Bồn chứa chế tạo từ nhựa Polypropylene (PP) là thiết bị lưu trữ và vận chuyển hóa chất chiến lược trong các ngành công nghiệp hóa chất, xử lý nước, dược phẩm, thực phẩm và môi trường. Tài liệu này trình bày phân tích chuyên sâu về: (1) khoa học vật liệu PP và lựa chọn cấp độ phù hợp theo ứng dụng; (2) kiến trúc cấu tạo và phương pháp chế tạo theo tiêu chuẩn DVS/EN/ISO; (3) tiêu chuẩn kỹ thuật thiết kế áp suất, nhiệt độ và kháng hóa chất; (4) hệ thống kiểm tra chất lượng và nghiệm thu; (5) lắp đặt, vận hành, bảo dưỡng và tuổi thọ hệ thống; nhằm cung cấp cơ sở kỹ thuật đầy đủ cho kỹ sư thiết kế, đơn vị mua sắm và quản lý vận hành.
1. KHOA HỌC VẬT LIỆU POLYPROPYLENE – NỀN TẢNG KỸ THUẬT BỒN CHỨA
1.1. Phân loại Cấu trúc Polymer và Ảnh hưởng đến Tính năng
Polypropylene (PP) là polymer nhiệt dẻo bán tinh thể thuộc nhóm polyolefin, tổng hợp từ monomer propylene (C₃H₆) qua phản ứng trùng hợp phối hợp xúc tác Ziegler-Natta hoặc metallocene. Công thức cấu tạo đơn vị lặp: -(CH₂-CH(CH₃))ₙ-. Đặc điểm lập thể (tacticity) của chuỗi polymer quyết định toàn bộ tính chất cơ học và nhiệt học:
| Loại PP | Cấu trúc lập thể | Độ kết tinh (%) | Tm (°C) | Đặc điểm nổi bật |
| Isotactic PP (i-PP) | Methyl cùng phía mặt phẳng | 60 – 80% | 160 – 166°C | Cứng, bền, thương mại phổ biến nhất |
| Syndiotactic PP (s-PP) | Methyl xen kẽ hai phía | 30 – 50% | 130 – 145°C | Độ bền va đập tốt hơn i-PP |
| Atactic PP (a-PP) | Methyl ngẫu nhiên | 0 – 5% | Không có Tm rõ | Vô định hình, dùng làm chất kết dính |
| Block Copolymer PP-B | Khối PP + PE xen kẽ | 50 – 65% | 155 – 162°C | Bền va đập lạnh, dùng bồn chứa ngoài trời |
| Random Copolymer PP-R | Ethylene ngẫu nhiên (3-6%) | 45 – 55% | 145 – 155°C | Mối hàn bền, dùng đường ống áp lực |
Trong sản xuất bồn chứa công nghiệp, Isotactic PP Homopolymer (PP-H) và PP Block Copolymer (PP-B) là hai cấp độ vật liệu chủ đạo. PP-H cho độ cứng và kháng hóa chất tốt nhất, trong khi PP-B cải thiện đáng kể độ bền va đập ở nhiệt độ thấp (Charpy impact strength tại -20°C tăng gấp 4 – 6 lần so với PP-H) – lựa chọn ưu tiên cho bồn lắp đặt ngoài trời hoặc khu vực có biên độ nhiệt độ lớn.

1.2. Ma trận Tính năng Cơ-Lý-Nhiệt Toàn diện
| Thông số | PP Homopolymer | PP Block Copolymer | Tiêu chuẩn thử | Ghi chú kỹ thuật |
| Khối lượng riêng (g/cm³) | 0,900 – 0,910 | 0,895 – 0,908 | ISO 1183 | Vật liệu nhẹ nhất trong nhóm polyolefin |
| Giới hạn bền kéo σᵧ (MPa) | 33 – 40 | 25 – 35 | ISO 527-2 | Tính toán thành bồn chịu áp nội |
| Mô-đun đàn hồi E (MPa) | 1.300 – 1.700 | 900 – 1.400 | ISO 527-2 | Thiết kế độ võng, ổn định kết cấu |
| Giới hạn bền nén (MPa) | 40 – 60 | 30 – 48 | ISO 604 | Bồn chứa dạng tấm tường chịu đất |
| Độ bền va đập Charpy (kJ/m²) | 30 – 80 @ 23°C | 60 – NB @ 23°C | ISO 179-1eA | NB = không vỡ; PP-B ưu việt hơn |
| Độ cứng Shore D | 65 – 75 | 55 – 68 | ISO 868 | Kháng trầy xước bề mặt |
| Nhiệt độ biến dạng HDT (°C) | 100 – 115 @ 0,45 MPa | 80 – 100 @ 0,45 MPa | ISO 75-2 | Giới hạn nhiệt độ vận hành liên tục |
| Nhiệt độ Vicat softening (°C) | 150 – 160 | 135 – 150 | ISO 306 | Nhiệt độ bắt đầu mềm hóa |
| Hệ số giãn nở nhiệt α (×10⁻⁴/K) | 1,5 – 1,8 | 1,6 – 2,0 | ISO 11359-2 | Thiết kế khe giãn nở bồn lớn |
| Độ dẫn nhiệt λ (W/m·K) | 0,15 – 0,22 | 0,15 – 0,20 | ISO 8302 | Cách nhiệt tốt, đóng băng chậm |
| Hệ số ma sát động | 0,25 – 0,40 | 0,28 – 0,42 | ASTM D1894 | Tính toán tải trọng dòng chảy |
| Điện trở suất (Ω·cm) | 10¹⁵ – 10¹⁷ | 10¹⁴ – 10¹⁶ | IEC 60093 | Cách điện; cần nối đất khi chứa dung môi |
1.3. Phổ Kháng Hóa chất Theo Cơ chế Phân tử
Khả năng kháng hóa chất ưu việt của PP xuất phát từ ba yếu tố cấu trúc: (1) chuỗi polymer không phân cực hoàn toàn, loại trừ tương tác lưỡng cực với dung môi phân cực mạnh; (2) mật độ kết tinh cao (60 – 80%) tạo rào cản vật lý ngăn khuếch tán phân tử hóa chất vào nền polymer; (3) vắng mặt hoàn toàn nhóm chức ester, ether, amide – những nhóm dễ bị thủy phân acid/base.
