I. TỔNG QUAN VỀ VẬT LIỆU POLYPROPYLENE (PP) TRONG CÔNG NGHỆ LƯU TRỮ HÓA CHẤT
Polypropylene (PP) là một loại polymer nhiệt dẻo (thermoplastic polymer) thuộc nhóm polyolefin, được tổng hợp từ phản ứng trùng hợp (polymerization) monomer propylene (C₃H₆) thông qua xúc tác Ziegler-Natta hoặc metallocene. Trong lĩnh vực thiết bị lưu trữ và xử lý hóa chất công nghiệp, PP đã trở thành vật liệu chủ lực nhờ sự kết hợp tối ưu giữa khả năng chịu hóa chất ăn mòn, tính ổn định cơ học và hiệu quả kinh tế.
1.1. Đặc Tính Hóa Lý Nền Tảng Của Vật Liệu PP
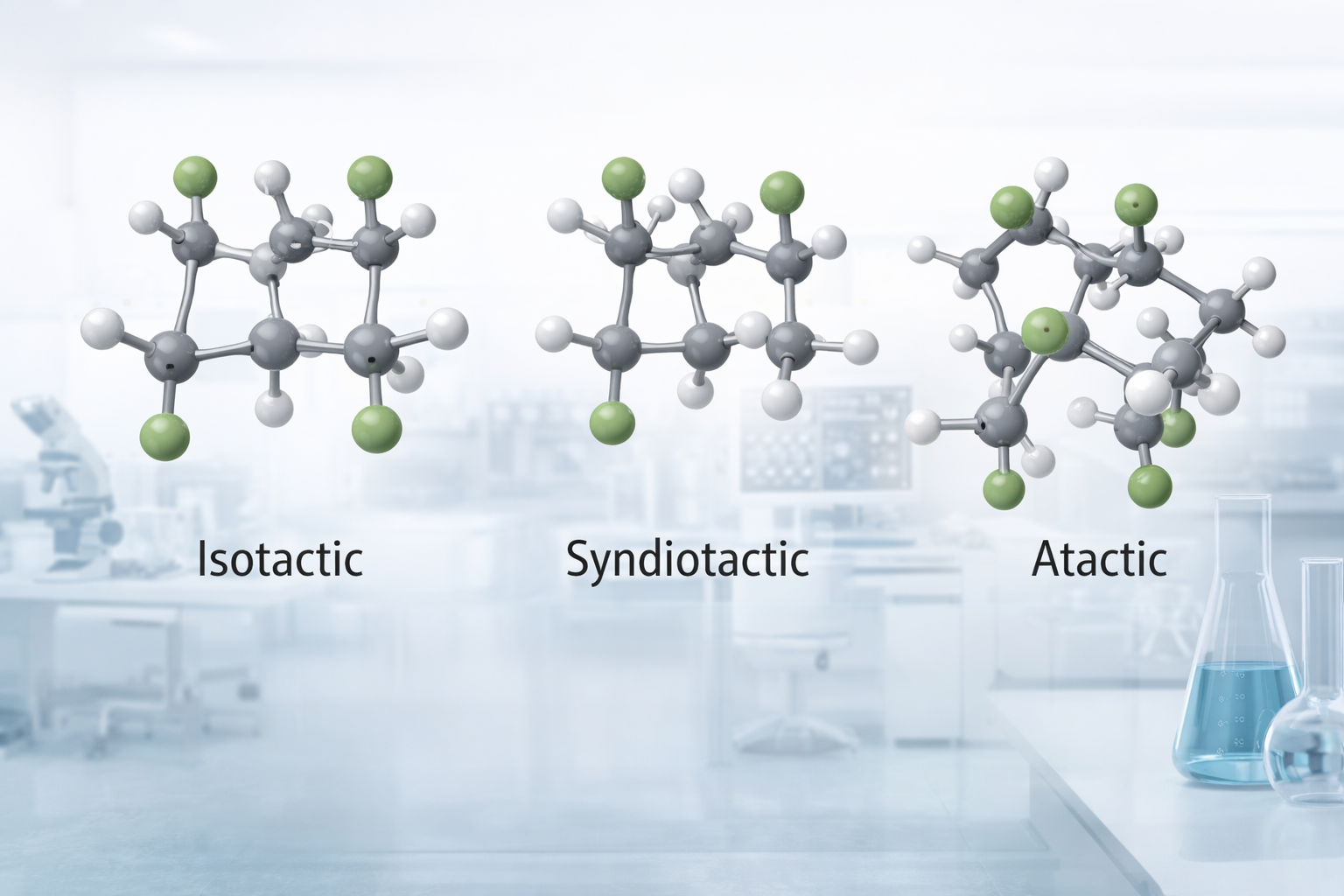
Cấu trúc phân tử PP có dạng chuỗi carbon mạch thẳng với nhóm methyl (-CH₃) xen kẽ, tạo nên tính chất stereoisomer đặc trưng. Tùy theo cấu hình sắp xếp của nhóm methyl, PP thương mại tồn tại dưới ba dạng lập thể chính:
- Isotactic PP (iPP): Các nhóm methyl được sắp xếp đồng nhất về một phía của mạch polymer. Đây là dạng phổ biến nhất trong chế tạo bồn chứa, có độ tinh thể (crystallinity) từ 50–70%, mang lại độ cứng và độ bền cơ học cao.
- Syndiotactic PP (sPP): Nhóm methyl xen kẽ luân phiên hai bên mạch, độ tinh thể thấp hơn, độ đàn hồi tốt hơn.
- Atactic PP (aPP): Nhóm methyl phân bố ngẫu nhiên, cấu trúc vô định hình, không được sử dụng trong chế tạo bồn chứa kết cấu.
Trong thực tế công nghiệp, hai cấp độ vật liệu PP chủ yếu được ứng dụng trong chế tạo bồn chứa hóa chất:
- PP Homopolymer (PP-H): Là dạng PP thuần khiết, có khối lượng phân tử cao (Mw = 200,000–700,000 g/mol), nhiệt độ biến dạng dưới tải (HDT) từ 100–115°C, độ cứng Shore D 72–78. Vật liệu này phù hợp với môi trường hóa chất nồng độ cao, nhiệt độ vừa phải.
- PP Copolymer (PP-C hoặc PP-R): Được đồng trùng hợp với ethylene (2–5% wt), cải thiện đáng kể độ bền va đập (impact resistance) ở nhiệt độ thấp, giảm tính giòn so với PP-H. Phù hợp cho các ứng dụng chịu rung động cơ học và dao động nhiệt độ.
