I. TỔNG QUAN VỀ GIA CÔNG BỒN CHỨA PP THEO YÊU CẦU CÔNG TRÌNH
Trong lĩnh vực kỹ thuật hóa chất và công nghiệp chế biến, việc lựa chọn thiết bị lưu trữ tiêu chuẩn hóa từ catalog thường không đáp ứng được các ràng buộc kỹ thuật đặc thù của từng dự án. Gia công bồn chứa hóa chất nhựa Polypropylene (PP) theo kích thước công trình – hay còn gọi là fabrication-to-specification hoặc custom engineering fabrication – là quy trình thiết kế và chế tạo bồn chứa PP hoàn toàn tùy biến, trong đó mọi thông số hình học, thông số kết cấu và thông số vật liệu đều được xác định căn cứ vào hồ sơ kỹ thuật công trình cụ thể.
Không giống bồn tiêu chuẩn hóa sản xuất hàng loạt (mass-produced standard tanks), bồn gia công theo công trình (project-specific fabricated tanks) được tối ưu hóa cho: không gian lắp đặt hạn chế, lưu lượng và áp suất quy trình đặc thù, hệ thống đấu nối ống dẫn hiện hữu, yêu cầu tích hợp với thiết bị công nghệ khác (bơm định lượng, hệ thống khuấy, bộ trao đổi nhiệt) và quy chuẩn an toàn áp dụng cho từng lĩnh vực công nghiệp.

| Điểm then chốt về kinh tế – kỹ thuật: Bồn PP gia công theo yêu cầu thường có chi phí ban đầu cao hơn bồn tiêu chuẩn 15–40%, nhưng tổng chi phí vòng đời (Life Cycle Cost – LCC) thấp hơn đáng kể nhờ loại bỏ chi phí cải tạo hạ tầng, giảm rủi ro sự cố do bồn không phù hợp điều kiện vận hành, và kéo dài tuổi thọ thiết bị nhờ thiết kế tối ưu. |
1.1. Phân Loại Yêu Cầu Gia Công Tùy Chỉnh Theo Tính Chất Công Trình
Thực tiễn kỹ thuật phân chia các yêu cầu gia công bồn PP tùy chỉnh thành bốn nhóm chính, mỗi nhóm có đặc thù thiết kế và thách thức chế tạo riêng:
- Tùy chỉnh hình học (Geometric customization): Điều chỉnh đường kính, chiều cao, hình dạng đáy/nắp, tỷ lệ chiều cao/đường kính (H/D ratio) để phù hợp không gian lắp đặt. Áp dụng khi nhà máy có trần thấp, hầm kỹ thuật hạn chế diện tích, hoặc không gian giữa các thiết bị chật hẹp.
- Tùy chỉnh đầu nối (Nozzle/connection customization): Số lượng, vị trí (tọa độ góc phương vị và cao độ), kích cỡ và chuẩn kết nối (DIN/ANSI/JIS) của các nozzle được bố trí theo sơ đồ đường ống và thiết bị (P&ID) của dự án.
- Tùy chỉnh kết cấu (Structural customization): Hệ thống đỡ, chân bồn, tai treo, vị trí đặt cầu thang/sàn thao tác, thiết kế chống động đất (seismic design) cho vùng nguy cơ địa chấn.
- Tùy chỉnh vật liệu và chức năng nâng cao (Material/functional customization): Lớp liner kháng hóa chất đặc biệt, hệ thống gia nhiệt/làm lạnh tích hợp (jacketed design), lớp cách nhiệt (insulation cladding), hệ thống nối đất tĩnh điện (electrostatic bonding).
1.2. Các Ngành Công Nghiệp Điển Hình Sử Dụng Bồn PP Gia Công Theo Công Trình
| Ngành công nghiệp | Loại hóa chất lưu trữ | Yêu cầu tùy chỉnh đặc thù | Chuẩn thiết kế ưu tiên |
| Xử lý nước thải / nước cấp | NaOH, HCl, H₂SO₄, PAC, NaOCl | Dung tích lớn 5.000–50.000L, tích hợp bơm khuấy | DVS 2205, TCVN 7957 |
| Xi mạ điện / bề mặt kim loại | CuSO₄, ZnCl₂, H₃PO₄, dung dịch kiềm | Bồn hình chữ nhật/oval, tích hợp thanh điện cực | EN 12573, DIN 8079 |
| Sản xuất PCB / điện tử | HF, NH₄F, H₂O₂, dung dịch ăn mòn | Độ tinh khiết bề mặt cực cao, phòng sạch (cleanroom) | SEMI F57, ASTM D1998 |
| Dược phẩm / thực phẩm | Acid citric, NaOH, cồn loãng | FDA/EU 10/2011 compliant, CIP/SIP design | GMP, EN 1672-2 |
| Hóa chất cơ bản | Axit vô cơ, kiềm công nghiệp | Áp suất cao hơn tiêu chuẩn, thiết kế chống tràn | ASME B31.3, DVS 2205 |
| Nông nghiệp / phân bón | Axit photphoric, phân bón lỏng | Bồn ngoài trời, chống UV, dung tích lớn | ASTM D1998, ISO 16135 |
| Giấy và bột giấy | NaOH, H₂SO₄, ClO₂, NaClO₃ | Chịu nhiệt độ cao, tích hợp đường tuần hoàn | DVS 2205-2, TAPPI |
II. QUY TRÌNH THU THẬP THÔNG SỐ KỸ THUẬT VÀ LẬP HỒ SƠ YÊU CẦU THIẾT KẾ
Sự thành công của một dự án gia công bồn PP theo công trình phụ thuộc gần như hoàn toàn vào chất lượng của giai đoạn thu thập thông tin ban đầu. Sai sót hoặc thiếu sót trong giai đoạn này sẽ dẫn đến thiết kế không phù hợp, phát sinh phá dỡ sửa chữa tốn kém, hoặc nghiêm trọng hơn là sự cố vận hành nguy hiểm.
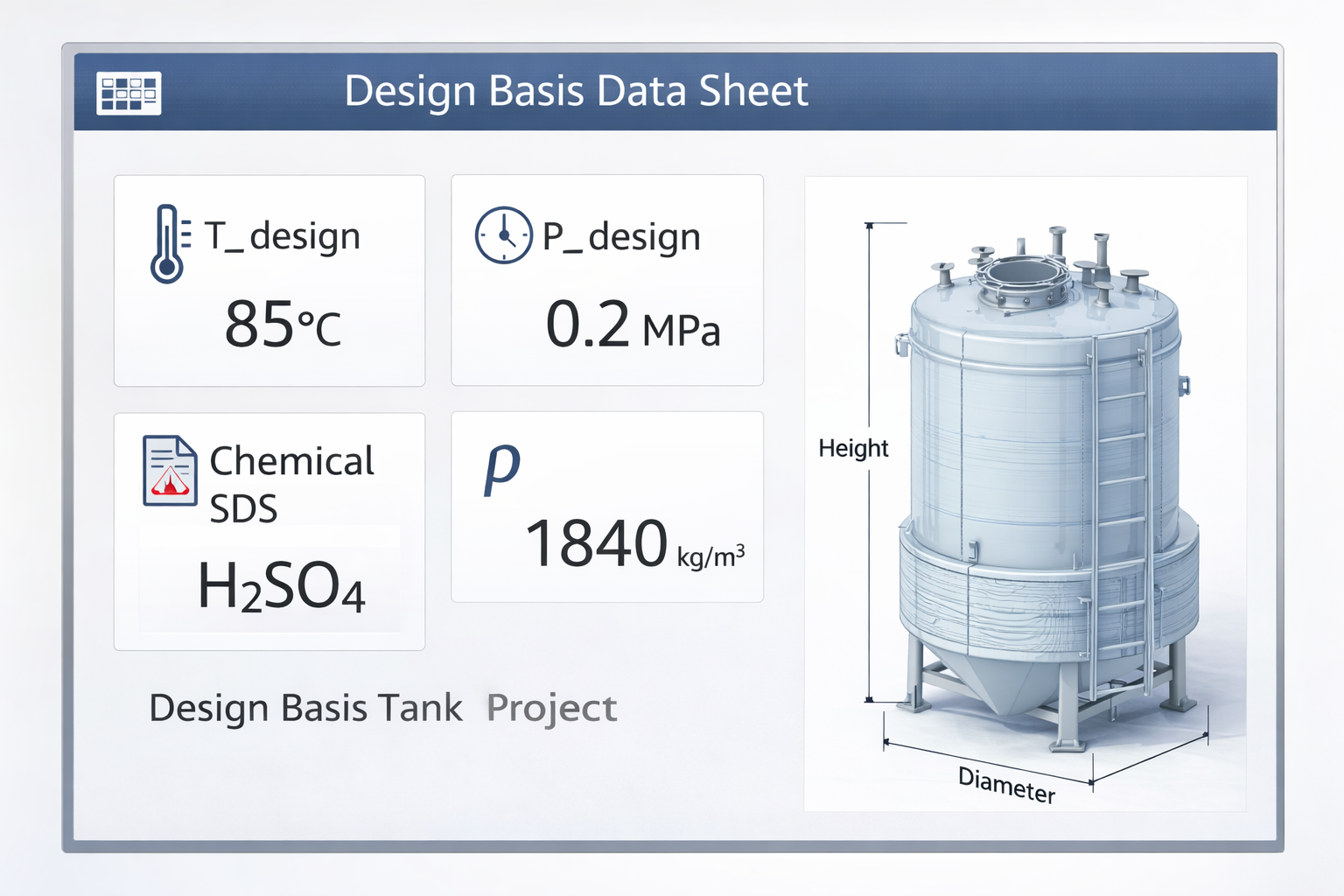
2.1. Bộ Thông Số Kỹ Thuật Cần Thu Thập (Design Basis Data Sheet)
2.1.1. Thông Số Quy Trình (Process Parameters)
| Thông số | Ký hiệu | Đơn vị | Ghi chú kỹ thuật |
| Loại hóa chất lưu trữ | – | Tên IUPAC + CAS number | Bắt buộc cung cấp SDS (Safety Data Sheet) |
| Nồng độ làm việc | C_op | % wt hoặc % vol | Nồng độ max cho worst-case scenario |
| Nhiệt độ vận hành | T_op | °C | Nhiệt độ trung bình và cực đại |
| Nhiệt độ thiết kế | T_design | °C | T_op + 10–15°C dự phòng |
| Áp suất vận hành | P_op | MPa (g) | Kể cả áp suất hơi, áp lực bơm |
| Áp suất thiết kế | P_design | MPa (g) | P_op × 1,1 tối thiểu |
| Dung tích làm việc | V_working | Lít / m³ | Phân biệt với dung tích hình học toàn phần |
| Dung tích hình học yêu cầu | V_nominal | Lít / m³ | V_working / fill factor (thường 0,85–0,90) |
| Khối lượng riêng hóa chất | ρ | kg/m³ | Để tính tải trọng thủy tĩnh thiết kế |
| Tần suất nạp/xả | – | Lần/ngày | Ảnh hưởng đến fatigue design |
| Hóa chất phụ có thể lẫn | – | Tên + nồng độ | Ảnh hưởng đến ESC, hóa chất phản ứng chéo |
2.1.2. Thông Số Không Gian Lắp Đặt (Installation Space Parameters)
- Kích thước tổng thể không gian khống chế: Chiều rộng × chiều sâu × chiều cao thông thủy (clear height), kể cả cột/dầm vướng, hệ thống kỹ thuật trần (MEPS), khe lắp đặt đi qua cửa/lối vào.