| Nhóm hóa chất | Điều kiện (T°C / nồng độ) | Đánh giá kháng | Cơ chế giới hạn |
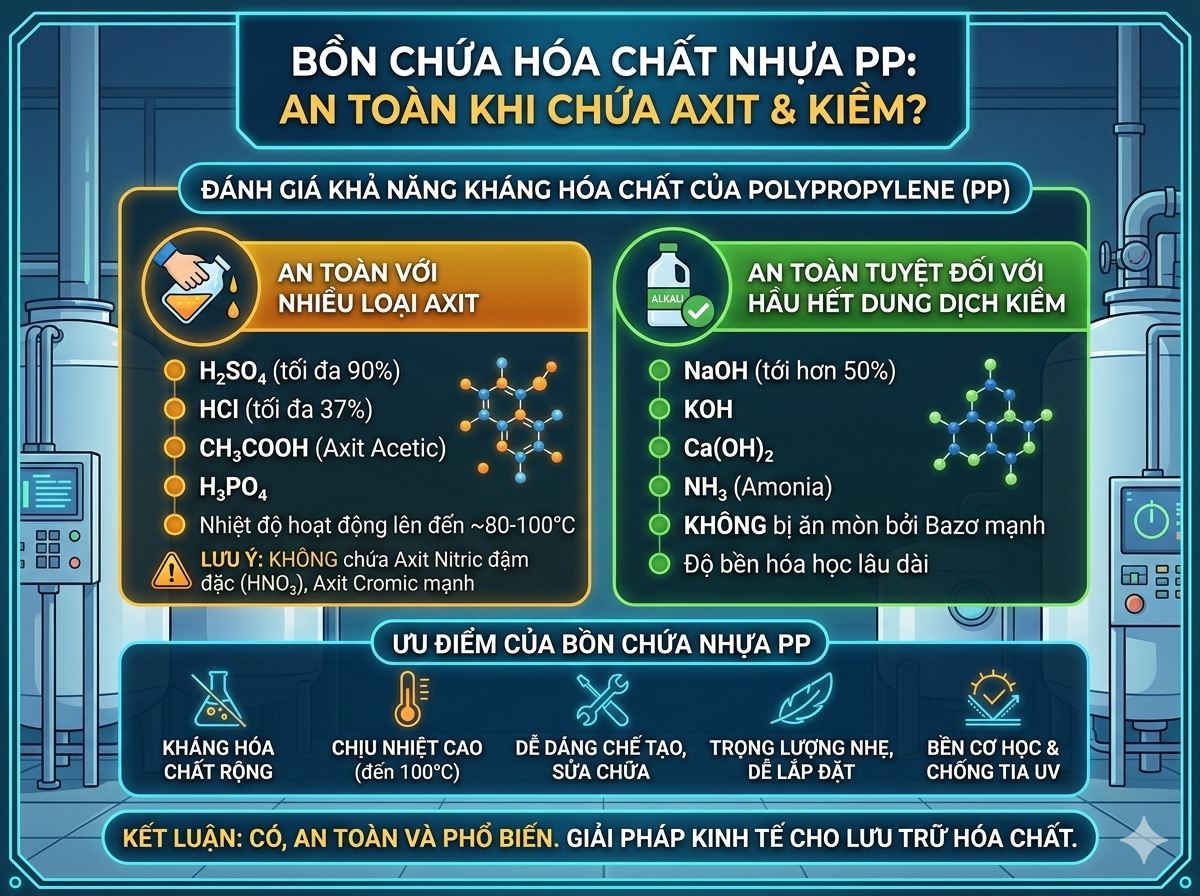
| Axit vô cơ loãng-trung: HCl, H₃PO₄, H₂SO₄ < 70% | ≤60°C / Mọi nồng độ | ★★★★★ Xuất sắc | Không có nhóm chức bị tấn công |
| Axit vô cơ đậm đặc: H₂SO₄ > 90%, HNO₃ > 50% | ≤40°C / > 90% | ★★☆☆☆ Hạn chế | Oxy hóa chuỗi polymer tại nhiệt độ cao |
| Kiềm: NaOH, KOH, NH₄OH | ≤80°C / Mọi nồng độ | ★★★★★ Xuất sắc | Không có nhóm ester/amide bị xà phòng hóa |
| Muối vô cơ: NaCl, FeCl₃, AlCl₃, Na₂SO₄ | Mọi điều kiện | ★★★★★ Xuất sắc | Không phản ứng ion hóa |
| Oxy hóa mạnh: H₂O₂ > 30%, NaOCl > 15% | ≤40°C | ★★★☆☆ Khá | Oxy hóa từ từ, kiểm tra ứng suất dư |
| Rượu (methanol, ethanol, IPA) | ≦60°C / Mọi nồng độ | ★★★★☆ Tốt | Trương nở nhẹ ở nồng độ cao, nhiệt độ cao |
| Hydrocacbon no (hexane, heptane) | ≦40°C | ★★★★☆ Tốt | Trương nở chậm theo thời gian |
| Hydrocacbon thơm (benzene, toluene) | Mọi nồng độ | ★☆☆☆☆ Không phù hợp | Hòa tan/trương nở mạnh chuỗi polymer |
| Hydrocacbon clo hóa (CH₂Cl₂, CCl₄) | Mọi điều kiện | ★☆☆☆☆ Không phù hợp | Trương nở nghiêm trọng, mất cơ tính |
| Ketone (acetone, MEK) | Đến 20% / ≦40°C | ★★★☆☆ Trung bình | Trương nở, kiểm tra theo ứng dụng cụ thể |
2. CẤU TẠO KỸ THUẬT CHI TIẾT CỦA BỒN NHỰA PP
2.1. Phân loại Bồn PP Theo Phương án Kết cấu
Bồn nhựa PP được phân loại theo nhiều tiêu chí kỹ thuật khác nhau, mỗi loại phù hợp với một dải ứng dụng và điều kiện kỹ thuật đặc thù. Hiểu rõ phân loại này là bước đầu tiên trong quá trình lựa chọn và thiết kế thiết bị đúng đắn:
| Tiêu chí phân loại | Loại / Ký hiệu | Đặc điểm kết cấu | Phạm vi ứng dụng |
| Hình dạng bồn | Trụ đứng (Vertical Cylindrical) | Trục thẳng đứng, đáy phẳng/côn | Bồn lưu trữ cố định, dung tích 100L – 50m³ |
| Trụ nằm ngang (Horizontal) | Trục nằm ngang, chân đỡ yên ngựa | Vận chuyển, bồn dọc theo tường | |
| Hình chữ nhật (Rectangular) | Mặt phẳng, tứ giác, có gân tăng cứng | Lắp trong không gian giới hạn, bồn xử lý | |
| Hình côn (Conical bottom) | Đáy côn 30°/60°/90°, xả cặn triệt để | Bồn phản ứng, lắng gạn, lên men | |
| Áp suất thiết kế | Bồn thường áp (Atmospheric) | Áp suất thiết kế = Patm | Lưu trữ mở, hóa chất không bay hơi |
| Bồn áp lực thấp (Low Pressure) | 0,05 – 0,3 bar(g) | Lưu trữ dung dịch kiềm/axit nhẹ có nắp kín | |
| Phương pháp chế tạo | Hàn tấm (Sheet Welding) | Tấm PP phẳng hàn nhiệt thành kết cấu | Bồn lớn, bồn chữ nhật, bồn tùy chỉnh |
| Gia công CNC (Machined) | Phay, tiện từ khối đặc PP | Bồn nhỏ, độ chính xác cao, dung tích < 100L | |
| Roto-molding (Đúc quay) | Đúc nguyên khối, không mối hàn | Bồn dân dụng 200L – 5.000L, giá thấp | |
| Vật liệu thành | PP nguyên sinh (Virgin PP) | Nhựa nguyên sinh, tính năng đầy đủ | Hóa chất, thực phẩm, dược phẩm |
| PP + lớp lót FRP | Lớp PP kháng hóa chất + lớp FRP chịu lực | Bồn lớn > 5m³, áp lực hoặc chân không |

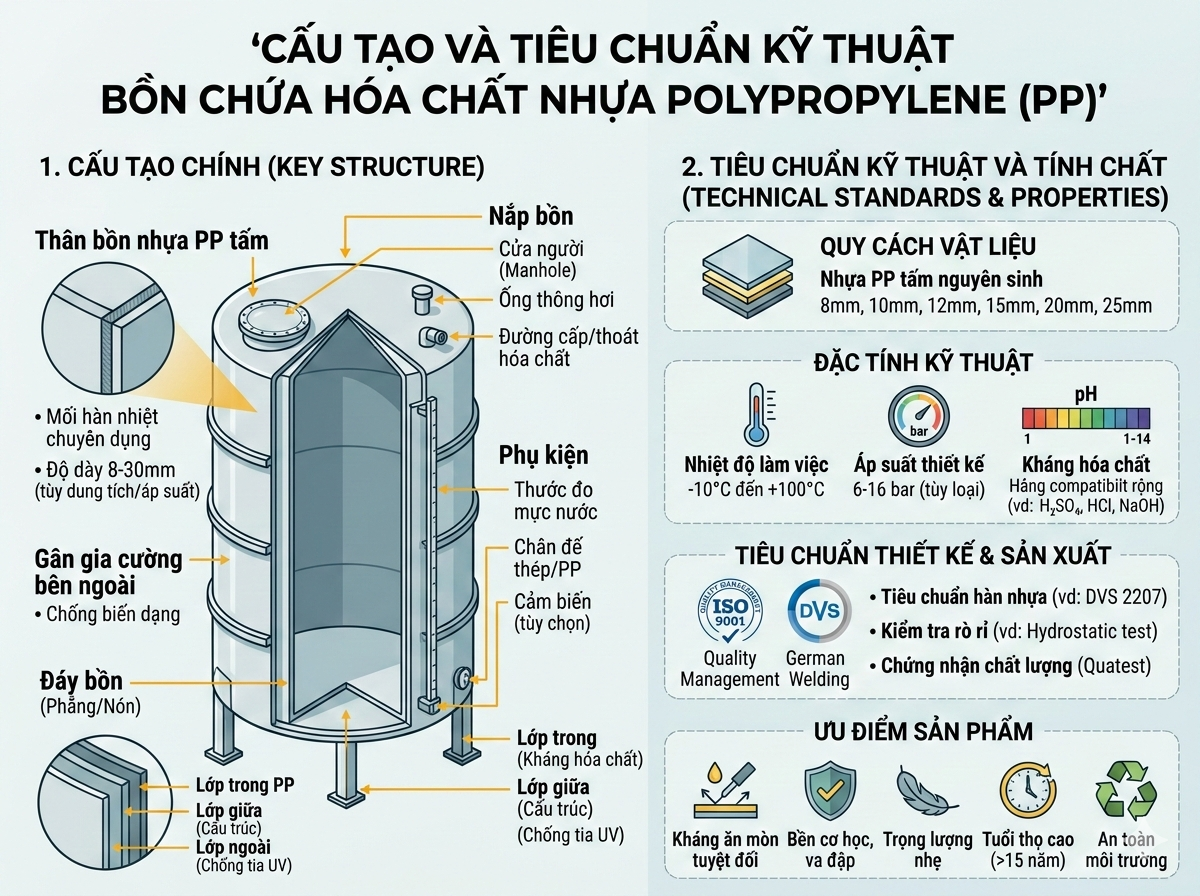
2.2. Cấu tạo Thành Bồn – Từ Vi cấu trúc đến Vĩ mô
2.2.1. Đơn thành (Single-Wall Shell)
Kết cấu đơn thành PP là phương án phổ biến nhất cho bồn chứa dung tích nhỏ-trung bình (50L – 5.000L). Chiều dày thành (e) được tính toán theo tiêu chuẩn DVS 2205-1 dựa trên áp suất nội, nhiệt độ thiết kế và tính chất creep dài hạn của PP:
e = (pᴅ × Dᴵ) / (2 × σᴅ × Cᴀ) + c₁ + c₂ [mm]
Trong đó: pᴅ là áp suất thiết kế (MPa); Dᴵ là đường kính trong (mm); σᴅ là ứng suất cho phép dài hạn của PP (MPa) lấy từ đường cong hồi quy ứng suất-thời gian theo ISO 9080 tại thời điểm thiết kế 20 năm; Cᴀ là hệ số chất lượng mối hàn (0,7 – 1,0 tùy phương pháp hàn và kiểm tra); c₁ là dung sai gia công âm; c₂ là phụ cấp ăn mòn (0 cho PP không có ăn mòn cơ học).