1.2. Bảng Thông Số Kỹ Thuật Vật Liệu PP Chuẩn Công Nghiệp
| Thông số kỹ thuật | Đơn vị | PP Homopolymer | PP Copolymer | Phương pháp thử |
| Khối lượng riêng (Density) | g/cm³ | 0,900 – 0,910 | 0,895 – 0,905 | ISO 1183 |
| Nhiệt độ nóng chảy (Tm) | °C | 160 – 168 | 140 – 162 | ISO 11357 |
| Nhiệt độ sử dụng liên tục | °C | -10 đến +100 | -20 đến +90 | DIN 8077 |
| Độ bền kéo đứt (Tensile strength) | MPa | 30 – 40 | 22 – 34 | ISO 527 |
| Modulus đàn hồi (Elastic modulus) | MPa | 1.100 – 1.600 | 800 – 1.400 | ISO 527 |
| Độ giãn dài khi đứt | % | 100 – 600 | 200 – 800 | ISO 527 |
| Độ bền va đập Charpy (23°C) | kJ/m² | 5 – 15 | 20 – 60 | ISO 179 |
| Hệ số giãn nở nhiệt (CTE) | 10⁻⁵ K⁻¹ | 1,5 – 1,8 | 1,6 – 1,9 | ISO 11359 |
| Độ hấp thụ nước (24h) | % | < 0,03 | < 0,03 | ISO 62 |
| Điện trở suất khối | Ω·cm | > 10¹⁶ | > 10¹⁶ | IEC 60093 |
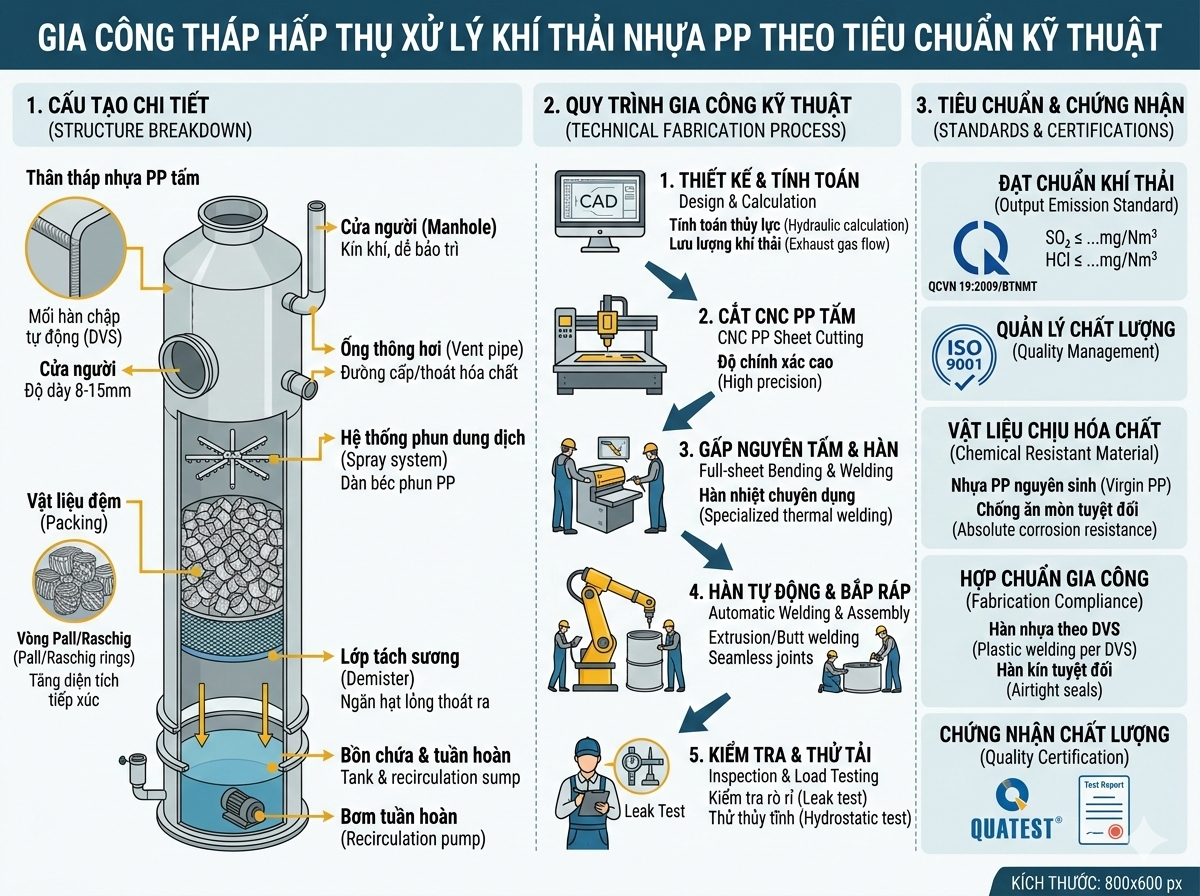
II. CẤU TẠO CHI TIẾT VÀ GIẢI PHÁP KẾT CẤU BỒN CHỨA HÓA CHẤT PP
2.1. Kiến Trúc Tổng Thể Của Bồn Chứa PP
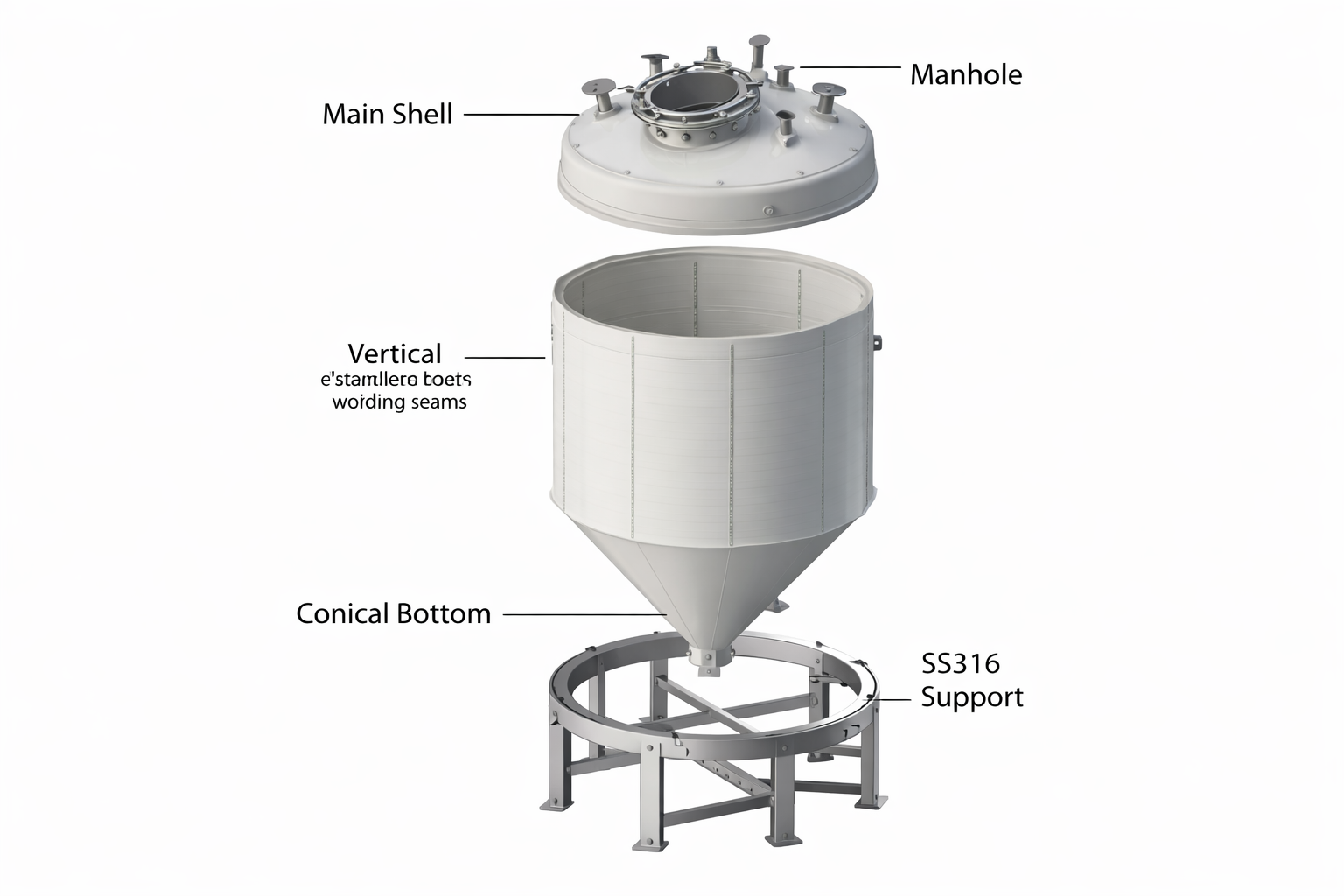
Bồn chứa hóa chất PP thương mại được thiết kế theo nguyên lý cấu trúc đa thành phần (multi-component architecture), trong đó mỗi bộ phận đảm nhận chức năng kỹ thuật chuyên biệt và phối hợp chặt chẽ để đảm bảo tính toàn vẹn cơ học lẫn hóa học trong toàn bộ vòng đời vận hành.