- Tải trọng mặt bằng cho phép (floor loading): Thường 500–2.000 kg/m² tùy cấu trúc sàn. Cần xác nhận từ hồ sơ kết cấu xây dựng, là thông số thiết yếu xác định số chân đỡ và diện tích đế bồn.
- Phương án tiếp cận lắp đặt (installation access): Tuyến đường vận chuyển bồn từ điểm giao nhận vào vị trí lắp đặt, kích thước cửa hàng/cổng thấp nhất trên tuyến đường này, quyết định giới hạn kích thước bồn có thể vận chuyển nguyên khối hay phải ghép nối tại chỗ.
- Vị trí các điểm kết nối hạ tầng: Cao độ và tọa độ mặt bằng của đường ống hóa chất hiện hữu, đường ống xả nước thải, đường điện, đường tín hiệu cảm biến cần kết nối.
- Điều kiện môi trường: Trong nhà hay ngoài trời, vùng khí hậu (nhiệt đới ẩm, sa mạc, cận cực), cấp vùng nổ ATEX (nếu có hơi hóa chất dễ cháy), cấp địa chấn theo bản đồ phân vùng.
2.1.3. Yêu Cầu Vận Hành và Tích Hợp Hệ Thống (Operational & Integration Requirements)
- Danh mục nozzle và đường ống kết nối: Số lượng, kích thước (DN), tiêu chuẩn mặt bích (DIN/ANSI), cao độ lắp đặt, góc phương vị (azimuth angle), loại kết nối (flanged/threaded/welded) cho từng điểm kết nối.
- Hệ thống đo lường và điều khiển: Vị trí lắp cảm biến mức (level transmitter), cảm biến nhiệt độ (thermowell), cảm biến áp suất, cổng lấy mẫu, kích thước đầu đo tương thích.
- Yêu cầu vệ sinh và làm sạch: Tần suất CIP (Cleaning-In-Place), áp lực và nhiệt độ dung dịch vệ sinh, yêu cầu thiết kế không có góc chết (dead-leg free), độ nhám bề mặt bên trong (Ra).
- Hệ thống gia nhiệt/làm lạnh (nếu cần): Loại (bọc nước jacket, vòng xoắn coil, điện trở tấm), môi chất tải nhiệt, nhiệt độ và áp suất của môi chất, công suất nhiệt yêu cầu.
2.2. Quy Trình Tiếp Nhận Và Thẩm Định Thông Số Kỹ Thuật (Technical Review Process)
Sau khi nhận đầy đủ thông số từ chủ đầu tư, đơn vị gia công phải thực hiện quy trình thẩm định kỹ thuật (technical review / HAZOP sơ bộ) trước khi tiến vào thiết kế chi tiết:
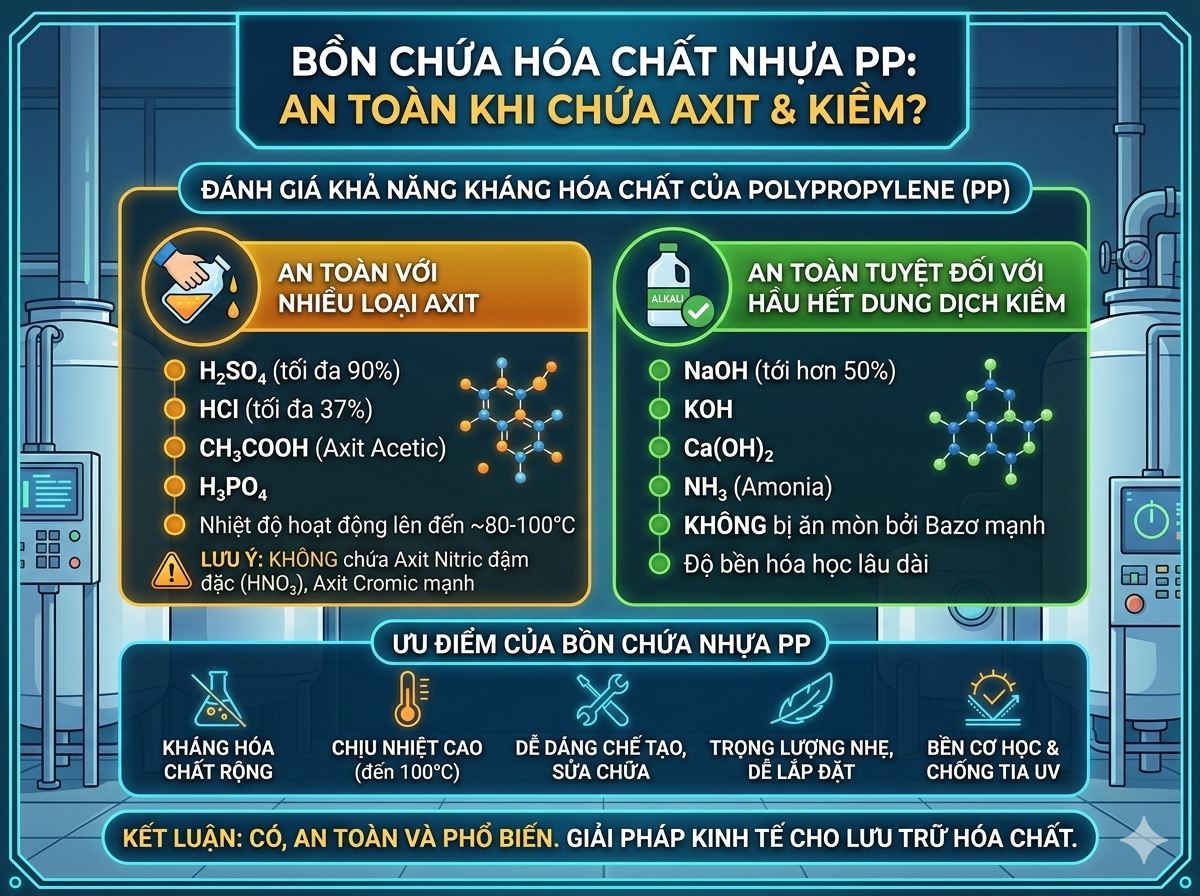
- Kiểm tra tương thích vật liệu (Chemical compatibility check): Đối chiếu tất cả hóa chất (kể cả hóa chất làm sạch) với bảng kháng hóa chất của PP, PTFE/EPDM (đệm kín), các vật liệu phụ kiện. Trường hợp PP không đủ kháng hóa chất, đề xuất sử dụng PP bọc lót PVDF hoặc thay thế bằng bồn PVDF, FRP có liner PTFE.
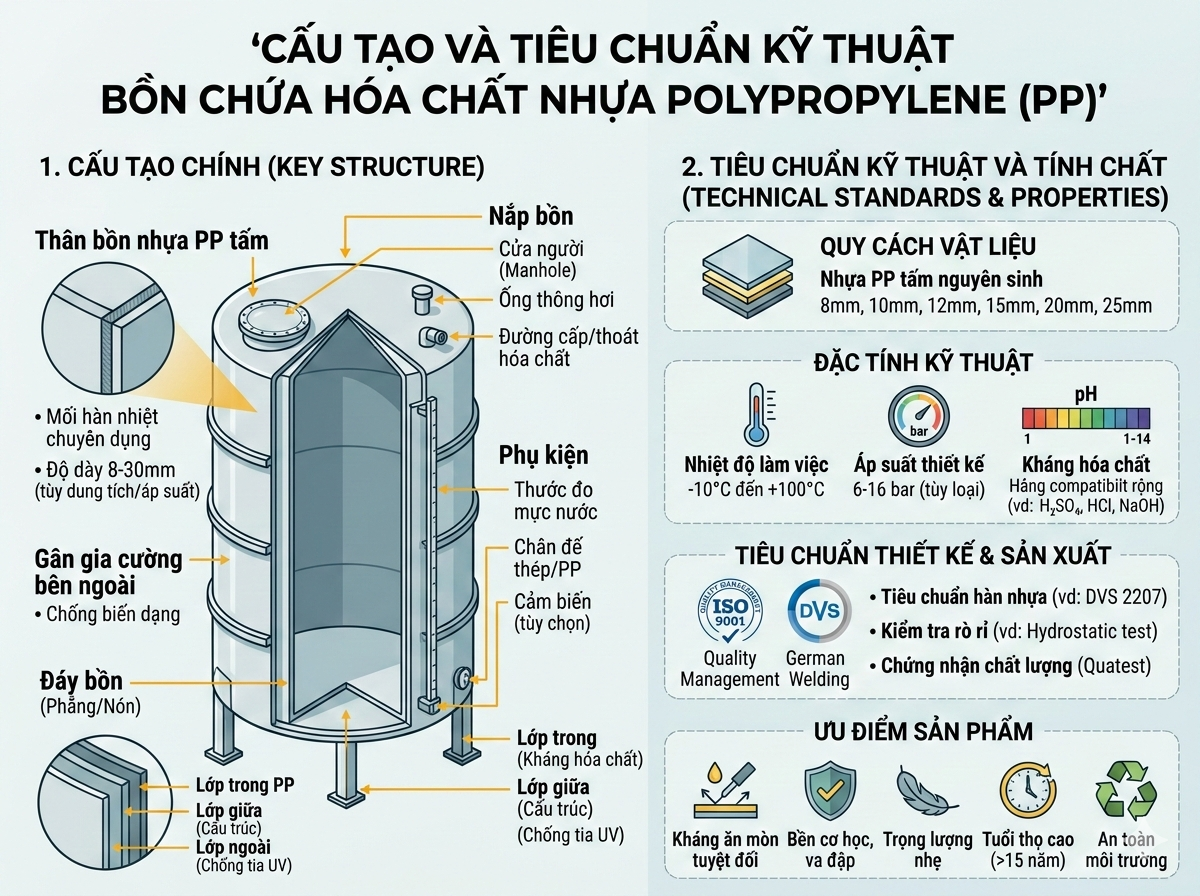
- Tính toán sơ bộ chiều dày (Preliminary wall thickness calculation): Áp dụng công thức DVS 2205 để xác nhận khả năng thực hiện về mặt kỹ thuật – chiều dày thành hợp lý trong khoảng 6–30mm.