2.2.2. Song thành Cách nhiệt (Double-Wall Insulated)
Kết cấu song thành (double-wall / jacketed vessel) bao gồm: thành trong PP tiếp xúc hóa chất, lớp cách nhiệt polyurethane foam (PU) hoặc fiberglass insulation mật độ 30 – 80 kg/m³ dày 50 – 100mm, thành ngoài PP-B hoặc HDPE bảo vệ cơ học. Hệ số truyền nhiệt tổng U của kết cấu này:
1/U = 1/hᴵ + eᴵⁿ/λᴵⁿ + eᴵⁿₛ/λᴵⁿₛ + eᵒᵘᵗ/λᵒᵘᵗ + 1/hᵒ [m²·K/W]
Với lớp PU foam 80mm, U thường đạt 0,35 – 0,50 W/(m²·K), đủ để duy trì chênh lệch nhiệt độ bồn–môi trường đến 40°C trong điều kiện tĩnh (không có nguồn nhiệt bổ sung).
2.2.3. Thành Tăng cứng bằng Gân (Ribbed/Corrugated Shell)
Đối với bồn chữ nhật hoặc bồn trụ thành mỏng dung tích lớn, hệ thống gân tăng cứng (stiffening ribs) bằng PP hàn vào thành ngoài là giải pháp cải thiện mô-đun kết cấu mà không tăng đáng kể khối lượng. Khoảng cách gân Lᴳ và kích thước tiết diện gân được xác định theo điều kiện ổn định (buckling) dưới áp lực thủy tĩnh tối đa:
Pᴄᵣ = n² E I / (Lᴳ² A) ≥ Sₐ × Pᴷᴸᴾᵀᴸᴼ
Hệ số an toàn Sₐ thường lấy 3,0 – 4,0 theo tiêu chuẩn DVS 2205-2 cho bồn PP đứng yên và 4,0 – 5,0 cho bồn dịch chuyển hoặc chịu tải trọng động.
2.3. Hệ thống Đáy Bồn (Bottom Configuration)
Cấu hình đáy bồn được lựa chọn tùy theo yêu cầu công nghệ: dễ xả cạn, chống đọng cặn, chịu đỡ và cân bằng ứng suất tập trung tại vị trí chuyển tiếp thành-đáy.
| Loại đáy | Góc / Bán kính | Ứng suất tập trung | Ứng dụng tối ưu | Phần trăm ứng dụng |
| Đáy phẳng (Flat Bottom) | Góc chuyển tiếp R ≥ 50mm | Cao (cần gân đỡ) | Bồn lưu trữ nước, hóa chất không cần xả sạch | 45% |
| Đáy côn 30° (Conical 30°) | Góc bán đỉnh 15° | Trung bình | Lắng gạn, kết tinh, thu hồi cặn | 20% |
| Đáy côn 45° (Conical 45°) | Góc bán đỉnh 22,5° | Trung bình-thấp | Phản ứng hóa học, lên men, biogas | 15% |
| Đáy chỏm cầu (Dish Bottom) | R ≥ D, r ≥ 0,1D | Thấp nhất (phân bố đều) | Bồn áp lực, chịu chân không | 12% |
| Đáy côn 60° (Conical 60°) | Góc bán đỉnh 30° | Thấp-trung bình | Thức ăn chăn nuôi, hạt, bột nhão | 8% |
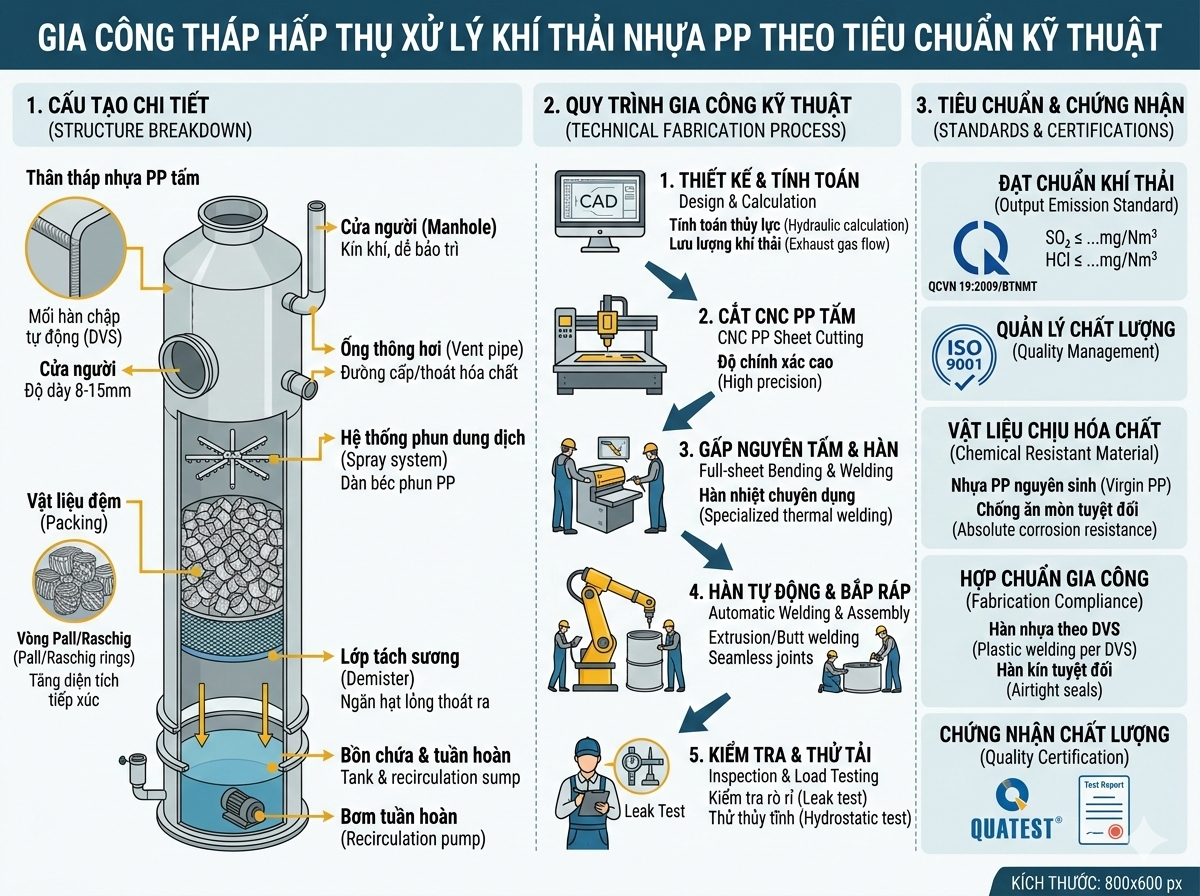
2.4. Hệ thống Nắp Bồn và Miệng Nối (Nozzle & Manhole)
Nắp bồn PP (lid/cover) được thiết kế theo ba phương án: (a) nắp tháo rời kẹp bu-lông PP với gioăng EPDM/PTFE – phổ biến nhất cho bồn dung tích trung bình; (b) nắp hàn cố định – dùng cho bồn kín hơi; (c) nắp lồng (floating cover) chống bay hơi cho bồn axit đậm đặc. Hệ thống miệng nối (nozzle) bao gồm:
- Miệng nạp liệu đỉnh (top inlet nozzle): Kết nối với đường ống PP-R hoặc PP-H bằng mặt bích PP loại PN10/PN16. Góc nghiêng 0° (thẳng đứng) hoặc 45° (dẫn hướng dòng chảy theo thành bồn tránh splash).