2.1.1. Thân Bồn Chính (Main Shell / Body)
Thân bồn là kết cấu chịu tải chính, được hình thành thông qua một trong các công nghệ chế tạo sau:
- Gia công cuộn hàn nhiệt (Extrusion Welding / Hot Gas Welding): Tấm PP phẳng được cuộn tròn và liên kết bằng mối hàn nhiệt sử dụng que hàn PP (welding rod) cùng loại vật liệu. Nhiệt độ hàn tiêu chuẩn: 270–310°C với khí trơ nitơ hoặc khí nén sạch. Phương pháp này cho phép kiểm soát chất lượng mối hàn dễ dàng qua kiểm tra siêu âm (UT) và kiểm tra áp lực (pressure test).
- Gia công đúc thổi một khối (Blow Molding / Rotational Molding): Thân bồn được tạo hình trong khuôn kín dưới áp lực hoặc lực ly tâm, không có mối hàn dọc thân. Áp dụng cho dung tích nhỏ đến trung bình (< 2.000 lít), đảm bảo tính đồng nhất vật liệu và không có điểm yếu cơ học tại mối hàn.
- Gia công bồn tổ hợp gia cường (FRP-lined PP Composite): Lớp liner PP bên trong kết hợp với lớp cốt sợi thủy tinh (GRP) hoặc sợi carbon bên ngoài để tăng độ bền áp lực và kháng va đập. Giải pháp này phù hợp với bồn dung tích lớn (> 10.000 lít) và áp suất vận hành cao.
2.1.2. Đáy Bồn (Bottom Head)
Đáy bồn được thiết kế theo các hình học khác nhau tùy theo ứng dụng:
- Đáy phẳng tăng cứng (Flat bottom with stiffening ribs): Phổ biến cho bồn đặt trên mặt bằng phẳng, có gân tăng cứng (stiffening ribs) định kỳ để phân phối đều tải trọng thủy tĩnh, ngăn hiện tượng phình biến dạng (creep deformation) dài hạn.
- Đáy côn (Conical bottom): Góc côn thông thường 45°–60°, thiết kế cho mục đích xả cặn hoàn toàn (drainable design) trong công nghiệp thực phẩm, dược phẩm và hóa chất có độ nhớt cao.
- Đáy elipsoid (Ellipsoidal / Dished head): Tỷ lệ h/D = 0,25, phân phối ứng suất đồng đều hơn đáy phẳng, sử dụng trong bồn chịu áp lực từ 0,1–0,6 MPa.
2.1.3. Nắp Bồn (Top Cover / Lid)
Nắp bồn PP được thiết kế với các phương án kết nối sau: nắp bắt vít bích mặt bích liên kết (flanged lid with bolt pattern), nắp hàn cố định (fixed welded roof) cho bồn hở hoặc bồn áp lực thấp, và nắp vòm (dome top) cho bồn kín áp lực. Trên nắp bồn thường bố trí các cửa ra vào sau: lỗ người chui vào kiểm tra (manhole DN400–DN600), các đầu vào (inlet nozzles), đầu ra hơi/khí (vent nozzles), cổng đo mức (level gauge connections), và đầu thêm hóa chất phụ gia.
2.1.4. Hệ Thống Vòi/Ống Tiếp Nối (Nozzle & Fitting Assembly)
Đây là một trong những vị trí dễ xảy ra sự cố nhất nếu thiết kế và thi công không đúng kỹ thuật. Tiêu chuẩn lắp đặt nozzle PP bao gồm:
- Vòi hàn trực tiếp vào thân bồn (Stub-end welded nozzle): Sử dụng kỹ thuật hàn butt-fusion (hàn đối đầu nhiệt) hoặc electrofusion để tạo mối nối không gián đoạn, đảm bảo không rò rỉ và không tạo kẽ hở tích tụ hóa chất.
- Mặt bích PP (PP flange): Tiêu chuẩn DIN PN10/PN16 hoặc ANSI 150/300, ép đệm kín PTFE (polytetrafluoroethylene) hoặc EPDM tùy theo loại hóa chất. Moment xiết bu lông theo trình tự đường chéo, lực siết định chuẩn theo cấp đường kính.
- Đầu nối ren (Threaded fitting): Chỉ áp dụng cho đường ống nhỏ DN ≤ 50mm, ren BSP hoặc NPT, bắt buộc sử dụng keo bịt ren kháng hóa chất chuyên dụng (Teflon thread sealant compound).
2.1.5. Hệ Thống Đỡ và Móc Treo (Support & Lifting System)
Bồn PP không có khả năng tự chịu lực như thép nên hệ thống đỡ (support structure) đóng vai trò cực kỳ quan trọng:
- Khung đỡ thép mạ kẽm hoặc thép không gỉ (SS304/SS316): Kết cấu khung hình học tối ưu để phân phối đều tải trọng. Không được tiếp xúc trực tiếp bề mặt thép với PP (do dị biệt hệ số giãn nở nhiệt), bắt buộc có đệm cao su EPDM hoặc đệm PP tại điểm tiếp xúc.
- Đai siết bồn (Tank strap / saddle): Làm từ thép không gỉ hoặc HDPE, siết ôm thân bồn với lực đủ để giữ cố định nhưng không tạo ứng suất cục bộ gây nứt mỏi (fatigue cracking) thân PP.
- Chân bồn (Leg support): Thường bố trí 3 hoặc 4 chân, chiều cao điều chỉnh được để cân bằng mặt bằng không phẳng. Diện tích tiếp xúc chân đỡ–mặt bằng đủ để áp lực tiếp xúc (bearing pressure) không vượt quá giới hạn cho phép của nền.