- Đánh giá tải trọng kết cấu (Structural load assessment): Tính tổng tải trọng (bồn + hóa chất đầy + tải trọng thiết bị phụ), so sánh với tải trọng sàn cho phép, đề xuất giải pháp phân bổ tải nếu vượt giới hạn.
- Phát hiện mâu thuẫn kỹ thuật (Conflict identification): Xác định các ràng buộc mâu thuẫn nhau (ví dụ: dung tích yêu cầu quá lớn so với chiều cao tối đa không gian lắp đặt) và đề xuất phương án giải quyết kỹ thuật.
- Phát hành Tài Liệu Cơ Sở Thiết Kế (Design Basis Document – DBD): Văn bản kỹ thuật tổng hợp xác nhận tất cả thông số đã được hai bên thống nhất, là nền tảng pháp lý kỹ thuật cho toàn bộ quy trình chế tạo.
III. THIẾT KẾ KỸ THUẬT TÙNG CHỈNH – TỪ THÔNG SỐ ĐẾN BẢN VẼ CHẾ TẠO
3.1. Tính Toán Kết Cấu Theo DVS 2205 – Phương Pháp Luận Chính Thống
3.1.1. Tính Toán Chiều Dày Thành Bồn Chịu Áp Lực Thủy Tĩnh
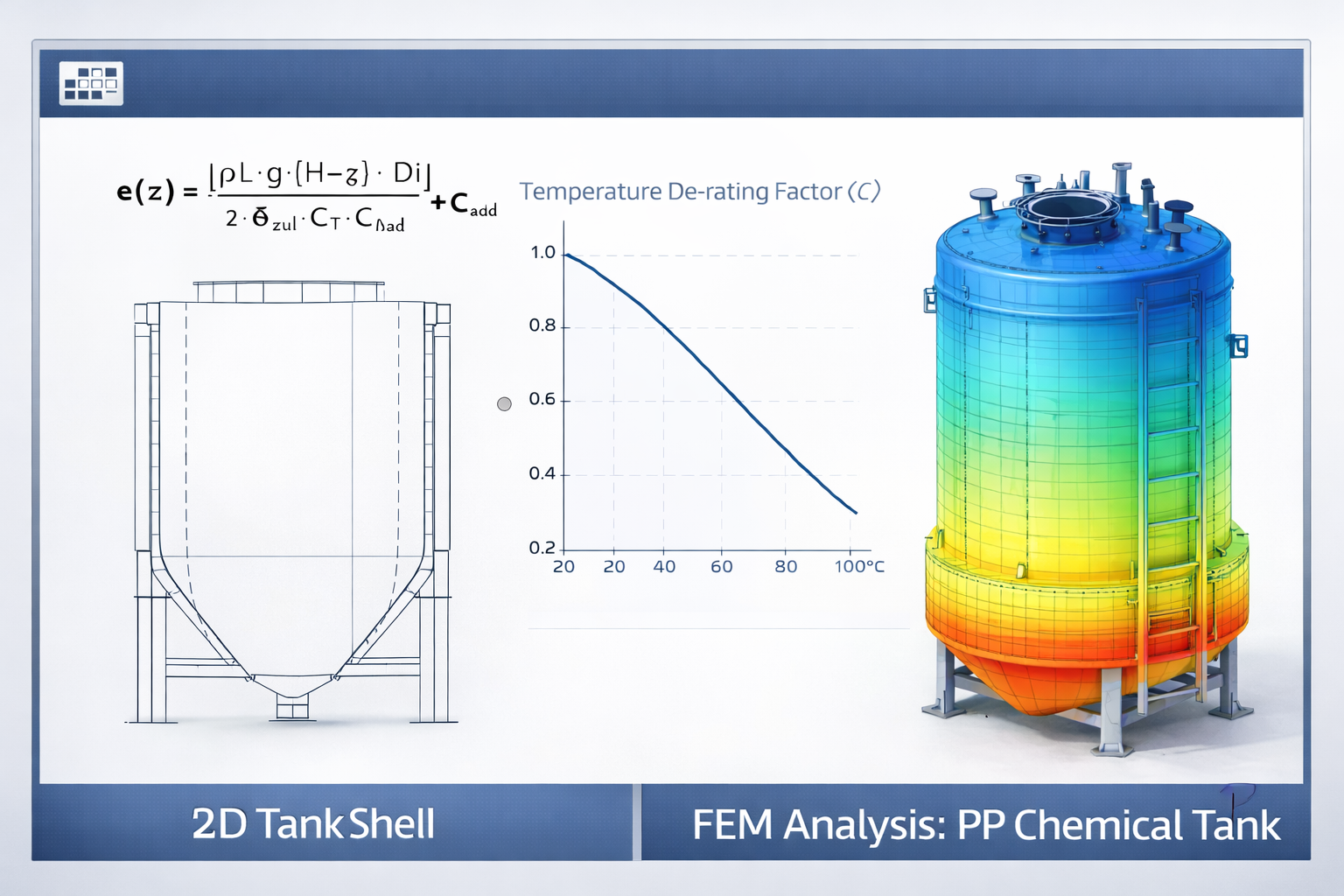
Đối với bồn PP đứng không áp suất (atmospheric tank), tải trọng thiết kế chủ đạo là áp lực thủy tĩnh tăng dần từ đỉnh xuống đáy bồn. Chiều dày thành tại cao độ z từ đáy bồn được tính theo:
| Công thức DVS 2205-1: e(z) = [ρ_L × g × (H – z) × D_i] / [2 × σ_zul(T) × C_T × C_A] + C_add Trong đó: • e(z) = chiều dày thành tại cao độ z (mm) • ρ_L = khối lượng riêng chất lỏng lưu trữ (kg/m³) • g = gia tốc trọng trường = 9,81 m/s² • H = chiều cao cột chất lỏng toàn phần (m) • D_i = đường kính trong bồn (m) • σ_zul(T) = ứng suất cho phép của PP tại nhiệt độ T (N/mm²) • C_T = hệ số giảm bền nhiệt độ (temperature de-rating factor) • C_A = hệ số an toàn tổng thể (thường 1,3–1,6 tùy cấp rủi ro) • C_add = phần bổ sung ăn mòn/dung sai sản xuất (thường 1,5–3 mm) |
3.1.2. Hệ Số Giảm Bền Theo Nhiệt Độ (Temperature De-rating Factor C_T)
Hệ số C_T phản ánh sự suy giảm ứng suất cho phép của PP khi nhiệt độ tăng – một trong những đặc tính quan trọng nhất của vật liệu polymer nhiệt dẻo:
| Nhiệt độ vận hành (°C) | C_T (PP Homopolymer) | C_T (PP Copolymer) | σ_allow tương ứng PP-H (N/mm²) | Nhận xét kỹ thuật |
| 20 | 1,00 | 1,00 | 6,5 – 8,0 | Điều kiện tham chiếu tiêu chuẩn |
| 30 | 0,91 | 0,88 | 5,9 – 7,3 | Giảm nhẹ, áp dụng trực tiếp C_T vào tính toán |
| 40 | 0,80 | 0,76 | 5,2 – 6,4 | Cần tăng chiều dày ~25% so với bồn 20°C |
| 50 | 0,68 | 0,63 | 4,4 – 5,4 | Lưu ý tăng tốc độ creep rõ rệt hơn |
| 60 | 0,57 | 0,51 | 3,7 – 4,6 | Cân nhắc cốt gia cường ngoài (winding/ribs) |
| 70 | 0,46 | 0,40 | 3,0 – 3,7 | Cần kết cấu gia cường bắt buộc, kiểm tra DVS 2205-2 |
| 80 | 0,36 | – | 2,3 – 2,9 | Gần giới hạn ứng dụng PP, xem xét vật liệu khác |
| 100 | 0,20 | – | 1,3 – 1,6 | Giới hạn tuyệt đối, chỉ bồn đệm ứng suất cực thấp |
3.1.3. Thiết Kế Gân Tăng Cứng (Stiffening Ring/Rib Design – DVS 2205-2)
Đối với bồn dung tích lớn hoặc nhiệt độ vận hành cao, thành bồn PP đơn không đủ khả năng chống mất ổn định (buckling) do áp lực ngoài (gió, áp suất chân không) và tải trọng thủy tĩnh. Gân tăng cứng ngoài (external stiffening rings) hoặc hệ thống quấn sợi (filament winding) được bổ sung:
- Gân tăng cứng dạng vòng (ring ribs): Các vòng PP-H hoặc FRP dán/hàn vào mặt ngoài thân bồn, khoảng cách giữa các gân (rib spacing) L_rib được xác định theo công thức tính buckling của vỏ mỏng hình trụ (thin-walled cylindrical shell theory).