- Miệng xả đáy (bottom outlet nozzle): Đặt tâm hoặc lệch tâm (cho đáy côn), kết nối van xả PP. Đường kính tối thiểu DN50 cho bồn < 2m³, DN80 cho bồn 2 – 10m³, DN100 trở lên cho bồn > 10m³.
- Lỗ vệ sinh / người chui (manhole): Đường kính tối thiểu DN450 theo EN 13121-3, cho phép nhân viên vệ sinh nội bộ bồn. Trang bị cầu thang và gioăng EPDM chịu hóa chất.
- Miệng thông hơi (vent nozzle): Bắt buộc cho tất cả bồn kín để ngăn chân không khi xả. Trang bị lọc khí PP hoặc van thở áp suất/chân không (P/V valve) cho bồn chứa hóa chất bay hơi.
- Miệng đo mức (level gauge nozzle): Kết nối thiết bị đo mức (float, ultrasonic, hydrostatic). Bố trí cặp nozzle đối xứng tại thành bồn cho thước đo thủy tinh/nhựa trong.
3. PHƯƠNG PHÁP CHẾ TẠO VÀ TIÊU CHUẨN GIA CÔNG
3.1. Công nghệ Hàn Nhiệt – Cốt lõi Chế tạo Bồn PP
Hàn nhiệt (thermal welding) là phương pháp kết nối chính trong chế tạo bồn PP công nghiệp. Không sử dụng dung môi hay chất kết dính hóa học, mối hàn được tạo thành từ sự hợp nhất vật liệu nền ở trạng thái nóng chảy. Chất lượng mối hàn quyết định 100% độ bền và tính kín của bồn. Tiêu chuẩn quốc tế quy định DVS 2207-1 (Đức) và EN 12814-2 là cơ sở kỹ thuật chủ đạo.
| Phương pháp hàn | Nguyên lý kỹ thuật | Nhiệt độ (°C) | Hệ số chất lượng fw | Ứng dụng trong bồn |
| Hàn que nóng (Hot Gas Rod Welding) | Khí nóng N₂/không khí + que hàn PP | 230 – 280°C | 0,70 – 0,80 | Sửa chữa, mối hàn ngắn, góc nối phức tạp |
| Hàn tốc độ cao (High-Speed Welding) | Đầu hàn tốc độ + bộ dẫn liệu tự động | 260 – 300°C | 0,75 – 0,85 | Mối hàn dài trên mặt phẳng, năng suất cao |
| Hàn đùn (Extrusion Welding) | Máy hàn đùn + que PP nung chảy bơm vào mối hàn | 180 – 230°C | 0,80 – 0,90 | Mối hàn dày ≥ 5mm, bồn lớn, chất lượng cao |
| Hàn gương nóng (Hot Plate/Mirror Welding) | Mặt gương nung nóng tiếp xúc hai mặt cần hàn | 200 – 220°C | 0,85 – 1,00 | Ống, phụ kiện, nozzle, mối hàn đối đầu chính xác |
| Hàn ma sát quay (Spin Welding) | Ma sát tạo nhiệt tại mặt tiếp xúc quay tròn | Tự sinh nhiệt | 0,80 – 0,90 | Nắp bồn tròn, phụ kiện ren đối xứng tròn |
| Hàn siêu âm (Ultrasonic Welding) | Rung siêu âm 20 – 40 kHz tạo nhiệt ma sát | Tự sinh nhiệt | 0,70 – 0,80 | Chi tiết nhỏ, thành mỏng < 4mm |

Hệ số chất lượng mối hàn fw (weld factor) là tỷ số giữa ứng suất kéo của mối hàn và vật liệu gốc, xác định theo thử nghiệm kéo mẫu mối hàn theo ISO 527-2 và EN 12814-2. Trong thiết kế bồn, ứng suất cho phép thực tế được tính: σᴅ = fw × σᴀᴇ ᴅ × 1/Sf.
3.2. Quy trình Hàn Chuẩn – Kiểm soát Thông số Kỹ thuật
Quy trình hàn PP đạt chất lượng theo DVS 2207-1 đòi hỏi kiểm soát nghiêm ngặt các thông số sau:
- Chuẩn bị mặt hàn (joint preparation): Bề mặt PP phải được làm sạch bằng isopropanol (IPA) 99% trong vòng 5 phút trước khi hàn; cạo/mài loại bỏ lớp oxy hóa bề mặt; vát mép góc 60°–70° cho mối hàn chữ V; độ phẳng bề mặt ≤ 0,5 mm/100mm.
- Kiểm soát nhiệt độ khí hàn: Đo trực tiếp tại đầu hàn bằng nhiệt kế tiếp xúc, kiểm tra trước mỗi ca hàn. Dung sai ±10°C so với thông số thiết kế. Nhiệt độ môi trường làm việc yêu cầu ≥ 15°C (hàn dưới 10°C cần gia nhiệt vật liệu trước).
- Vận tốc hàn và lực ép: Vận tốc hàn đùn điển hình: 0,3 – 0,8 m/phút tùy chiều dày thành. Lực ép mối hàn gương: 0,15 – 0,20 N/mm² trong giai đoạn làm nguội. Thời gian hàn gương: nung nóng + áp suất 0,10 N/mm² ÷ làm nguội cưỡng bức.
- Thợ hàn chứng chỉ: Yêu cầu thợ hàn nhựa có chứng chỉ DVS 2212 hoặc ISO 16135, được đào tạo và thử nghiệm định kỳ mỗi 2 năm. Mỗi mối hàn phải có truy xuất đến mã thợ hàn.
3.3. Gia công Cơ khí và Lắp ghép
Song song với hàn nhiệt, các công đoạn gia công cơ khí đảm bảo chính xác hình học và lắp ghép hệ thống:
- Cắt tấm PP: Máy cắt CNC hoặc cưa vòng, tốc độ cắt 800 – 1.200 mm/phút với lưỡi cưa carbide. Chiều dày cắt tối đa 100mm cho máy CNC 5 trục.
- Tiện và phay gia công nozzle, mặt bích PP: Sử dụng máy tiện CNC, vật liệu PP-H cấp kỹ thuật. Dung sai gia công mặt bích: ±0,1mm về đường kính lỗ bulông, độ phẳng mặt bích ≤ 0,05mm (đo bằng đồng hồ so dial indicator).
- Uốn nhiệt tấm PP: Gia nhiệt vùng uốn bằng đèn IR hoặc lò đối lưu đến 150 – 160°C, uốn trên khuôn, giữ lực đến khi nguội dưới 60°C. Bán kính uốn tối thiểu r ≥ 3× chiều dày tấm.
4. HỆ THỐNG TIÊU CHUẨN KỸ THUẬT ÁP DỤNG CHO BỒN NHỰA PP
4.1. Tiêu chuẩn Thiết kế và Chế tạo Quốc tế
| Tiêu chuẩn | Tổ chức ban hành | Phạm vi áp dụng | Nội dung cốt lõi |
| DVS 2205-1 | DVS (Đức) | Bồn chứa nhiệt dẻo chịu áp | Thiết kế ứng suất cho phép, tính toán thành, đáy, nắp theo creep dài hạn |
| DVS 2205-2 | DVS (Đức) | Bồn trụ đứng không áp lực | Tính toán ổn định (buckling) thành bồn, gân tăng cứng, nền đỡ |
| DVS 2207-1 | DVS (Đức) | Hàn PP, PE bằng nhiệt | Thông số quy trình hàn, yêu cầu thợ hàn, kiểm tra mối hàn |
| EN 13121-3 | CEN (châu Âu) | Bồn chứa FRP/GRP composite | Thiết kế, chế tạo, kiểm tra bồn composite có lót nhựa nhiệt dẻo PP |
| EN 12814-2 | CEN (châu Âu) | Thử nghiệm mối hàn nhựa | Thử kéo, uốn, cắt, hình ảnh mặt cắt ngang mối hàn |
| ISO 15494 | ISO | Hệ thống đường ống PP công nghiệp | Kích thước, áp suất, yêu cầu vật liệu đường ống PP và phụ kiện |
| ASTM D1593 / D638 | ASTM (Mỹ) | Thử nghiệm cơ tính nhựa | Kéo, nén, uốn, va đập theo hệ SI và US |
| ISO 9080 | ISO | Tuổi thọ đường ống nhựa | Xác định ứng suất cho phép dài hạn (HDS) qua hồi quy MRS |
| BS EN 14015 | BSI (Anh) | Bồn chứa thép bổ sung so sánh | Tham chiếu khi thiết kế bồn PP theo phương pháp tương đương |
| GB 150 (Tàu) | SAC (Trung Quốc) | Bồn áp lực vật liệu phi kim | Áp dụng cho dự án xuất khẩu sang thị trường Trung Quốc |
4.2. Tiêu chuẩn Vật liệu và Kiểm tra Chất lượng Đầu vào
Vật liệu PP sử dụng chế tạo bồn phải đáp ứng tiêu chuẩn chất lượng nguyên liệu đầu vào trước khi đưa vào sản xuất. Hệ thống kiểm tra chất lượng (Incoming Quality Control – IQC) bao gồm:
- Kiểm tra chứng chỉ nhà sản xuất (Mill Certificate): Xác nhận tên thương mại, cấp độ nhựa (grade), lô sản xuất, các chỉ tiêu cơ lý chính. So sánh với Datasheet kỹ thuật đã phê duyệt.