2.2. Bảng Tổng Hợp Cấu Tạo Bồn Chứa PP Theo Chức Năng
| Bộ phận cấu thành | Vật liệu tiêu chuẩn | Chức năng kỹ thuật | Tiêu chuẩn tham chiếu |
| Thân bồn chính | PP-H / PP-C, dày 6–25mm | Chứa đựng môi chất, chịu áp lực thủy tĩnh | DVS 2205, ASTM D1998 |
| Đáy bồn | PP-H / PP-C, dày tương đương thân | Chịu tải đáy, cho phép xả hoàn toàn | ISO 16135 |
| Nắp bồn | PP-H hoặc composite | Kín khí, giữ áp lực, cổng tiếp cận | EN 12573 |
| Nozzle / vòi tiếp nối | PP-H + bích PP PN10/PN16 | Điểm vào/ra hóa chất và thiết bị đo lường | DIN 8077/8078 |
| Gân tăng cứng ngoài | PP-H hoặc GRP winding | Chống biến dạng thành mỏng (buckling) | DVS 2205-2 |
| Đệm làm kín mặt bích | PTFE / EPDM / Viton | Ngăn rò rỉ tại điểm nối | DIN EN 1514-1 |
| Khung đỡ kết cấu | SS304 / SS316 / thép mạ kẽm | Phân phối tải trọng, chống lật đổ | AISC, EN 1993 |
| Đai siết / yên đỡ | SS316 + đệm EPDM | Cố định thân bồn không tạo điểm ứng suất tập trung | ASME PCC-1 |
| Van xả đáy | PP / PVDF / thép CS bọc PP | Xả hóa chất, làm cạn bồn | ISO 6182 |
| Cảm biến mức/áp | PP / PVDF housing | Giám sát trạng thái vận hành | IEC 61511 |
III. CÔNG NGHỆ CHẾ TẠO VÀ QUY TRÌNH HÀN NHỰA NHIỆT
3.1. Công Nghệ Hàn Nhiệt – Nền Tảng Chất Lượng Của Bồn PP
Chất lượng mối hàn PP quyết định đến 80% tuổi thọ và độ an toàn của bồn chứa. Có ba công nghệ hàn PP chính được ứng dụng trong chế tạo bồn chứa công nghiệp:
3.1.1. Hàn Khí Nóng (Hot Gas Welding)
Sử dụng dòng khí (không khí hoặc N₂) được gia nhiệt đến 270–310°C để làm mềm đồng thời bề mặt nền và que hàn PP, sau đó dùng lực nén tạo liên kết phân tử. Tốc độ hàn: 0,1–0,5 m/phút tùy chiều dày. Hệ số chất lượng mối hàn (weld factor) đạt 0,65–0,80 (nghĩa là mối hàn chỉ đạt 65–80% độ bền kéo của vật liệu gốc), theo DVS 2203.

3.1.2. Hàn Đối Đầu Nhiệt (Butt Fusion Welding)
Hai đầu ống hoặc tấm PP được ép vào tấm gia nhiệt phẳng (mirror heater) ở nhiệt độ 200–220°C với áp lực tiếp xúc P₁, sau khi đạt nhiệt độ đủ (bead height đạt tiêu chuẩn) tháo tấm gia nhiệt và ghép nhanh hai đầu với áp lực liên kết P₂. Hệ số chất lượng mối hàn đạt 0,80–1,00 theo ISO 21307. Đây là công nghệ hàn có độ bền cao nhất, được ưu tiên cho mối hàn chu vi (circumferential seam) thân bồn.
3.1.3. Hàn Điện Trở (Electrofusion Welding)
Fitting PP có nhúng dây điện trở được đặt vào vị trí nối, cấp dòng điện theo thông số mã vạch (barcode) của từng loại fitting, năng lượng điện chuyển hóa thành nhiệt làm nóng chảy cục bộ và tạo liên kết. Ứng dụng chính tại các khu vực khó tiếp cận để hàn truyền thống hoặc mối nối đường ống nozzle có đường kính nhỏ DN15–DN150.
3.2. Thông Số Kỹ Thuật Hàn Butt Fusion Chuẩn Theo ISO 21307
| Đường kính ống/tấm (mm) | Áp lực tiếp xúc P₁ (bar) | Thời gian gia nhiệt (s) | Thời gian chuyển max (s) | Áp lực liên kết P₂ (bar) | Thời gian làm nguội (phút) |
| DN 63 | 0,15 | 45 | 4 | 0,15 | 6 |
| DN 110 | 0,15 | 70 | 5 | 0,15 | 10 |
| DN 160 | 0,15 | 90 | 6 | 0,15 | 14 |
| DN 225 | 0,15 | 120 | 8 | 0,15 | 20 |
| DN 315 | 0,15 | 165 | 10 | 0,15 | 28 |
| DN 400 | 0,15 | 195 | 12 | 0,15 | 36 |
| DN 500 | 0,15 | 245 | 15 | 0,15 | 45 |
IV. TIÊU CHUẨN KỸ THUẬT QUỐC TẾ VÀ QUY CHUẨN ÁP DỤNG
4.1. Hệ Thống Tiêu Chuẩn Quốc Tế
Bồn chứa hóa chất PP được thiết kế, chế tạo và kiểm định dựa trên hệ thống tiêu chuẩn quốc tế từ nhiều tổ chức khác nhau, tạo thành một khung pháp lý kỹ thuật toàn diện:
| Mã tiêu chuẩn | Tổ chức ban hành | Phạm vi áp dụng | Nội dung chính |
| DVS 2205-1 | DVS (Đức) | Bồn chứa nhựa nhiệt dẻo | Phương pháp tính toán thiết kế, hệ số an toàn, tải trọng cho phép |
| DVS 2205-2 | DVS (Đức) | Gân tăng cứng bồn nhựa | Thiết kế kết cấu tăng cứng ngoài (ribs, winding) |
| EN 12573-1/2/3/4 | CEN (châu Âu) | Bồn chứa nhựa hàn | Thiết kế, vật liệu, hàn, kiểm tra và thử nghiệm |
| ASTM D1998 | ASTM (Mỹ) | Bồn PP đứng có thành đơn | Kích thước, dung tích, thử nghiệm thủy tĩnh |
| ISO 16135 | ISO (Quốc tế) | Bồn chứa nhựa công nghiệp | Yêu cầu kỹ thuật và phương pháp thử |
| DIN 8077/8078 | DIN (Đức) | Ống và phụ kiện PP | Kích thước thành ống, SDR, áp suất định mức |
| DVS 2203-1 | DVS (Đức) | Kiểm tra mối hàn nhựa | Thử kéo, uốn, bẻ, kiểm tra macro mối hàn |
| ISO 21307 | ISO (Quốc tế) | Hàn butt fusion PE/PP | Thông số hàn, điều kiện môi trường, ghi chép hàn |
| ISO 11922-1 | ISO (Quốc tế) | Ống nhựa nhiệt dẻo | Dung sai kích thước, phân cấp SDR |
| EN 1333 | CEN (châu Âu) | Mặt bích nhựa | Kích thước, cấp áp suất PN, vật liệu đệm |
4.2. Phân Cấp Áp Suất Và Chiều Dày Thành Bồn Theo DVS 2205
Theo tiêu chuẩn DVS 2205-1, chiều dày thành bồn được tính toán dựa trên phương trình ứng suất vòng (hoop stress equation) kết hợp với hệ số giảm bền theo nhiệt độ và hệ số an toàn tổng thể:
s = (p × d) / (2 × σ_allow × C_T) + C_add
Trong đó: s = chiều dày thành (mm); p = áp suất thiết kế (MPa); d = đường kính trong (mm); σ_allow = ứng suất cho phép của PP tại nhiệt độ vận hành (MPa); C_T = hệ số giảm bền nhiệt độ; C_add = hệ số bổ sung ăn mòn/mài mòn (thường 1–3mm).