- Hệ thống quấn sợi thủy tinh (GRP filament winding): Sợi E-glass impregnated với nhựa epoxy hoặc polyester được quấn theo góc ±55° trên nền PP liner bên trong. Cho phép tăng áp lực làm việc lên đến 0,6 MPa và giảm chiều dày PP liner cần thiết, tối ưu hóa trọng lượng tổng thể.
- Mô hình phần tử hữu hạn (FEM analysis): Đối với bồn phức tạp (bồn phi tiêu chuẩn, bồn có nhiều nozzle kích thước lớn, bồn chịu tải động đất), phân tích FEM (Finite Element Method) bằng phần mềm ANSYS/ABAQUS là bắt buộc để xác nhận ứng suất cực đại tại các điểm tập trung ứng suất.
3.2. Thiết Kế Hệ Thống Nozzle Và Đấu Nối Theo P&ID
Hệ thống nozzle là giao diện kỹ thuật giữa bồn chứa và hệ thống đường ống công trình. Thiết kế nozzle không đúng là nguyên nhân phổ biến gây rò rỉ và hư hỏng sớm:
| Loại nozzle / vị trí | DN tiêu chuẩn (mm) | Chuẩn mặt bích | Vật liệu tiêu chuẩn | Lưu ý thiết kế đặc biệt |
| Cửa vào hóa chất (inlet) | DN25 – DN200 | DIN PN10 / ANSI 150 | PP-H stub + PP flange | Bố trí trên nắp hoặc thân trên tránh xả ngược |
| Cửa ra hóa chất (outlet) | DN25 – DN150 | DIN PN10 / ANSI 150 | PP-H stub + PP flange | Vị trí thấp nhất thân hoặc đáy, khoảng cách tối thiểu 50mm từ đáy |
| Xả đáy (drain nozzle) | DN50 – DN100 | DIN PN10 | PP-H, vị trí thấp nhất | Độ dốc đáy ≥ 1° hướng về drain để xả hoàn toàn |
| Thông hơi (vent nozzle) | DN25 – DN80 | DIN PN10 / ren BSP | PP-H, đặt trên nắp | Kết nối scrubber hoặc lưới chắn nếu hơi độc hại |
| Tràn an toàn (overflow) | DN50 – DN150 | DIN PN10 | PP-H, đặt tại mức max | Cao độ bằng 90–95% chiều cao bồn, dẫn về bể gom |
| Lỗ người chui (manhole) | DN400 – DN600 | Mặt bích phẳng + bu lông | PP-H tấm dày, đệm PTFE full-face | Tối thiểu 1 lỗ/bồn dung tích > 2.000L |
| Cảm biến mức (LT nozzle) | DN50 – DN80 | DIN PN10 / ren NPT 2″ | PP-H + PVDF wetted parts | Lắp 2 nozzle (high level + low level) hoặc 1 nozzle guided wave radar |
| Đầu đo nhiệt độ (TW nozzle) | DN25 – DN50 | ren NPT 1.5″ | PP-H + PTFE thermowell | Chiều sâu cắm thermowell ≥ 1/3 đường kính bồn |
| Lấy mẫu (sample nozzle) | DN15 – DN25 | ren BSP / van lấy mẫu | PP-H + PVDF valve | Bố trí ở vị trí đại diện cho toàn khối lỏng |
3.3. Thiết Kế Kết Cấu Đỡ Bồn Tích Hợp Công Trình (Integrated Support Design)
Kết cấu đỡ bồn trong công trình không chỉ là phụ kiện lắp đặt mà là một hệ thống kỹ thuật phải được tính toán đồng bộ với cả kết cấu công trình xây dựng:
- Nguyên tắc phân bổ tải đẳng hướng (Isostatic load distribution): Kết cấu đỡ phải đảm bảo tải trọng được phân bổ đồng đều xuống sàn công trình, tránh tập trung tải cục bộ vượt quá sức chịu tải cho phép của kết cấu sàn. Với bồn lớn, sử dụng khung phân tán tải (spreader frame) dạng I-beam hoặc H-beam thép.
- Khớp nối giảm ứng suất nhiệt (Thermal expansion joint): PP có hệ số giãn nở nhiệt α = 1,5–1,8 × 10⁻⁵ K⁻¹, cao hơn thép 6–8 lần. Bồn PP cao 2m chứa hóa chất 60°C sẽ giãn dài ~1,8mm so với nhiệt độ lắp đặt 25°C. Đường ống kết nối cứng phải có compensator hoặc expansion loop để hấp thụ giãn nở này.
- Thiết kế chống động đất (Seismic design): Tại các khu vực có nguy cơ địa chấn, tải trọng động đất ngang (lateral seismic force) = 0,1–0,4g × tổng khối lượng bồn đầy phải được tính toán và chịu bởi neo bồn (anchor bolt), dây giằng (bracing) hoặc khung chống lật.
- Khoảng hở bảo dưỡng (Maintenance clearance): Tối thiểu 600mm giữa thân bồn và tường/kết cấu, 800mm trên đỉnh bồn để tiếp cận manhole, đủ không gian xoay dụng cụ tháo lắp mặt bích.
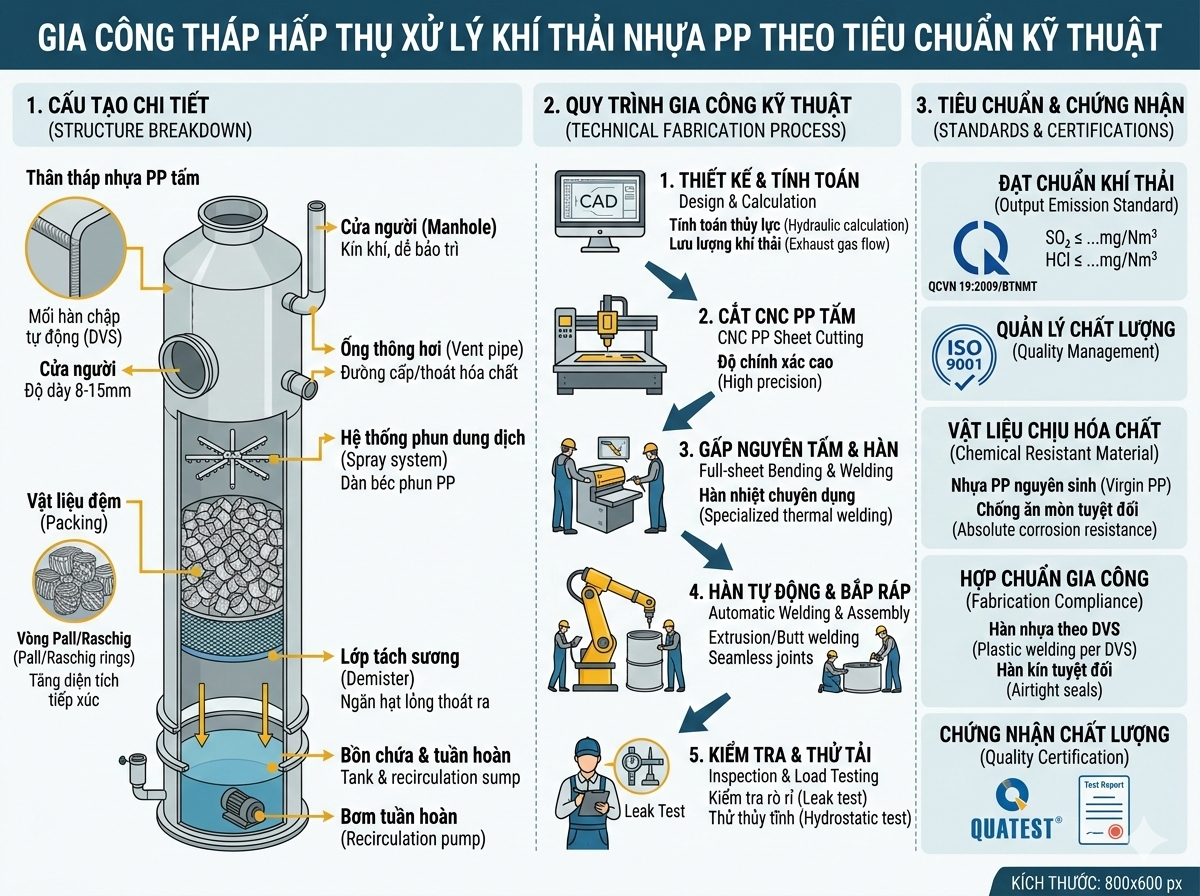
IV. QUY TRÌNH CHẾ TẠO BỒN PP THEO YÊU CẦU CÔNG TRÌNH – CÁC BƯỚC KỸ THUẬT
4.1. Sơ Đồ Quy Trình Chế Tạo Tổng Thể
Quy trình gia công bồn PP tùy chỉnh tuân theo chuỗi hoạt động chặt chẽ, trong đó mỗi bước đầu ra là đầu vào được kiểm soát (controlled input) cho bước tiếp theo:
| Bước | Hoạt động kỹ thuật | Tài liệu đầu vào | Tài liệu đầu ra / sản phẩm kiểm soát | Trách nhiệm |
| 01 | Tiếp nhận và thẩm định thông số kỹ thuật | Data Sheet, P&ID, bản vẽ mặt bằng | Design Basis Document (DBD) | Kỹ sư thiết kế |
| 02 | Thiết kế sơ bộ và phê duyệt (FEED) | DBD, tiêu chuẩn áp dụng | Bản vẽ phác thảo, bảng tính sơ bộ | Lead engineer + Khách hàng |
