễn thiết kế hệ thống đường ống hóa chất công nghiệp tại Việt Nam và khu vực Đông Nam Á. Các thông số kỹ thuật trong bài viết mang tính tham khảo — mọi dự án cụ thể cần được phân tích và tính toán riêng bởi kỹ sư có chuyên môn phù hợp.