| Dung tích bồn (lít) | Đường kính danh nghĩa (mm) | Chiều cao (mm) | Chiều dày thân min. (mm) | Chiều dày đáy min. (mm) | Ứng dụng điển hình |
| 500 | 900 | 850 | 8 | 10 | Phòng thí nghiệm, pilot |
| 1.000 | 1.100 | 1.050 | 10 | 12 | Công nghiệp nhẹ |
| 2.000 | 1.350 | 1.400 | 12 | 14 | Hóa chất nồng độ trung bình |
| 5.000 | 1.850 | 1.870 | 14 | 16 | Công nghiệp nặng, điện tử |
| 10.000 | 2.450 | 2.130 | 16 | 18 | Xi mạ, xử lý nước thải |
| 20.000 | 3.100 | 2.650 | 20 | 22 | Nhà máy lớn, bể lưu trữ tập trung |
| 50.000 | 4.500 | 3.200 | 25 | 28 | Kho hóa chất cấp khu công nghiệp |
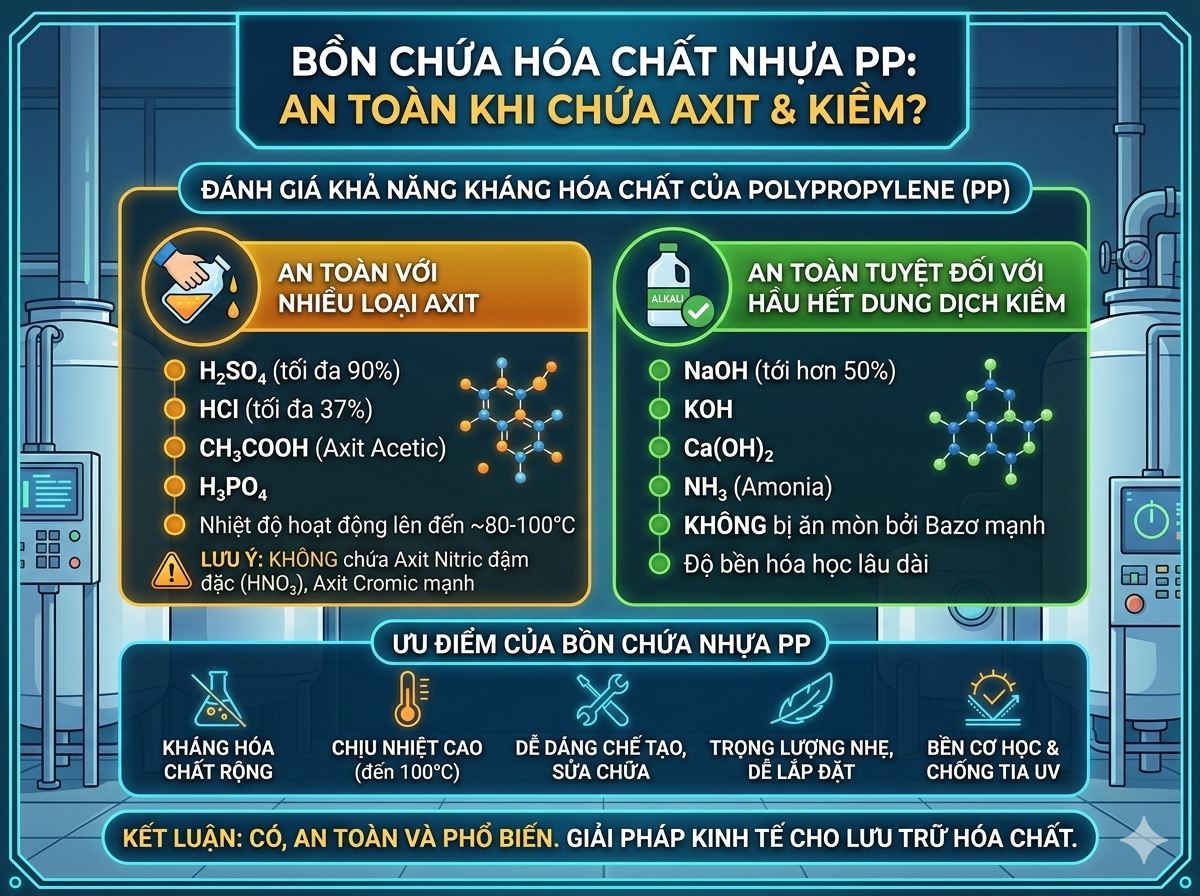
4.3. Tiêu Chuẩn Kháng Hóa Chất – Chemical Resistance Rating
Mức độ kháng hóa chất của PP được phân loại theo hệ thống đánh giá quốc tế (thường dùng ký hiệu: E = Excellent/Tốt xuất sắc, G = Good/Tốt, F = Fair/Trung bình, N = Not Recommended/Không khuyến dùng):
| Hóa chất / Nhóm hóa chất | Nồng độ (%) | Nhiệt độ 20°C | Nhiệt độ 60°C | Ghi chú kỹ thuật |
| Axit sulfuric (H₂SO₄) | Đến 98% | E | G | Tránh tiếp xúc H₂SO₄ bốc khói (oleum) |
| Axit hydrochloric (HCl) | Đến 37% | E | E | Xuất sắc ở toàn dải nồng độ |
| Axit nitric (HNO₃) | Đến 30% | G | F | HNO₃ > 50% gây oxy hóa mạch PP |
| Axit phosphoric (H₃PO₄) | Đến 85% | E | E | Phù hợp hoàn toàn |
| Natri hydroxide (NaOH) | Đến 50% | E | E | Kiềm mạnh, PP chịu xuất sắc |
| Kali hydroxide (KOH) | Đến 50% | E | E | Tương đương NaOH |
| Amoniac (NH₃) dung dịch | Đến 28% | E | G | Amoniac khan cần kiểm tra kỹ |
| Hydrogen peroxide (H₂O₂) | Đến 30% | G | F | Nồng độ cao gây lão hóa nhanh |
| Dung môi hữu cơ (hydrocarbon) | Tất cả | F–N | N | PP bị trương phồng, hòa tan – KHÔNG dùng |
| Dầu khoáng / dầu nhờn | Tất cả | G | F | Kiểm tra từng loại dầu cụ thể |
| Clo lỏng (Cl₂ aq) | Đến 10% | G | F | Clo đậm đặc nhiệt độ cao gây giòn |
| Natri hypochlorite (NaOCl) | Đến 15% | G | F | Nước Javel công nghiệp |
| Formalin (HCHO) | Đến 37% | E | E | Phù hợp chứa formaldehyde |
| Axit acetic (CH₃COOH) | Đến băng phiến (100%) | E | G | Nồng độ cao, nhiệt độ cao cần theo dõi |
V. QUY TRÌNH KIỂM TRA, THỬ NGHIỆM VÀ NGHIỆM THU
5.1. Kiểm Tra Trong Quá Trình Chế Tạo (In-Process Inspection)
- Kiểm tra chứng chỉ vật liệu (Material Test Certificate – MTC): Xác nhận grade PP, Melt Flow Index (MFI), hàm lượng chất ổn định UV, không chứa tạp chất kim loại nặng vượt ngưỡng FDA/EU 10/2011 nếu ứng dụng thực phẩm/dược phẩm.
- Kiểm tra chiều dày siêu âm (Ultrasonic Thickness Testing – UTT): Đo chiều dày tại ít nhất 5 điểm/m² bề mặt bồn, đảm bảo không có vùng thành quá mỏng do phân bổ nguyên liệu không đều.
- Kiểm tra mối hàn bằng phương pháp không phá hủy (NDT): Kiểm tra tia X (X-ray), siêu âm phased-array (PAUT) hoặc kiểm tra thử nghiệm uốn gãy (bend test) theo DVS 2203-1 để đánh giá chất lượng mối hàn nội bộ.
- Kiểm tra nhiệt (Thermal Inspection): Sử dụng camera hồng ngoại (infrared thermography) để phát hiện vùng bất đồng nhất nhiệt độ trong quá trình hàn – dấu hiệu của mối hàn kém chất lượng hoặc vùng ứng suất dư cao.