| 03 | Thiết kế chi tiết và kết cấu | FEED approved, FEM analysis | Bản vẽ chế tạo (Fabrication Drawings), BOM | Kỹ sư thiết kế + KCS |
| 04 | Lập kế hoạch hàn (Welding Procedure Specification – WPS) | Loại vật liệu, cấu hình mối hàn | WPS, PQR (Procedure Qualification Record) | Kỹ sư hàn chứng chỉ |
| 05 | Mua sắm và kiểm tra vật tư đầu vào | BOM, tiêu chuẩn vật liệu | MTC, biên bản nghiệm thu vật tư | Phòng thu mua + QC |
| 06 | Chuẩn bị, cắt và tạo hình tấm PP | Bản vẽ khai triển (development drawing) | Tấm PP đã cắt, đo kiểm đạt dung sai | Thợ gia công + QC |
| 07 | Hàn thân bồn (longitudinal & circumferential seams) | WPS, bản vẽ chế tạo | Thân bồn bán thành phẩm, hồ sơ hàn | Thợ hàn PP chứng chỉ DVS |
| 08 | Hàn đáy, nắp và nozzle vào thân bồn | WPS, bản vẽ nozzle schedule | Bồn nguyên vẹn, hồ sơ hàn nozzle | Thợ hàn PP chứng chỉ DVS |
| 09 | Lắp đặt kết cấu đỡ, gân tăng cứng | Bản vẽ kết cấu, BOM thép | Bồn + kết cấu hoàn chỉnh | Thợ cơ khí + QC |
| 10 | Kiểm tra NDT 100% mối hàn | WPS, tiêu chuẩn kiểm tra | Biên bản NDT, film X-ray (nếu có) | Kiểm tra viên NDT độc lập |
| 11 | Thử áp lực nghiệm thu | Quy trình thử áp lực | Biên bản thử áp lực, pressure chart record | QC + đại diện khách hàng |
| 12 | Kiểm tra ngoại quan, đo kích thước | Bản vẽ chế tạo, dung sai | Biên bản đo kích thước, punch list | QC + đại diện khách hàng |
| 13 | Đánh dấu, đóng gói, hoàn thiện hồ sơ kỹ thuật | Bản vẽ hoàn công (As-built) | Hồ sơ kỹ thuật hoàn công, data book | QC + Kỹ sư thiết kế |
4.2. Kỹ Thuật Cắt Và Tạo Hình Tấm PP Công Nghiệp
4.2.1. Kỹ Thuật Cắt Tấm PP (PP Sheet Cutting Techniques)
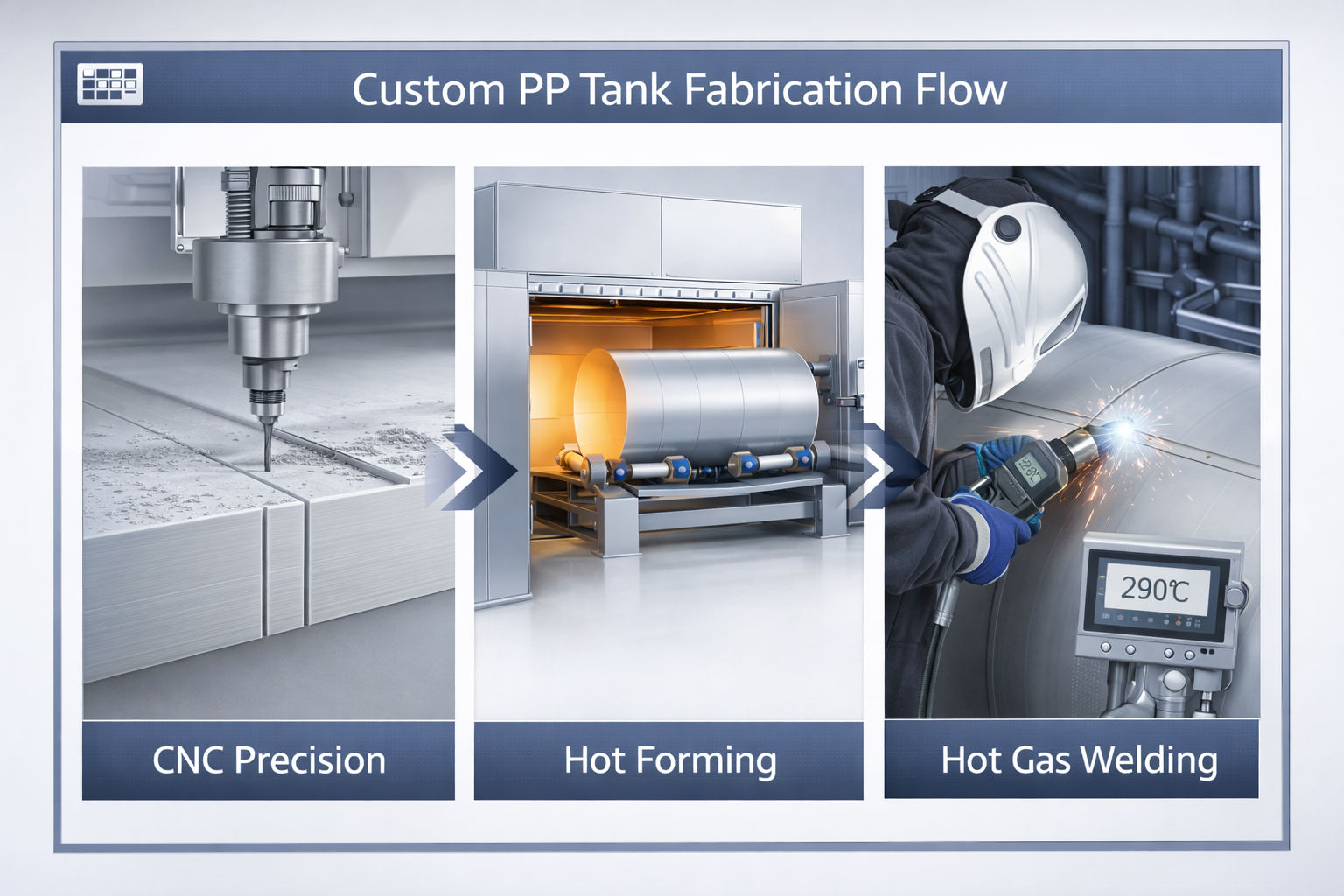
- Cắt CNC router: Ưu tiên cho cắt biên dạng phức tạp (contour cutting) tấm PP dày 10–40mm, độ chính xác ±0,5mm, mép cắt sạch không có ứng suất dư. Dao cắt carbide, tốc độ cắt 1.000–3.000 mm/phút tùy chiều dày.
- Cắt cưa băng (band saw): Áp dụng cho cắt thẳng tấm dày > 20mm, lưỡi cưa răng thưa (TPI = 3–6) để tránh nóng chảy do ma sát. Mép cắt cần gia công lại bằng planer trước khi hàn.
- Cắt tia nước áp lực cao (waterjet cutting): Không sinh nhiệt, không gây ứng suất nhiệt tại mép cắt, dung sai ±0,2mm. Phù hợp cho cắt hình dạng phức tạp và tấm PP mỏng 3–15mm. Sau cắt waterjet không cần gia công lại mép.
- NGHIÊM CẤM dùng cưa đĩa tốc độ cao hoặc plasma/oxy-acetylene cắt PP: Gây nóng chảy cục bộ và oxy hóa bề mặt, làm giảm nghiêm trọng chất lượng mối hàn sau này.
4.2.2. Kỹ Thuật Uốn Nhiệt Tấm PP (Hot Forming)
Tấm PP cần uốn cong để tạo hình thân bồn trụ tròn hoặc các chi tiết hình học phức tạp. Quy trình uốn nhiệt (thermoforming) tuân theo các thông số nghiêm ngặt:
- Nhiệt độ gia nhiệt uốn: 160–180°C (dưới T_m), gia nhiệt đều hai mặt trong lò hoặc bằng đèn hồng ngoại (IR heater), thời gian gia nhiệt tỷ lệ với chiều dày: ~1 phút/mm chiều dày.
- Thực hiện uốn khi vật liệu còn trong trạng thái mềm (melt state), lực uốn không quá lớn, bán kính uốn tối thiểu R_min = 3×e (e = chiều dày tấm) để tránh nứt/trắng bề mặt.
- Làm nguội trong khuôn định hình để giữ hình dạng tránh đàn hồi ngược (springback). Không làm nguội đột ngột bằng nước lạnh – tạo ứng suất dư nội tại nghiêm trọng.
4.3. Quy Trình Hàn Chi Tiết – Kiểm Soát Chất Lượng Từng Mối Hàn
4.3.1. Chuẩn Bị Bề Mặt Hàn (Joint Preparation)
Đây là bước quyết định chất lượng mối hàn nhưng thường bị xem nhẹ trong thực tế. Các yêu cầu bắt buộc:
- Làm sạch bề mặt hàn: Lau sạch bụi, dầu mỡ, chất bẩn bằng acetone hoặc isopropanol (IPA) ≥ 99,5% trên khăn không xơ. Không dùng khăn bông thường (để lại xơ vải trong mối hàn). Thực hiện ngay trước khi hàn (tối đa 2 giờ).
- Cạo/phay bề mặt hàn (surface scraping/milling): Loại bỏ lớp oxide PP hình thành trên bề mặt khi tiếp xúc không khí (lớp oxide dày khoảng 0,05–0,2mm). Dùng dao cạo sắc hoặc máy planer PP chuyên dụng, không dùng giấy nhám (để lại hạt mài trong mối hàn).
- Vát mép (beveling): Góc vát 60°–70° cho hàn V-groove, đảm bảo chiều rộng chân hàn (root gap) 0–1mm. Dùng file PP hoặc máy router.
- Kiểm tra nhiệt độ bề mặt: Nhiệt độ bề mặt hàn phải ≥ 15°C khi hàn. Nếu < 15°C phải sấy trước (preheat) bằng khí nóng đến 30–40°C.