- Kiểm tra chỉ số dòng chảy nóng chảy MFI: Đo trên mẫu lấy ngẫu nhiên từ lô hàng theo ISO 1133, nhiệt độ 230°C, tải 2,16 kg. Giá trị MFI phải nằm trong khoảng 0,3 – 3,0 g/10min. MFI cao bất thường báo hiệu PP tái chế hoặc cấp thấp.
- Kiểm tra khối lượng riêng: Đo bằng phương pháp thay thế nước theo ISO 1183. PP nguyên sinh: 0,900 – 0,910 g/cm³. Sai lệch > ±0,005 g/cm³ cần điều tra nguồn gốc vật liệu.
- Phân tích nhiệt DSC (Differential Scanning Calorimetry): Xác định nhiệt độ nóng chảy Tm, nhiệt độ kết tinh Tc, và enthalpy nóng chảy ΔHm. So sánh với đường cong DSC chuẩn để phát hiện pha tạp, biến tính không khai báo.
- Kiểm tra kháng hóa chất đặc thù: Ngâm mẫu PP trong hóa chất sẽ chứa đựng thực tế, đo khối lượng và kích thước trước/sau 168 giờ ngâm ở nhiệt độ vận hành. Biến đổi khối lượng ≤ 1% và kích thước ≤ 0,5% là tiêu chí thông qua.
4.3. Tiêu chuẩn Thiết kế Kết cấu – Thông số Vận hành

| Thông số thiết kế | Điều kiện tiêu chuẩn | Giá trị giới hạn PP-H | Giá trị giới hạn PP-B | Tiêu chuẩn tham chiếu |
| Nhiệt độ vận hành liên tục Tₘₐˣ | Chịu tải cơ học | ≤85°C | ≤75°C | DVS 2205-1 |
| Nhiệt độ đỉnh ngắn hạn Tₚₑₐʷ | < 30 phút/ngày | ≤95°C | ≤85°C | DVS 2205-1 |
| Nhiệt độ vận hành thấp nhất | Tránh va đập | ≥0°C (PP-H cứng dưới 0°C) | ≥ -20°C | ISO 179-1 |
| Áp suất thiết kế tối đa (bồn thành mỏng) | e/Dᴵ < 0,05 | 0,3 bar(g) | 0,2 bar(g) | DVS 2205-1 |
| Áp suất thủy tĩnh tối đa | ρₗᴬʷᴰ × g × H | Theo tính toán e thực | Theo tính toán e thực | DVS 2205-2 |
| Độ bền chịu chân không | Bồn kín hoàn toàn | 0,5 bar tuyệt đối (cần tính ổn định) | 0,5 bar tuyệt đối | EN 13121-3 |
| Tải trọng gió (lắp ngoài trời) | vᵢᴸⁿᴰ = 45 m/s | Kiểm tra ổn định lật, neo chân | Kiểm tra ổn định lật, neo chân | TCVN 2737:2023 |
| Hệ số an toàn tổng thể Sᴋ | Tải trọng tổ hợp | ≥3,0 (Sf thiết kế) | ≥3,5 (Sf thiết kế) | DVS 2205-1 |
5. HỆ THỐNG KIỂM TRA CHẤT LƯỢNG VÀ NGHIỆM THU
5.1. Phân cấp Kiểm tra Chất lượng – Quality Control Plan
Hệ thống kiểm tra chất lượng bồn PP được tổ chức theo ba cấp độ: (1) Kiểm tra nội bộ nhà sản xuất (IQC + In-process QC + Final QC); (2) Kiểm tra độc lập bởi bên thứ ba (Third Party Inspection – TPI) như SGS, Bureau Veritas, TÜV; (3) Kiểm tra nghiệm thu của khách hàng (Factory Acceptance Test – FAT). Kế hoạch kiểm tra (Inspection and Test Plan – ITP) phải được lập thành văn bản trước khi sản xuất.
5.2. Kiểm tra Không phá hủy (NDT) Mối hàn PP
| Phương pháp NDT | Nguyên lý phát hiện khuyết tật | Loại khuyết tật phát hiện | Tiêu chuẩn áp dụng | Tần suất |
| Quan sát trực quan (VT) | Kiểm tra bằng mắt + kính phóng đại | Bề mặt không đều, bọt khí nổi, rãnh hàn | DVS 2202-1, EN 12814-5 | 100% tất cả mối hàn |
| Kiểm tra siêu âm (UT) | Xung siêu âm 5 – 10 MHz phản xạ từ khuyết tật | Vết nứt, bọt khí, thiếu ngấu ngầm | EN 12817, DVS 2212 Part 5 | 20 – 30% mối hàn chính |
| Thử rò rỉ bọt khí (Air Pressure Leak) | Bơm khí 0,05 – 0,15 bar, phết dung dịch bọt xà phòng | Rò rỉ qua mối hàn, vết nứt thông | DVS 2226-1 | 100% mối hàn có tiếp xúc hóa chất |
| Thử thủy lực (Hydrostatic Test) | Bơm nước đến 1,5× pᴅ, giữ ≥ 30 phút | Rò rỉ tổng thể, biến dạng bất thường | DVS 2226-2, EN 13121-3 | 100% bồn trước xuất xưởng |
| Kiểm tra tiết diện mối hàn (Macro) | Cắt mẫu, đánh bóng, quan sát dưới kính hiển vi | Tỷ lệ ngấu, bọt khí, pha tạp, lớp phân tách | EN 12814-6, DVS 2202-2 | Mẫu đầu ca hàn + mẫu định kỳ |
| Thử kéo mẫu mối hàn (Tensile Test) | Kéo mẫu theo ISO 527-2 đến đứt | Ứng suất kéo, vị trí đứt, elongation | EN 12814-2 | Lấy mẫu xác suất 5 – 10% |
5.3. Tiêu chí Chấp nhận (Acceptance Criteria)
Các tiêu chí kỹ thuật sau đây là cơ sở nghiệm thu bồn PP theo tiêu chuẩn DVS/EN:
- Kiểm tra trực quan: Không có vết nứt, bọt khí bề mặt, rãnh hàn, biến dạng cục bộ > 2mm. Màu sắc bề mặt hàn đồng đều, không có dải sáng-tối bất thường báo hiệu cháy vật liệu.
- Thử rò rỉ không khí: Không có bọt khí phát sinh trong 5 phút áp lực giữ nguyên sau khi phết dung dịch xà phòng. Áp suất thử 0,05 – 0,10 bar cho bồn không áp, 1,1 × pᴅ cho bồn có áp.
- Thử thủy lực: Áp suất không giảm quá 2% trong 30 phút thử nghiệm tại 1,5 × pᴅ. Không rò rỉ quan sát được. Không biến dạng vĩnh cửu đo được sau khi xả áp.
- Thử kéo mẫu mối hàn: Lực bền kéo mối hàn ≥ fw × σ vật liệu gốc (fw = 0,80 cho hàn đùn, 0,75 cho hàn que tốc độ cao). Vị trí phá hủy: 70% trường hợp phải đứt tại vật liệu gốc, không phải tại đường hàn.
- Sai số kích thước: Đường kính ±0,5% tên danh nghĩa, chiều cao ±0,5%, độ phẳng đáy bồn ≤ 5mm/m, độ thẳng đứng thân trụ ≤ 3mm/m (đo bằng dây dọi và thước laze).
Lưu ý kỹ thuật quan trọng: Thử thủy lực bằng nước (không dùng hóa chất thực tế) tại nhà máy sản xuất. Sau khi vận chuyển và lắp đặt tại công trình, bắt buộc thực hiện thử rò rỉ lần hai (Site Acceptance Test – SAT) vì mối hàn chân đế và nozzle có thể bị ứng suất trong quá trình vận chuyển.