5.2. Thử Nghiệm Nghiệm Thu (Acceptance Testing)
| Loại thử nghiệm | Phương pháp | Tiêu chuẩn | Tiêu chí chấp nhận |
| Thử áp lực thủy tĩnh | Nạp nước đến 1,3×áp suất thiết kế, giữ 4 giờ | EN 12573-4 | Không rò rỉ, không biến dạng vĩnh cửu > 0,3% |
| Thử kín không khí (leak test) | Áp suất không khí 0,5 bar, bôi dung dịch xà phòng | ASME PCC-1 | Không có bong bóng khí tại mối nối, mặt bích |
| Đo chiều dày thành | Máy đo siêu âm UTT (kỹ thuật phản xạ xung) | DVS 2205 | Chiều dày đo ≥ 90% chiều dày thiết kế |
| Kiểm tra mối hàn vật lý | Cắt mẫu hàn, thử uốn 180°, quan sát macro | DVS 2203-1 | Không nứt, không lỗ rỗ, không phân lớp |
| Thử thả rơi (Drop test) | Thả từ độ cao 1,2m xuống nền bê tông (bồn ≤ 500L) | ASTM D1998 | Không vỡ, không nứt thấy được bằng mắt thường |
| Kiểm tra ngoại quan | Quan sát toàn thân, dùng đèn UV kiểm tra vết nứt tế vi | ISO 16135 | Không có vết nứt, khuyết tật > 1mm, bề mặt đồng đều |
VI. HƯỚNG DẪN LẮP ĐẶT, VẬN HÀNH VÀ BẢO TRÌ ĐỊNH KỲ
6.1. Yêu Cầu Mặt Bằng Và Kết Cấu Đỡ
Mặt bằng lắp đặt bồn PP phải đáp ứng các yêu cầu kỹ thuật nghiêm ngặt để tránh gây ứng suất tập trung phi dự kiến và hiện tượng lún lệch dài hạn:
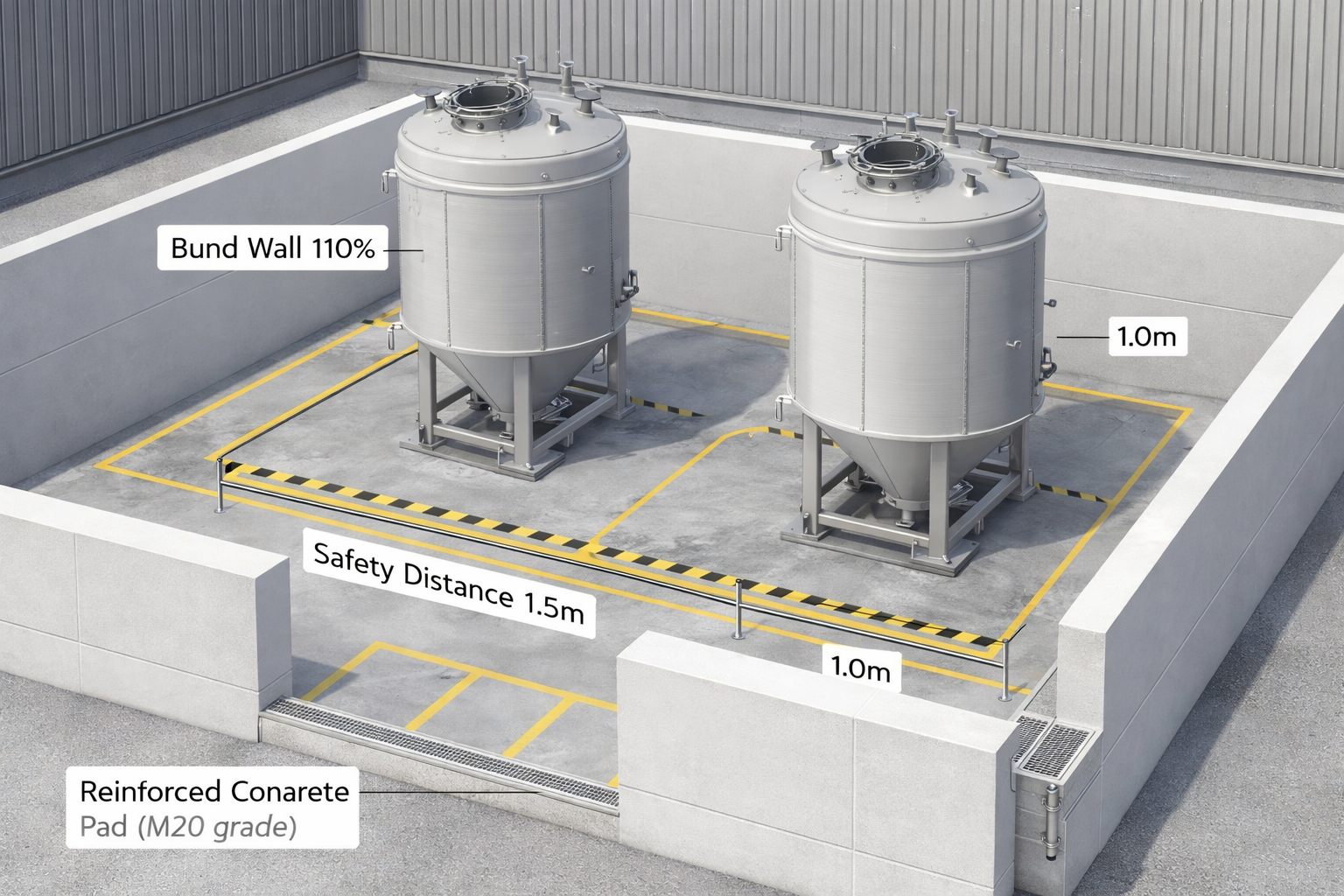
- Sức chịu tải nền (bearing capacity) tối thiểu 1,5 lần tổng tải trọng bồn đầy (bồn rỗng + tải trọng hóa chất đầy + tải trọng phụ như ống dẫn gắn trên bồn). Thông thường yêu cầu nền bê tông M20 trở lên với cốt thép gia cường tại các điểm chân đỡ.
- Độ phẳng mặt bằng (flatness tolerance) ≤ 3mm/3000mm để tránh bồn bị vênh tạo ứng suất uốn trên thân PP khi nạp tải.
- Hệ thống thoát nước tràn (bund wall / secondary containment): Thể tích vùng khoanh vùng ít nhất bằng 110% dung tích bồn lớn nhất trong khu vực, mặt bằng được chống thấm bằng vật liệu kháng hóa chất tương ứng.
- Khoảng cách an toàn: Bồn chứa axit/kiềm đậm đặc phải cách tường, trần ít nhất 1,0m và cách nhau ít nhất 1,5m để đảm bảo không gian kiểm tra và ứng phó sự cố.