4.3.2. Thực Hiện Hàn Và Ghi Chép Thông Số (Welding Execution & Records)
Mỗi mối hàn cần được thực hiện theo WPS đã phê duyệt và có đầy đủ hồ sơ ghi chép:
| Thông số hàn cần kiểm soát | Phương pháp kiểm soát | Tần suất kiểm tra | Hành động khi sai thông số |
| Nhiệt độ khí hàn (hot gas welding) | Nhiệt kế tiếp xúc / nhiệt kế hồng ngoại | Trước + trong khi hàn | Điều chỉnh nhiệt độ máy hàn, chờ ổn định |
| Lưu lượng khí hàn (l/phút) | Đồng hồ đo lưu lượng (flowmeter) | Trước khi hàn mỗi ca | Hiệu chỉnh van điều tiết lưu lượng |
| Tốc độ hàn (mm/phút) | Dùng đồng hồ bấm giờ + thước | Định kỳ trong quá trình hàn | Điều chỉnh tốc độ dịch chuyển tay hàn |
| Lực nén que hàn (N) | Cân lực kế / cảm nhận kinh nghiệm | Liên tục trong quá trình hàn | Tăng/giảm lực ép tay |
| Chiều rộng và chiều cao mối hàn | Thước cặp sau mỗi đoạn | Mỗi 200–300mm chiều dài | Điều chỉnh tốc độ hoặc nhiệt độ |
| Nhiệt độ môi trường hàn | Nhiệt kế môi trường | Đầu mỗi ca hàn | Hàn trong lều bạt chắn gió nếu < 15°C hoặc > 35°C |
| Độ ẩm tương đối (RH) | Ẩm kế (hygrometer) | Đầu mỗi ca hàn | Dừng hàn nếu RH > 85% – hơi nước ảnh hưởng mối hàn |
4.4. Kiểm Tra Không Phá Hủy (NDT) Và Đánh Giá Chất Lượng Mối Hàn
Sau khi hoàn tất hàn, toàn bộ mối hàn chịu lực phải được kiểm tra NDT trước khi chuyển sang bước tiếp theo:
| Phương pháp NDT | Mã tiêu chuẩn | Loại khuyết tật phát hiện được | Độ nhạy / giới hạn phát hiện | Ghi chú áp dụng |
| Thử kéo mẫu hàn (Tensile test) | DVS 2203-1 / ISO 6259 | Đánh giá độ bền tổng thể, WF thực tế | WF ≥ 0,65 (hot gas) / ≥ 0,80 (butt fusion) | Phá hủy – kiểm tra mẫu đại diện |
| Thử uốn mẫu hàn (Bend test) | DVS 2203-4 / ISO 13953 | Nứt, lỗ rỗ, phân lớp, không hợp nhất | Góc uốn 180° không nứt | Phá hủy – cắt mẫu từ mối hàn thực tế |
| Kiểm tra X-quang (RT) | EN ISO 17636-1 | Lỗ rỗ (porosity), bao kẹt khí | Lỗ rỗ > 1mm đường kính | Tia X năng lượng thấp cho nhựa |
| Siêu âm phased-array (PAUT) | EN ISO 13588 | Rỗ, nứt bên trong, không hợp nhất | Khuyết tật > 1mm×1mm | Không phá hủy – ưu tiên cho mối hàn dày |
| Thử rò rỉ khí (Leak test) | EN 1779 / ASME V Art.10 | Rò rỉ macro và vi rò rỉ | Nhạy hơn 10⁻⁵ Pa·m³/s (helium) | Toàn bộ bồn sau hàn hoàn chỉnh |
| Quan sát mặt cắt macro (Macro examination) | DVS 2203-2 | Chiều sâu hợp nhất, hình dạng chân hàn | Quan sát trực quan dưới kính lúp 10× | Phá hủy – 1 mẫu/50m chiều dài mối hàn |
V. DUNG SAI GIA CÔNG VÀ KIỂM TRA KÍCH THƯỚC THEO TIÊU CHUẨN
5.1. Bảng Dung Sai Gia Công Cho Bồn PP Tùy Chỉnh
Dung sai gia công (manufacturing tolerances) đối với bồn PP tùy chỉnh được quy định theo tiêu chuẩn EN 12573 và DVS 2205, kết hợp với yêu cầu đặc thù của từng dự án:
| Thông số kiểm tra | Dung sai tiêu chuẩn | Dung sai nghiêm ngặt (precision grade) | Phương pháp đo | Tần suất kiểm tra |
| Đường kính trong D_i | ±0,5% × D_i (min ±5mm) | ±0,3% × D_i | Thước dây, đo 3 tiết diện | 100% |
| Chiều cao tổng thể H | ±0,5% × H (min ±5mm) | ±0,3% × H | Thước thẳng, mia đo | 100% |
| Chiều dày thành e | -0% / +15% × e_nominal | -0% / +10% × e_nominal | Máy đo siêu âm UTT, 5 điểm/m² | 100% điểm quy định |
| Độ tròn thân bồn | ≤ 1,5% × D_i (max 30mm) | ≤ 1,0% × D_i | Đo 4 đường kính vuông góc, lấy hiệu max-min | Mỗi tiết diện 1m |
| Độ thẳng đứng (plumb) | ≤ 0,5% × H (max 15mm) | ≤ 0,3% × H | Dây dọi hoặc thuỷ bình laser | Đỉnh và giữa thân |
| Vị trí nozzle (tọa độ) | ±10mm mọi phương | ±5mm mọi phương | Thước đo 3D, mia + thước | 100% nozzle |
| Cao độ nozzle | ±10mm so với bản vẽ | ±5mm | Thước đo theo mốc chuẩn (datum) | 100% nozzle |
| Góc phương vị nozzle | ±2° | ±1° | Thước đo góc, bộ đo góc laser | 100% nozzle |
| Độ phẳng mặt bích | ≤ 1mm toàn mặt | ≤ 0,5mm | Thước thẳng + căn lá (feeler gauge) | 100% mặt bích |
| Ovalness đáy/nắp | ≤ 1,0% × D | ≤ 0,5% × D | Đo đường kính lớn nhất và nhỏ nhất | 100% |
5.2. Quản Lý Không Phù Hợp (Non-Conformance Management – NCR)
Khi kết quả kiểm tra kích thước hoặc NDT vượt ngoài dung sai cho phép, quy trình quản lý không phù hợp (NCR – Non-Conformance Report) phải được kích hoạt:
- Phát hành NCR: Mô tả chi tiết loại không phù hợp, vị trí, kích thước sai lệch, kết quả đo thực tế vs. yêu cầu bản vẽ.
- Phân tích nguyên nhân gốc rễ (Root Cause Analysis – RCA): Áp dụng 5-Why hoặc Fishbone diagram để xác định nguyên nhân và tránh lặp lại.
- Đề xuất giải pháp xử lý (Disposition): Sửa chữa (repair), tái gia công (rework), sử dụng có điều kiện (use-as-is với sự chấp thuận của kỹ sư thiết kế), hoặc phế loại (reject).
- Sửa chữa mối hàn PP: Mài bỏ hoàn toàn mối hàn không đạt đến bề mặt nguyên liệu sạch, làm sạch lại và hàn lại theo WPS. KHÔNG được hàn đắp thêm lên mối hàn đã tồn tại khi chưa loại bỏ phần bị lỗi.
VI. CÁC TÌNH HUỐNG THIẾT KẾ ĐẶC BIỆT TRONG GIA CÔNG BỒN PP THEO CÔNG TRÌNH
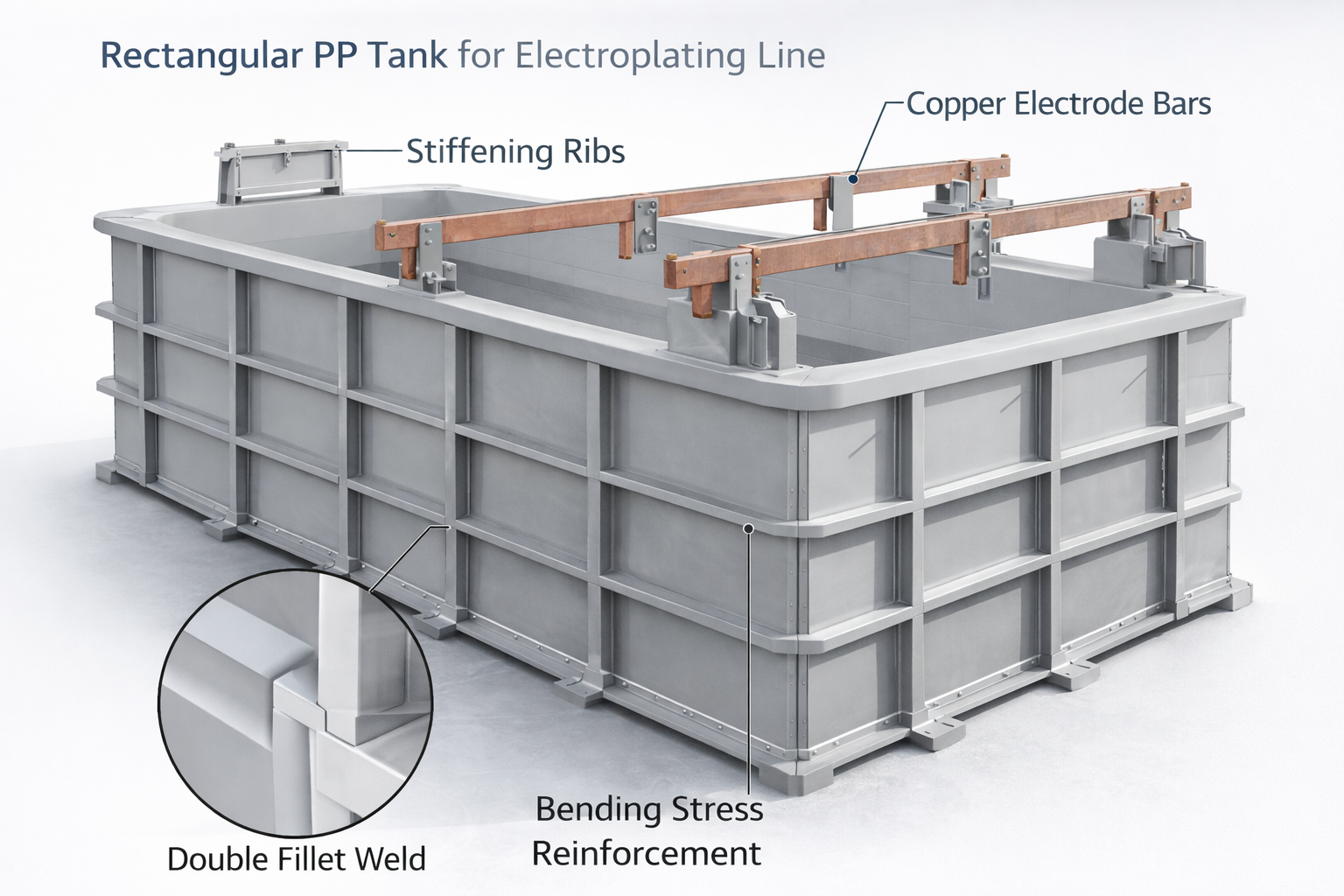
6.1. Bồn PP Hình Chữ Nhật (Rectangular / Square PP Tank)
Bồn PP hình chữ nhật được yêu cầu phổ biến trong ngành xi mạ, xử lý bề mặt và semiconductor để tối ưu hóa diện tích sàn và tích hợp điện cực. Thiết kế bồn hình chữ nhật phức tạp hơn bồn trụ do phân bổ ứng suất không đều:
- Ứng suất uốn tại góc (corner bending stress): Các cạnh thẳng của bồn chữ nhật chịu tải uốn (bending load) từ áp lực thủy tĩnh, tạo moment uốn cực đại tại giữa cạnh dài nhất. Chiều dày cần tính theo công thức tấm phẳng chịu tải (flat plate under uniform pressure).