6. LẮP ĐẶT, VẬN HÀNH VÀ BẢO DƯỠNG BỒN NHỰA PP
6.1. Yêu cầu Nền Móng và Kết cấu Đỡ
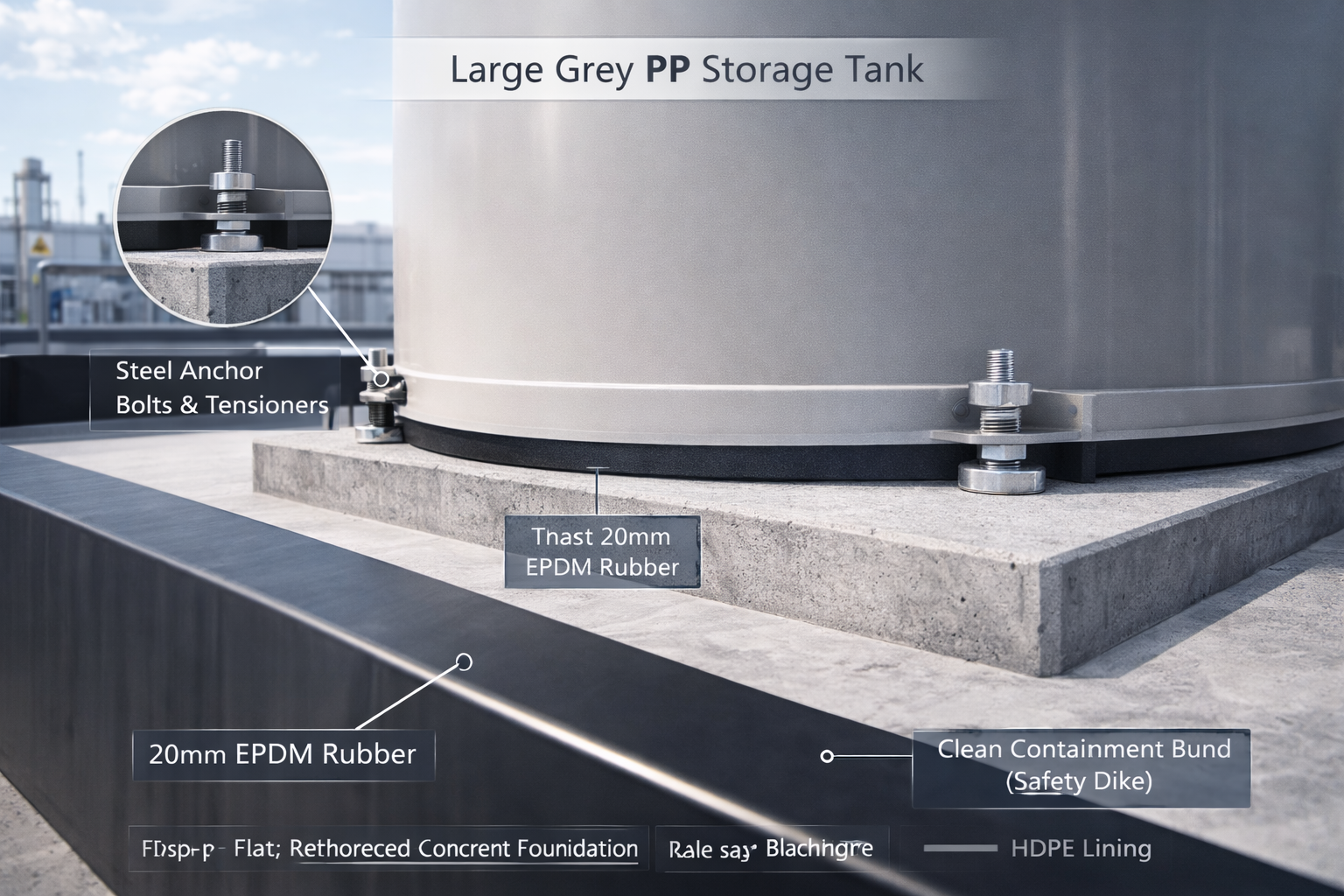
Thiết kế nền móng bồn PP phải tính đến trọng lượng bồn đầy (khối lượng hóa chất + khối lượng bồn) và phân bố tải trọng đồng đều lên nền. Các yêu cầu kỹ thuật nền móng:
- Nền bê tông cốt thép: Cường độ chịu nén ≥ 25 MPa (bê tông B25 theo TCVN 5574:2018). Phẳng, độ lệch ≤ 3mm/m đo bằng thước mức laser. Có độ dốc 1 – 2% về phía rãnh thoát nước để xử lý tràn đổ.
- Lớp đệm bảo vệ đáy bồn: Đệm cao su EPDM hoặc cát sạch dày 20mm giữa đáy bồn PP và nền bê tông, tránh tiếp xúc trực tiếp cứng-cứng gây ứng suất tập trung và trầy xước đáy bồn.
- Hệ thống chống lật và hệ thống neo (anchoring): Bắt buộc với bồn hình trụ đứng có tỷ lệ chiều cao/đường kính H/D > 1,5 hoặc lắp đặt ngoài trời chịu gió. Dây neo bằng thép mạ kẽm Ø12 – Ø20mm với tăng đơ điều chỉnh căng, gắn vào bản mã bê tông chôn nền.
- Hệ thống thoát nước và hố thu ngăn (containment bund): Thể tích hố thu ≥ 110% dung tích bồn lớn nhất trong khu vực, theo yêu cầu QCVN 05:2023/BTNMT và thông lệ quốc tế. Nền hố thu lót nhựa HDPE chống thấm.
6.2. Hướng dẫn Đổ đầy Hóa chất Lần đầu (First Fill Protocol)
Quy trình đổ đầy hóa chất lần đầu vào bồn PP mới lắp đặt cần tuân thủ nghiêm ngặt để tránh sự cố sốc nhiệt và ứng suất nội:
- Vệ sinh nội bộ bồn: Rửa bằng nước sạch 2 – 3 lần trước khi dùng cho hóa chất thực tế. Kiểm tra không còn vảy kim loại hay vụn nhựa từ gia công.
- Kiểm tra hệ thống đường ống và van kết nối: Đảm bảo tất cả mặt bích siết đúng mô-men (theo bảng mô-men nhà sản xuất bulông PP), van ở trạng thái chính xác.
- Đổ đầy từ từ với tốc độ ≤ 1/3 công suất bơm tối đa: Tránh sóng thuỷ động (hydraulic hammer) và áp suất đột biến trong bồn PP. Thời gian đổ đầy từ 0 đến 100% không nên dưới 30 phút cho bồn < 5m³.
- Kiểm tra rò rỉ sau khi đầy 25%, 50%, 75% và 100%: Quan sát toàn bộ mối hàn ngoại thất, nozzle, mặt bích. Dừng ngay nếu phát hiện rò rỉ, xả bồn và khắc phục trước khi tiếp tục.
- Theo dõi biến dạng bồn 24h sau khi đổ đầy lần đầu: Đo đường kính bồn tại 3 vị trí theo chiều cao bằng thước dây. Độ phình thành bồn ≤ 1% Dᴵ là chấp nhận được.