6.2. Chu Kỳ Bảo Trì và Kiểm Tra Định Kỳ
| Hạng mục bảo trì | Tần suất | Phương pháp thực hiện | Tiêu chí đánh giá |
| Kiểm tra ngoại quan toàn bộ | Hàng tháng | Quan sát trực quan, đèn chiếu sáng cường độ cao | Không có vết nứt, bong phồng, đổi màu bất thường |
| Kiểm tra mặt bích và đệm kín | Hàng quý | Siết lại bu lông theo moment chuẩn, kiểm tra đệm | Moment đạt chuẩn, không rò rỉ sau khi siết lại |
| Đo chiều dày siêu âm (UTT) | 6 tháng/lần | Máy đo UTT, lập bản đồ điểm đo | Tốc độ mài mòn < 0,5mm/năm, chiều dày còn ≥ 80% ban đầu |
| Kiểm tra bên trong (nội soi) | Hàng năm | Xả cạn, vệ sinh, soi camera hoặc kiểm tra trực tiếp | Không có cặn tích tụ, không có vết ăn mòn bất thường |
| Thử áp lực định kỳ | 2–3 năm/lần | Thử thủy tĩnh 1,1×áp suất thiết kế, giữ 2 giờ | Không rò rỉ, không biến dạng vĩnh cửu |
| Đánh giá tổng thể (major overhaul) | 5 năm/lần | Kiểm tra NDT đầy đủ, phân tích cơ tính mẫu cắt | Quyết định tiếp tục sử dụng, sửa chữa hoặc thay thế |
VII. CƠ CHẾ THẤT BẠI VÀ BIỆN PHÁP PHÒNG NGỪA
7.1. Các Cơ Chế Hư Hỏng Điển Hình
Hiểu rõ các cơ chế thất bại giúp thiết kế và vận hành bồn PP an toàn hơn:
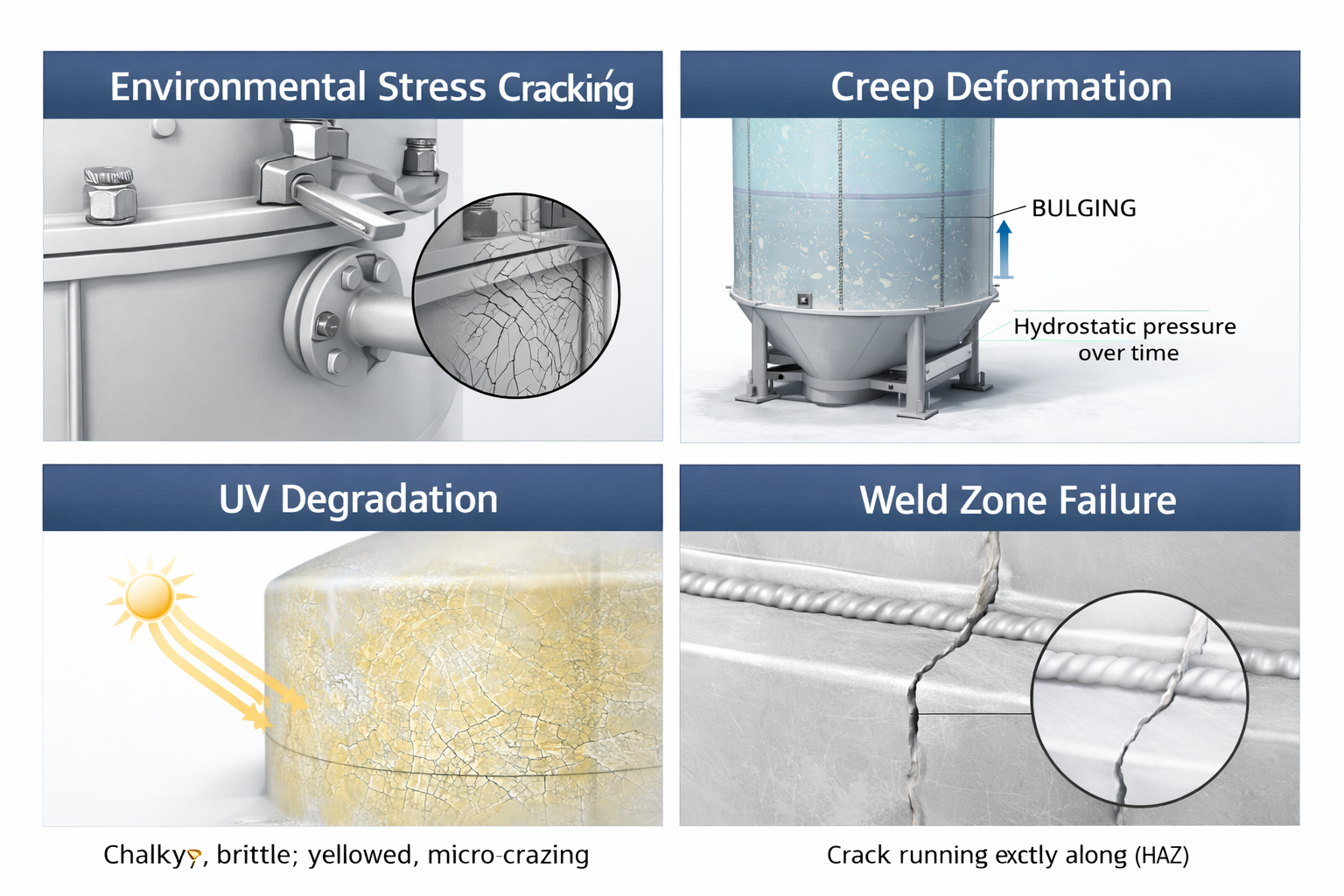
- Nứt do ứng suất môi trường (Environmental Stress Cracking – ESC): Một trong những cơ chế nguy hiểm nhất, xảy ra khi PP tiếp xúc đồng thời với tác nhân hóa học (chất hoạt động bề mặt, dung môi cực tính yếu) và ứng suất cơ học tập trung. ESC có thể xảy ra ở mức ứng suất thấp hơn nhiều so với giới hạn bền vật liệu, biểu hiện bằng các vết nứt chậm (slow crack growth).
- Biến dạng từ biến (Creep Deformation): PP là vật liệu viscoelastic, dưới tải trọng tĩnh dài hạn (tải thủy tĩnh của hóa chất) sẽ biến dạng chậm theo thời gian, đặc biệt rõ rệt ở nhiệt độ > 50°C. Chiều dày thiết kế phải tính đến hệ số từ biến dài hạn (long-term creep factor) theo đường cong ứng suất-thời gian (creep curve).
- Lão hóa do UV và oxy hóa (UV/Thermal Degradation): PP không có liên kết đôi trong mạch chính nhưng vẫn nhạy cảm với quang-oxy hóa (photooxidation) khi thiếu chất ổn định. Biểu hiện: bề mặt mờ đục, giòn, nứt tế vi (micro-crazing), giảm trọng lượng phân tử. Bồn PP ngoài trời phải chứa ít nhất 0,3–0,5% chất ổn định UV (HALS – Hindered Amine Light Stabilizer) trong thành phần vật liệu.
- Hư hỏng mối hàn (Weld Zone Failure): Vùng HAZ (Heat Affected Zone) của mối hàn PP có cấu trúc tinh thể khác so với vật liệu nền do chu trình nhiệt hàn, thường có độ bền kéo và độ bền va đập thấp hơn 20–35%. Mối hàn kém chất lượng (nhiệt độ không đủ, tốc độ quá nhanh, bề mặt bẩn) là nguyên nhân hàng đầu gây rò rỉ và vỡ bồn sớm.
- Ứng suất cơ học ngoài dự kiến (Unexpected Mechanical Stress): Do va chạm, rung động từ bơm hoặc thiết bị khuấy gắn trực tiếp vào bồn, co giãn nhiệt của hệ thống đường ống cứng kết nối với bồn (pipe thermal expansion), hoặc tải trọng gió/động đất cho bồn lớn đặt ngoài trời.