- Gân tăng cứng ngang và dọc (horizontal & vertical stiffeners): Bắt buộc đối với bồn chữ nhật dung tích > 200L, bố trí tại các khoảng cách tối ưu để giảm nhịp tính toán và giảm chiều dày thành bồn cần thiết.
- Mối hàn góc (corner weld): Yêu cầu hàn kép hai phía (double fillet weld) tại tất cả các góc và mối nối cạnh, với hệ số chất lượng mối hàn WF ≥ 0,45 theo DVS 2205.
- Đáy tăng cứng (stiffened bottom): Đáy bồn chữ nhật chịu tải uốn lớn nhất do không có hình học tối ưu như đáy cong. Cần gân đáy hoặc tăng chiều dày đáy lên 1,5–2,0 lần chiều dày thành.
6.2. Bồn PP Có Hệ Thống Gia Nhiệt Tích Hợp (Jacketed/Heated PP Tank)
Một số quy trình hóa học yêu cầu duy trì hóa chất ở nhiệt độ nhất định (ví dụ: bể mạ cần 40–70°C, bể NaOH cần 50–60°C để tăng hoạt tính). Hệ thống gia nhiệt tích hợp vào bồn PP đặt ra thách thức thiết kế đặc biệt:
- Áo nhiệt PP ngoài (PP outer jacket): Một lớp thân PP thứ hai được hàn quanh thân bồn chính, tạo khoang áo nhiệt (annular heating jacket) lưu thông nước/hơi nóng. Áp suất trong áo nhiệt thường 0,1–0,3 MPa, bắt buộc tính toán riêng vỏ áo nhiệt theo EN 12573 áp suất kín.
- Vòng xoắn điện trở (electric immersion heater): Thanh gia nhiệt PTFE hoặc PP-coated heater nhúng trực tiếp vào bồn. Công suất định mức tối đa 1,5 W/cm² bề mặt heater để tránh quá nhiệt cục bộ làm suy thoái vật liệu PP gần heater.
- Vòng xoắn gia nhiệt nhúng PP (PP-lined heating coil): Cuộn ống PP nhúng trong bồn, lưu thông nước nóng hoặc hơi áp lực thấp. Vật liệu PP-H chịu được 100°C nước nóng trong điều kiện áp suất thấp (0,1–0,3 MPa).
- Lớp cách nhiệt ngoài (external insulation cladding): Polyurethane foam (PUF) hoặc mineral wool + cladding tôn PP để giảm tổn thất nhiệt, giữ nhiệt độ bồn ổn định và tiết kiệm năng lượng. Hệ số dẫn nhiệt λ_eff ≤ 0,04 W/m·K cho lớp cách nhiệt.
6.3. Bồn PP Chia Ngăn (Multi-compartment PP Tank)
Trong một số ứng dụng xử lý nước thải hoặc pha chế hóa chất, bồn được chia thành nhiều ngăn (compartments) trong cùng một vỏ bồn để tiết kiệm không gian và chi phí:
- Vách ngăn PP (PP partition wall/baffle): Tấm PP được hàn kín vào thân bồn, tạo các ngăn độc lập. Chiều dày vách ngăn được tính theo tải trọng chênh lệch mực chất lỏng giữa hai ngăn (differential hydrostatic load).
- Kiểm tra độc lập từng ngăn: Mỗi ngăn phải được thử áp lực/rò rỉ độc lập, với ngăn kế bên để trống (rỗng không khí) để mô phỏng tình huống worst-case (một ngăn đầy, ngăn bên cạnh rỗng – tạo tải trọng không đối xứng cực đại lên vách ngăn).
- Cổng thông ngăn kiểm soát (controlled transfer port): Van/cửa kiểm soát chuyển hóa chất giữa các ngăn được thiết kế tích hợp vào vách ngăn, với vật liệu van tương thích hóa chất.
6.4. Bồn PP Lắp Đặt Ngầm (Underground PP Tank)
Bồn PP ngầm chịu thêm tải trọng đất bên ngoài (soil pressure) và áp lực nước ngầm (groundwater pressure), đặc biệt quan trọng khi mực nước ngầm cao:
- Áp lực đất chủ động (active earth pressure): Ka × γ_soil × z, trong đó Ka = hệ số áp lực đất chủ động Rankine, γ_soil = đơn trọng đất, z = chiều sâu. Tải trọng này có thể lớn hơn nhiều so với áp lực thủy tĩnh bên trong.
- Kiểm tra chống nổi (flotation check): Khi bồn rỗng trong điều kiện mực nước ngầm cao, lực đẩy Archimedes có thể lớn hơn trọng lượng bồn, gây nổi bồn lên. Cần neo bê tông (concrete anchor) hoặc tấm đáy bê tông kết nối với bồn.
- Bảo vệ chống ăn mòn ngoài (external corrosion protection): Lớp PP không bị ăn mòn bởi đất và nước ngầm bình thường, nhưng cần lớp phủ bảo vệ bổ sung khi đất chứa chất ăn mòn hoặc vi khuẩn ăn mòn (MIC – Microbially Influenced Corrosion).
VII. HỒ SƠ KỸ THUẬT NGHIỆM THU VÀ BÀN GIAO CÔNG TRÌNH
7.1. Cấu Trúc Hồ Sơ Kỹ Thuật Hoàn Công (Technical Data Book)
Hồ sơ kỹ thuật hoàn công (Technical Data Book – TDB hoặc Dossier Technique) là tài liệu pháp lý kỹ thuật quan trọng, là cơ sở để vận hành an toàn và bảo trì suốt vòng đời thiết bị:
| Mục tài liệu | Nội dung chính | Cơ quan / đơn vị ban hành | Bắt buộc / Khuyến nghị |
| Bản vẽ hoàn công (As-built drawings) | Toàn bộ bản vẽ cập nhật thực tế thi công, kể cả thay đổi so với bản vẽ thiết kế | Đơn vị chế tạo | Bắt buộc |
| Design Basis Document (DBD) | Thông số kỹ thuật cơ sở thiết kế đã thống nhất | Kỹ sư thiết kế + Khách hàng | Bắt buộc |
| Báo cáo tính toán kết cấu | Tính toán chiều dày, gân tăng cứng, kết cấu đỡ, FEM (nếu có) | Kỹ sư thiết kế có chứng chỉ | Bắt buộc |
| Chứng chỉ vật liệu (MTC) | Grade PP, nhà sx, lô hàng, kết quả kiểm tra cơ tính, hóa tính | Nhà sản xuất nguyên liệu PP | Bắt buộc |
| Welding Procedure Specification (WPS) | Thông số hàn tiêu chuẩn, điều kiện môi trường, thợ hàn chứng nhận | Kỹ sư hàn chứng chỉ DVS/EWE | Bắt buộc |
| Hồ sơ hàn (Weld records) | Thợ hàn, ngày hàn, thông số thực tế, nhiệt kế/thiết bị đo đã hiệu chuẩn | Thợ hàn + QC supervisor | Bắt buộc |
| Biên bản kiểm tra NDT | RT/UT/PT results, film X-ray, vị trí kiểm tra, tiêu chí chấp nhận | Kiểm tra viên NDT độc lập có chứng chỉ | Bắt buộc |
| Biên bản thử áp lực | Áp suất thử, thời gian giữ áp, nhiệt độ, kết quả, chữ ký | QC + Đại diện khách hàng + Giám sát độc lập | Bắt buộc |
| Biên bản đo kích thước | Kích thước thực tế so với bản vẽ, sai lệch, đánh giá chấp nhận | QC supervisor | Bắt buộc |