6.3. Chương trình Bảo dưỡng Định kỳ Theo Vòng đời
| Chu kỳ | Hạng mục kiểm tra và bảo dưỡng | Phương pháp | Tiêu chí ngừng vận hành |
| Hàng ngày | Kiểm tra mức dung dịch, rò rỉ tại nozzle và mặt bích. Kiểm tra trực quan màu sắc, mùi bất thường. | Quan sát trực quan, đọc đồng hồ đo mức | Phát hiện rò rỉ bất kỳ |
| Hàng tháng | Kiểm tra và siết lại bulông mặt bích PP (bắt buộc do creep nhựa). Kiểm tra gioăng (gasket) EPDM/PTFE. | Cờ-lê mô-men theo bảng nhà sản xuất | Biến dạng gioăng > 30%, không kín khi siết |
| 3 tháng | Kiểm tra hệ thống neo và cơ sở đỡ. Kiểm tra tình trạng gân tăng cứng bên ngoài. | Thước đo, thước thủy, kiểm tra mối hàn gân | Nứt gân, biến dạng neo, lún nền |
| 6 tháng | Kiểm tra nội bộ bồn (nếu có thể vào được): Soi đèn LED, kiểm tra lắng cặn, kiểm tra đáy bồn. | Borescope camera hoặc nhập nội | Nứt bề mặt trong, ăn mòn áp suất (ESC) |
| Hàng năm | Kiểm tra siêu âm UT chiều dày thành bồn tại 12 điểm đo chuẩn. So sánh với số liệu đo lần trước để phát hiện mỏng đi. | Máy UT đo chiều dày Panametrics/Olympus | Chiều dày < 80% giá trị thiết kế ban đầu |
| 3 – 5 năm | Kiểm tra toàn diện có ký hiệu mối hàn: Thử rò rỉ lại toàn bộ mối hàn, kiểm tra cơ tính mẫu cắt tại vị trí nghi ngờ. | NDT đầy đủ theo ITP ban đầu | fw đo được < 0,70; chiều dày < 75% thiết kế |
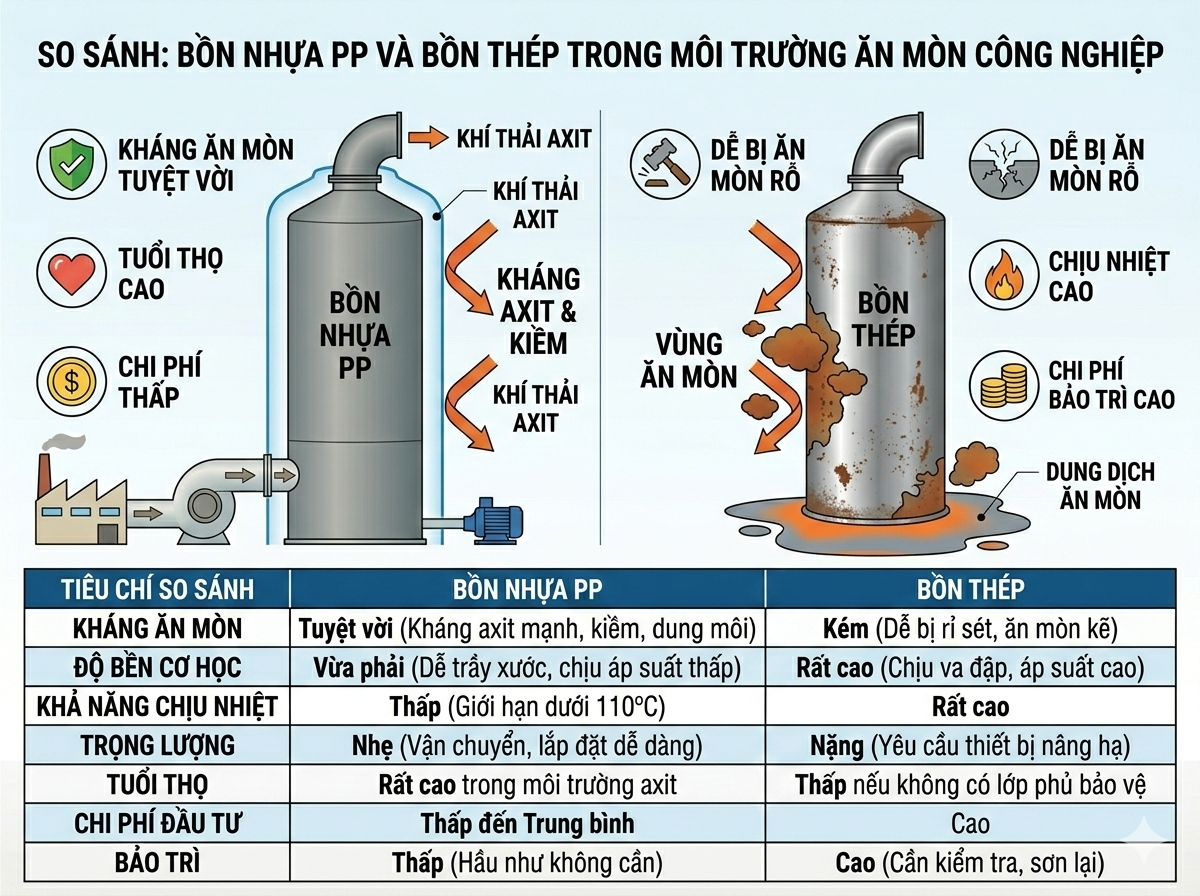
7. SO SÁNH VẬT LIỆU CHẾ TẠO BỒN – PHÂN TÍCH LỰA CHỌN KỸ THUẬT
7.1. Ma trận So sánh Toàn diện
| Tiêu chí kỹ thuật | PP | HDPE | PVC-U | FRP/GRP | PVDF | Inox 316L |
| Kháng axit vô cơ loãng-TB | ★★★★★ | ★★★★★ | ★★★★☆ | ★★★★☆ | ★★★★★ | ★★★☆☆ |
| Kháng kiềm đặc | ★★★★★ | ★★★★★ | ★★★☆☆ | ★★★★☆ | ★★★★★ | ★★★★☆ |
| Nhiệt độ làm việc max (°C) | 85 | 60 | 50 | 130 (lót PP 85°C) | 150 | 450+ |
| Độ cứng / Mô-đun E (MPa) | 1.300-1.700 | 800-1.000 | 2.500-3.500 | 5.000-15.000 | 1.800-2.200 | 200.000 |
| Kháng UV ngoài trời | Kém (cần ổn định UV) | Kém (cần ổn định UV) | Khá (PVC-U xám) | Tốt (gel coat) | Xuất sắc | Xuất sắc |
| Chi phí vật liệu tương đối | 1,0× | 0,9× | 0,7× | 2,0× | 8,0× | 5,5× |
| Khả năng gia công hàn | Xuất sắc | Xuất sắc | Tốt (dung môi) | Phức tạp (laminat) | Khó (hàn đặc biệt) | Hàn TIG/MIG |
| Tỷ trọng (g/cm³) | 0,90 | 0,95 | 1,38 | 1,4 – 2,0 | 1,78 | 7,98 |
| Tuổi thọ thiết kế (năm) | 15 – 25 | 20 – 30 | 10 – 20 | 20 – 30 | 20 – 30 | 25 – 40+ |
| Tái chế sau sử dụng | Cao (♻) | Cao (♻) | Trung bình | Rất khó | Trung bình | Cao (♻) |
7.2. Hướng dẫn Lựa chọn Theo Ứng dụng

Bảng hướng dẫn lựa chọn vật liệu bồn chứa dựa trên tổ hợp điều kiện hóa chất – nhiệt độ – ngân sách:
- Ứng dụng tiêu chuẩn (axit/kiềm vô cơ loãng – trung bình, T < 80°C, ngân sách trung bình): PP là lựa chọn tối ưu xét theo tỷ lệ hiệu quả/chi phí.
- Ứng dụng nhiệt độ cao (T > 100°C, hóa chất ăn mòn): PVDF hoặc FRP với lớp lót PTFE. PP không đáp ứng về nhiệt độ.
- Ứng dụng cần độ cứng cao và ổn định kích thước (bơm áp lực cao, đường ống áp): FRP hoặc HDPE với thành dày hơn.
- Ứng dụng hydrocacbon thơm và dung môi clo hóa: Không dùng PP. Lựa chọn PVDF, Hastelloy C276 hoặc bồn thép tráng lót PTFE.
- Ứng dụng thực phẩm và dược phẩm (food-grade, GMP): PP cấp FDA 21 CFR 177.1520 hoặc PVDF cấp FDA. Không dùng PVC do chứa chất hóa dẻo.
8. PHÂN TÍCH CHI PHÍ VÒNG ĐỜI VÀ KINH TẾ KỸ THUẬT
8.1. Cơ cấu Chi phí Đầu tư Bồn PP Theo Dung tích
| Dung tích bồn | Đơn giá PP-H (triệu VNĐ) | Đơn giá inox 316L (triệu VNĐ) | Hệ số tiết kiệm PP/Inox | Ghi chú cấu hình |
| 100 – 500 L | 2 – 8 | 8 – 30 | 4 – 5× | Bồn trụ đứng, đáy phẳng, 1 nozzle |
| 500 – 2.000 L | 8 – 25 | 30 – 120 | 4 – 5× | Bồn trụ, đáy côn 45°, 2-3 nozzle |
| 2.000 – 10.000 L | 25 – 80 | 120 – 500 | 5 – 7× | Bồn trụ lớn, gân tăng cứng, manhole |
| 10.000 – 50.000 L | 80 – 350 | 500 – 2.500 | 6 – 8× | Bồn công nghiệp, hệ thống kết cấu đỡ |
| > 50.000 L | 350 – 1.500+ | 2.500 – 15.000+ | 7 – 10× | Bồn kho lớn, thiết kế đặc biệt, kiểm định |
Ghi chú: Đơn giá tham khảo bao gồm vật liệu PP + gia công + kiểm tra cơ bản, chưa bao gồm vận chuyển, lắp đặt, nền móng và hệ thống đường ống. Biên độ giá phụ thuộc vào tiêu chuẩn chế tạo (DVS/ISO hay tiêu chuẩn thương mại), loại PP (nguyên sinh hay tái chế), và nhà sản xuất.
8.2. Chi phí Vận hành và Phân tích LCC 20 Năm
So sánh chi phí vòng đời toàn phần (Total Life Cycle Cost – TLCC) giữa bồn PP và bồn inox 316L cho cùng ứng dụng chứa dung dịch HCl 20%, dung tích 5.000L:
- CAPEX ban đầu: Bồn PP ~45 triệu VNĐ vs. Bồn Inox 316L ~280 triệu VNĐ. Tiết kiệm đầu tư ban đầu ~235 triệu VNĐ.
- Chi phí bảo dưỡng định kỳ 20 năm: Bồn PP ~15 triệu VNĐ (chủ yếu là kiểm tra, thay gioăng) vs. Bồn Inox ~8 triệu VNĐ (inox ít bảo dưỡng hơn). Chênh lệch ~7 triệu VNĐ thiất thế cho PP.