7.2. Bảng Phân Tích Nguyên Nhân và Biện Pháp Phòng Ngừa
| Cơ chế hư hỏng | Dấu hiệu nhận biết sớm | Nguyên nhân gốc rễ | Biện pháp phòng ngừa |
| ESC (nứt ứng suất MT) | Vết nứt mạng nhện, tập trung tại điểm ứng suất | Ứng suất tập trung + hóa chất tương thích kém | Giảm ứng suất thiết kế, kiểm tra kháng hóa chất kỹ lưỡng |
| Creep – từ biến | Bồng phình thành, thay đổi hình dạng | Nhiệt độ cao + tải thủy tĩnh dài hạn | Giảm nhiệt độ vận hành, tăng chiều dày thiết kế |
| Lão hóa UV | Bề mặt trắng xỉn, giòn vỡ khi va chạm nhẹ | Thiếu HALS UV, phơi nắng trực tiếp | Dùng PP chứa HALS, che phủ mái, sơn phủ UV |
| Hư hỏng mối hàn | Rò rỉ tại đường hàn, vết nứt dọc mối hàn | Hàn sai thông số, bề mặt bẩn, nhiệt độ không đủ | Hàn đúng thông số DVS, kiểm tra NDT 100% mối hàn |
| Hư hỏng đệm kín | Nhỏ giọt tại mặt bích, đổi màu đệm | Đệm không tương thích hóa chất, moment siết sai | Chọn đệm đúng (PTFE/EPDM/Viton), kiểm tra định kỳ |
VIII. TIÊU CHÍ LỰA CHỌN BỒN CHỨA PP THEO ỨNG DỤNG
8.1. Ma Trận Lựa Chọn Vật Liệu Bồn Chứa
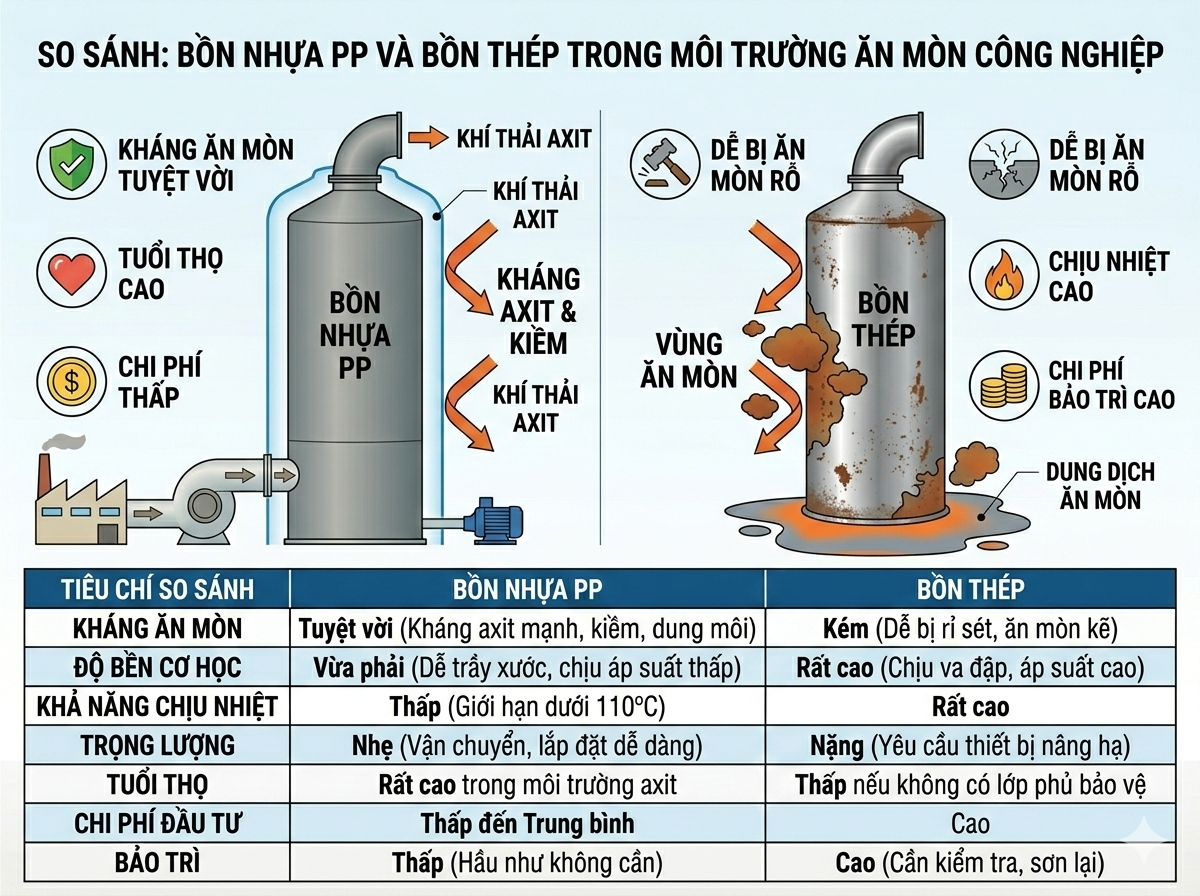
Khi đối chiếu bồn chứa PP với các vật liệu thay thế (HDPE, FRP, PVDF, thép không gỉ), cần cân nhắc theo ma trận đa tiêu chí sau:
| Tiêu chí so sánh | PP | HDPE | FRP (GRP) | PVDF | SS316L |
| Nhiệt độ vận hành tối đa | 100°C | 60°C | 120°C | 150°C | 250°C+ |
| Kháng axit vô cơ đậm đặc | Tốt | Tốt | Tốt với liner | Xuất sắc | Trung bình |
| Kháng dung môi hữu cơ | Kém | Kém | Kém | Tốt | Xuất sắc |
| Kháng kiềm mạnh | Xuất sắc | Xuất sắc | Trung bình | Xuất sắc | Tốt |
| Chịu áp lực | Trung bình | Thấp | Cao | Trung bình | Rất cao |
| Chi phí tương đối | Thấp–Trung bình | Thấp | Trung bình | Rất cao | Cao–Rất cao |
| Khả năng hàn sửa chữa tại chỗ | Dễ | Dễ | Khó (lớp gel coat) | Khó (cần thiết bị đặc biệt) | Khó (hàn TIG chuyên nghiệp) |
| Độ trong suốt (kiểm tra mức) | Không | Không | Bán trong (fiber) | Không | Không |
| Vòng đời thiết kế | 15–25 năm | 10–20 năm | 20–30 năm | 20–30 năm | 20–40 năm |
IX. KẾT LUẬN VÀ KHUYẾN NGHỊ KỸ THUẬT
Bồn chứa hóa chất nhựa PP là giải pháp thiết bị lưu trữ được kiểm chứng qua nhiều thập kỷ ứng dụng công nghiệp, với cơ sở lý luận kỹ thuật vững chắc và hệ thống tiêu chuẩn quốc tế toàn diện. Để đảm bảo bồn chứa PP vận hành an toàn, hiệu quả và đạt tuổi thọ thiết kế, cần lưu ý các điểm mấu chốt sau:
- Lựa chọn cấp vật liệu phù hợp: Ưu tiên PP-H cho môi trường hóa chất ăn mòn mạnh ở nhiệt độ vừa phải; PP-C cho ứng dụng chịu va đập và nhiệt độ thấp. Bắt buộc có chứng chỉ vật liệu (MTC) từ nhà sản xuất nguyên liệu có uy tín.
- Thiết kế theo tiêu chuẩn quốc tế: DVS 2205 hoặc EN 12573 là nền tảng thiết kế, không nên dùng ‘kinh nghiệm kinh nghiệm’ thay thế tính toán kỹ thuật. Đặc biệt chú ý hệ số giảm bền nhiệt độ và hệ số từ biến dài hạn.
- Kiểm soát chất lượng mối hàn chặt chẽ: 100% mối hàn chịu lực cần được kiểm tra NDT. Chỉ sử dụng thợ hàn nhựa có chứng chỉ DVS 2212 hoặc tương đương. Lưu đầy đủ hồ sơ thông số hàn.
- Kiểm tra kháng hóa chất cụ thể: Bảng kháng hóa chất chỉ là tham khảo tổng quát; trong thực tế cần kiểm tra với nồng độ, nhiệt độ và hỗn hợp hóa chất thực tế của từng ứng dụng cụ thể.
- Bảo trì có hệ thống: Lập kế hoạch bảo trì dựa trên risk-based inspection (RBI), ưu tiên kiểm tra UTT định kỳ và nhanh chóng xử lý các dấu hiệu hư hỏng sớm trước khi phát triển thành sự cố nghiêm trọng.