| Hướng dẫn vận hành & bảo dưỡng (O&M Manual) | Giới hạn vận hành, quy trình kiểm tra định kỳ, hướng dẫn sửa chữa | Kỹ sư thiết kế | Bắt buộc |
| Danh mục phụ tùng thay thế (Spare parts list) | Đệm kín, bu lông, cảm biến, van – với mã catalog nhà cung cấp | Đơn vị chế tạo | Khuyến nghị |
| Báo cáo FEM (nếu áp dụng) | Mô hình, kết quả phân tích ứng suất, biểu đồ ứng suất màu | Kỹ sư FEM chuyên nghiệp | Theo yêu cầu dự án |
VIII. PHÂN TÍCH KINH TẾ KỸ THUẬT CỦA GIA CÔNG BỒN PP THEO CÔNG TRÌNH
8.1. Cấu Trúc Chi Phí Gia Công Bồn PP Tùy Chỉnh
Hiểu rõ cấu trúc chi phí giúp chủ đầu tư đánh giá báo giá và nhà sản xuất tối ưu hóa quy trình chế tạo:
| Hạng mục chi phí | Tỷ trọng điển hình (%) | Yếu tố ảnh hưởng chính | Cơ hội tối ưu chi phí |
| Nguyên vật liệu PP (tấm, ống, phụ kiện) | 35 – 45% | Grade PP, chiều dày, diện tích bề mặt | Tối ưu chiều dày thiết kế, mua số lượng lớn |
| Nhân công hàn và gia công | 25 – 35% | Số mối hàn, chiều dày, độ phức tạp hình học | Chuẩn hóa quy trình, sử dụng hàn cơ khí hóa |
| Thiết kế kỹ thuật và tính toán | 5 – 10% | Mức độ phức tạp, FEM analysis | Tái sử dụng thiết kế tiêu chuẩn hóa cho series |
| Kiểm tra chất lượng và NDT | 5 – 8% | Yêu cầu NDT, thử áp lực, kiểm tra kích thước | Phát hiện lỗi sớm giảm chi phí sửa chữa |
| Phụ kiện và vật tư phụ (bu lông, đệm, kết cấu đỡ) | 8 – 12% | Số lượng nozzle, chuẩn mặt bích, vật liệu đệm | Chuẩn hóa đệm và mặt bích trong dự án |
| Đóng gói và vận chuyển | 3 – 6% | Kích thước, trọng lượng, khoảng cách | Lắp ghép tại công trình cho bồn rất lớn |
| Chi phí gián tiếp và quản lý dự án | 5 – 8% | Cấu trúc quản lý, hồ sơ tài liệu | Số hóa quy trình quản lý |
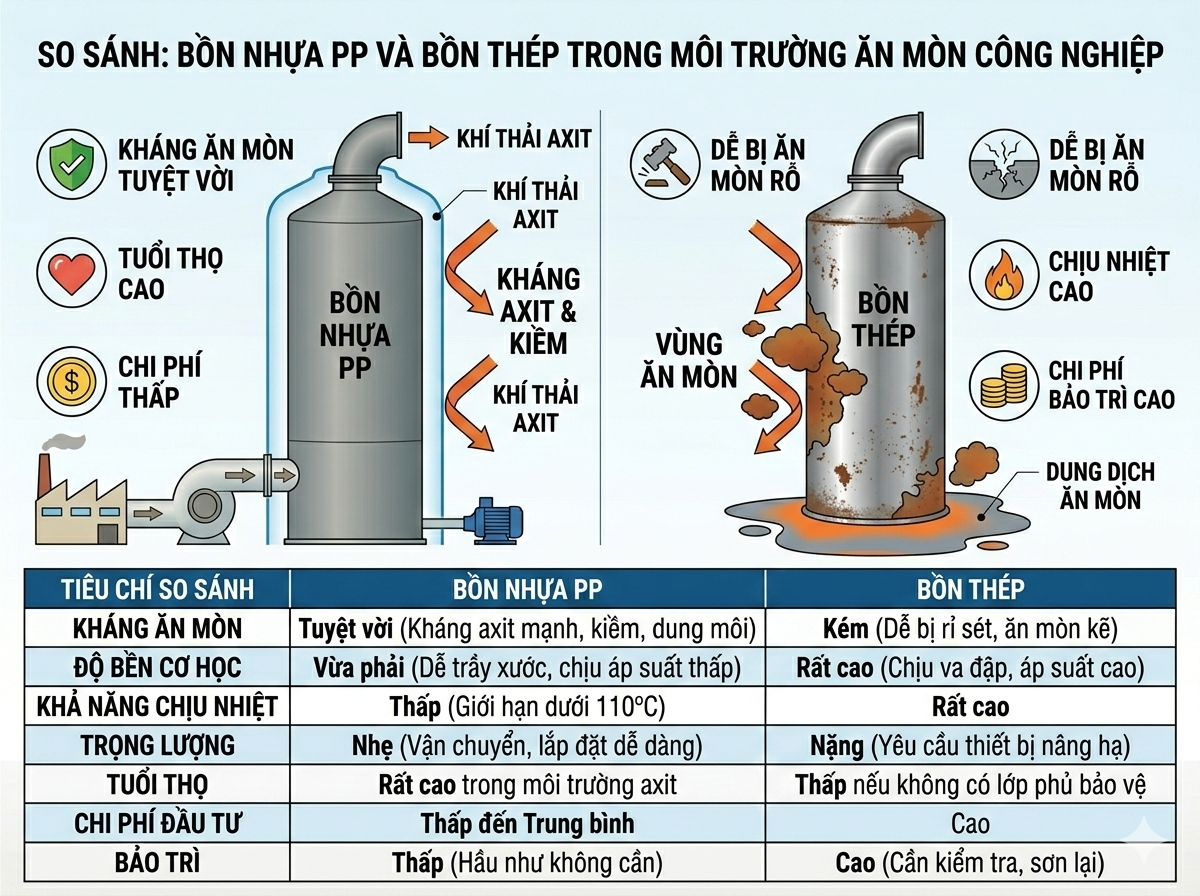
8.2. So Sánh Phương Án: Bồn Tiêu Chuẩn vs. Bồn Gia Công Tùy Chỉnh
| Tiêu chí đánh giá | Bồn tiêu chuẩn hóa catalog | Bồn gia công theo công trình | Ưu thế nghiêng về |
| Chi phí ban đầu (CAPEX) | Thấp (cơ sở = 100%) | Cao hơn 15–40% tùy mức độ tùy chỉnh | Bồn tiêu chuẩn |
| Thời gian giao hàng | 2–6 tuần (hàng kho) | 6–16 tuần (chế tạo mới) | Bồn tiêu chuẩn |
| Phù hợp không gian lắp đặt | Thấp – phải cải tạo hạ tầng | Cao – khớp chính xác yêu cầu | Bồn tùy chỉnh |
| Tối ưu hóa quy trình công nghệ | Thấp – thiết kế generic | Cao – thiết kế cho quy trình cụ thể | Bồn tùy chỉnh |
| Chi phí cải tạo hạ tầng | Cao (khi không gian hạn chế) | Không (thiết kế fit-for-purpose) | Bồn tùy chỉnh |
| Rủi ro vận hành do thiết kế không phù hợp | Cao hơn | Thấp – thiết kế theo yêu cầu thực tế | Bồn tùy chỉnh |
| Tuổi thọ thiết kế | 15–20 năm (thiết kế generic) | 20–30 năm (thiết kế tối ưu) | Bồn tùy chỉnh |
| Tổng chi phí vòng đời (LCC – 20 năm) | Có thể cao hơn khi tính chi phí sự cố | Thấp hơn khi thiết kế đúng kỹ thuật | Bồn tùy chỉnh |
| Hồ sơ kỹ thuật chi tiết | Hạn chế – catalog specification | Đầy đủ – thiết kế riêng từng dự án | Bồn tùy chỉnh |
| Khả năng nâng cấp/mở rộng | Kém – phụ thuộc series catalog | Tốt – có thể thiết kế sẵn cho mở rộng | Bồn tùy chỉnh |
IX. KẾT LUẬN VÀ KHUYẾN NGHỊ CHUYÊN GIA
Gia công bồn chứa hóa chất nhựa PP theo kích thước và yêu cầu công trình là một lĩnh vực kỹ thuật chuyên sâu đòi hỏi sự giao thoa giữa kỹ thuật vật liệu polymer, kỹ thuật kết cấu, công nghệ hàn nhựa và quản lý chất lượng hệ thống. Các nguyên tắc quan trọng mà chuyên gia kỹ thuật cần ghi nhớ:
- Đầu tư vào giai đoạn thu thập thông số (Design Basis): Đây là giai đoạn quan trọng nhất, chi phí thấp nhất nhưng tác động lớn nhất. Thiếu thông tin đầu vào = thiết kế sai = sự cố vận hành. Luôn đòi hỏi SDS hóa chất, xác nhận nhiệt độ max và nồng độ max từ chủ đầu tư bằng văn bản.
- Không bao giờ hạ thấp yêu cầu kiểm soát chất lượng hàn: Mối hàn PP là điểm yếu nhất của bồn. Chi phí NDT 100% mối hàn chiếm 5–8% tổng chi phí nhưng tránh được sự cố có thể gây thiệt hại gấp 10–100 lần. Chỉ sử dụng thợ hàn có chứng chỉ DVS 2212 hoặc tương đương.
- Tôn trọng tính viscoelastic của PP: Khác với kim loại, PP biến dạng theo thời gian dưới tải trọng tĩnh. Hệ số từ biến dài hạn (long-term creep factor) phải được tích hợp vào tính toán thiết kế – không thiết kế bồn PP như thiết kế bình thép.
- Quản lý giãn nở nhiệt trong thiết kế tổng thể: Hệ thống đường ống kết nối với bồn PP PHẢI có giải pháp hấp thụ giãn nở nhiệt. Ứng suất từ đường ống co giãn nhiệt truyền vào bồn là một trong những nguyên nhân hàng đầu gây hỏng nozzle và thân bồn sớm.
- Hồ sơ kỹ thuật hoàn công là tài sản kỹ thuật dài hạn: Đầu tư đầy đủ vào hồ sơ TDB giúp bảo trì phòng ngừa hiệu quả, phát hiện sớm xu hướng suy giảm (tốc độ mài mòn chiều dày thành), và có cơ sở kỹ thuật vững chắc khi cần đánh giá tuổi thọ còn lại (remaining life assessment) để ra quyết định đúng đắn về việc tiếp tục vận hành hay thay thế thiết bị.
Tài liệu này được biên soạn dành cho mục đích tham khảo kỹ thuật chuyên ngành và đào tạo kỹ sư. Mọi quyết định thiết kế, tính toán kết cấu, lựa chọn vật liệu và quy trình chế tạo thiết bị áp lực chứa hóa chất cần được thực hiện và phê duyệt bởi kỹ sư chuyên ngành có chứng chỉ hành nghề phù hợp, tuân thủ các tiêu chuẩn, quy chuẩn quốc gia và quốc tế hiện hành, và chịu sự kiểm tra của cơ quan có thẩm quyền theo quy định pháp luật hiện hành.