- Chi phí thay thế: Bồn PP có tuổi thọ 20 – 25 năm trong HCl 20%, không cần thay trong khung 20 năm. Bồn Inox 316L ít bị ăn mòn HCl loãng, cũng không cần thay. Hòa.
- TLCC 20 năm: Bồn PP ~60 triệu VNĐ. Bồn Inox ~288 triệu VNĐ. Tiết kiệm ~228 triệu VNĐ, tương đương 79% chi phí vòng đời.
Kết luận kinh tế: Bồn PP mang lại tiết kiệm TLCC 60 – 80% so với bồn inox 316L trong ứng dụng hóa chất vô cơ. Ngay cả khi tính đến chi phí thay thế bồn PP sau 20 – 25 năm, tổng chi phí vòng đời 40 năm của bồn PP vẫn thấp hơn bồn inox 316L ban đầu. Đây là lý do kinh tế cốt lõi khiến bồn PP chiếm > 70% thị phần bồn chứa hóa chất ăn mòn tại Việt Nam.
9. AN TOÀN KỸ THUẬT VÀ QUẢN LÝ RỦI RO BỒN NHỰA PP
9.1. Phân tích FMEA – Chế độ và Hậu quả Hỏng hóc
| Chế độ hỏng hóc (Failure Mode) | Nguyên nhân gốc rễ | Hậu quả tiềm tàng | RPN¹ | Biện pháp phòng ngừa |
| Nứt – rò rỉ mối hàn (Weld cracking) | Thợ hàn kém kỹ năng, thông số hàn sai, kiểm tra bỏ qua | Rò rỉ hóa chất ăn mòn, nguy cơ bỏng hóa chất, ô nhiễm | 400 (Cao) | Thợ hàn chứng chỉ DVS, thử rò rỉ 100%, NDT định kỳ |
| Biến dạng creep nhiệt (Thermal Creep) | Nhiệt độ vận hành vượt thiết kế, tải trọng dài hạn | Phình thành, lún đáy, méo nozzle, rò rỉ chậm | 280 (Cao) | Giám sát nhiệt độ liên tục, cảnh báo khi T > Tᴅ |
| Nứt giòn ứng suất môi trường (ESC) | Ứng suất dư + chất hoạt động bề mặt + ứng suất cơ học | Vết nứt phát sinh đột ngột trong điều kiện ứng suất | 320 (Cao) | Thiết kế ứng suất an toàn, tránh chất hoạt động bề mặt |
| Lão hóa quang oxy hóa UV (Photo-oxidation) | Bức xạ UV mặt trời không có chất ổn định UV trong PP | Giòn bề mặt, bong tróc, giảm ứng suất kéo theo thời gian | 180 (TB) | Dùng PP stabilized UV, sơn phủ UV, che nắng bồn |
| Tắc nozzle / van xả (Blockage) | Kết tinh muối, cặn polymer, ăn mòn đọng cặn | Không xả được, áp lực tích tụ trong bồn | 160 (TB) | Thiết kế đường kính nozzle đủ lớn, vệ sinh định kỳ |
| Quá mức / tràn bồn (Overfill) | Hỏng cảm biến mức, van cấp không tự đóng | Tràn hóa chất ăn mòn, ô nhiễm môi trường, hỏa hoạn | 360 (Cao) | Van phao cơ học dự phòng, hố thu ngăn 110%, cảnh báo hai cấp |
| Áp suất âm / hiệu ứng chân không (Vacuum Collapse) | Xả nhanh khi van thông hơi tắc hoặc đóng | Xẹp thành bồn, nứt vỡ đột ngột (đặc biệt bồn lớn) | 200 (TB) | Van thông hơi luôn thông thoáng, van P/V valve dự phòng |
¹RPN (Risk Priority Number) = Mức nghiêm trọng (S) × Xác suất xảy ra (O) × Khả năng phát hiện (D), tính theo thang điểm 1 – 10. RPN > 200 cần biện pháp kiểm soát ưu tiên ngay.
9.2. Yêu cầu An toàn Cháy nổ
PP có chỉ số giới hạn oxy (Limiting Oxygen Index – LOI) = 17 – 18%, nghĩa là có thể cháy trong không khí. Điểm chớp cháy (flash point) của PP ở trạng thái khối ≈ 288°C. Các biện pháp phòng cháy:
- Cách ly nguồn nhiệt: Bồn PP cách nguồn nhiệt (lò hơi, thiết bị đốt) tối thiểu 3m hoặc có tường ngăn chịu lửa 60 phút.
- Nối đất tĩnh điện: Bắt buộc khi bồn chứa dung môi hữu cơ không dẫn điện (PP có điện trở suất cao 10¹⁶ Ω·cm). Dây nối đất đồng bện ≥ 6mm², điện trở nối đất ≤ 10Ω.
- Hệ thống phun sương chữa cháy: Bố trí đầu phun sprinkler tự động nếu bồn PP lưu trữ hóa chất cháy được trong không gian kín.
10. KẾT LUẬN VÀ KHUYẾN NGHỊ KỸ THUẬT
Bồn chứa nhựa Polypropylene (PP) là giải pháp thiết bị lưu trữ hóa chất hàng đầu cho ngành công nghiệp hiện đại, kết hợp ưu việt vượt trội về khả năng kháng hóa chất vô cơ, trọng lượng kết cấu nhẹ, chi phí vòng đời thấp và linh hoạt trong thiết kế chế tạo. Tuy nhiên, hiệu quả thực tế của bồn PP chỉ đạt đúng tiềm năng khi toàn bộ chuỗi kỹ thuật – từ lựa chọn cấp độ PP phù hợp, thiết kế theo tiêu chuẩn DVS/EN, kiểm soát quy trình hàn nghiêm ngặt, đến kiểm tra nghiệm thu đầy đủ và vận hành trong dải thông số thiết kế – được thực hiện đúng đắn.
Giới hạn nhiệt độ vận hành (< 85°C liên tục), không tương thích với hydrocacbon thơm và dung môi clo hóa, và cơ chế hỏng hóc ESC là ba ràng buộc kỹ thuật quan trọng nhất mà kỹ sư thiết kế và đơn vị vận hành cần nắm vững để tránh sự cố ngoài ý muốn.
Khuyến nghị chiến lược: Đặc tả kỹ thuật mua sắm (Technical Procurement Specification) bồn PP phải bao gồm đầy đủ: cấp độ vật liệu PP (PP-H hay PP-B), tiêu chuẩn thiết kế (DVS 2205), tiêu chuẩn hàn (DVS 2207), yêu cầu thợ hàn chứng chỉ, danh mục kiểm tra NDT, tiêu chí chấp nhận thử thủy lực, và yêu cầu tài liệu bàn giao. Đây là cơ sở để đảm bảo chất lượng và trách nhiệm rõ ràng giữa nhà cung cấp và chủ đầu tư.
TÀI LIỆU THAM KHẢO CHUYÊN NGÀNH
- DVS 2205-1:2017. Berechnung von Druckbehältern aus thermoplastischen Kunststoffen – Berechnungsgrundlagen. DVS Verlag, Düsseldorf.
- DVS 2205-2:2018. Stehende zylindrische Behälter aus thermoplastischen Kunststoffen – Berechnung und Konstruktion. DVS Verlag.
- DVS 2207-1:2015. Schweißen von thermoplastischen Kunststoffen – Heizelementstumpfschweißen von Rohren, Rohrleitungsteilen und Tafeln. DVS Verlag.
- EN 12814-2:2014. Testing of welded joints of thermoplastics semi-finished products – Tensile test. CEN, Brussels.
- EN 13121-3:2016. GRP tanks and vessels for use above ground – Part 3: Design and workmanship. CEN, Brussels.
- ISO 9080:2012. Plastics piping and ducting systems – Determination of the long-term hydrostatic strength of thermoplastics materials. ISO, Geneva.
- ISO 15494:2015. Plastics piping systems for industrial applications – Polybutylene (PB), polyethylene (PE) and polypropylene (PP). ISO, Geneva.
- Ossa, A., García-López, J.F., Mora, E. (2011). Failure analysis of polyethylene and polypropylene tanks in industrial applications. Engineering Failure Analysis, 18(4), 1057-1064.
- Bhattacharyya, D. & Fakirov, S. (Eds.) (2012). Synthetic Polymer-Polymer Composites. Hanser Publications, Munich.
- Brydson, J.A. (1999). Plastics Materials, 7th Ed. Butterworth-Heinemann, Oxford.
- TCVN 2737:2023. Tải trọng và tác động – Tiêu chuẩn thiết kế. Bộ Xây dựng, Hà Nội.
- QCVN 05:2023/BTNMT – Quy chuẩn kỹ thuật quốc gia về chất lượng không khí xung quanh. Bộ Tài nguyên và Môi trường.