Trong hệ thống đường ống công nghiệp hiện đại, ống nhựa PP (Polypropylene pipe) đã vươn lên trở thành vật liệu đường ống được lựa chọn hàng đầu cho các ứng dụng dẫn hóa chất, nước công nghệ và chất lỏng xử lý trong nhà máy hóa chất, mạ điện, xử lý nước, thực phẩm và dược phẩm — không phải vì là giải pháp mới nhất hay đắt tiền nhất, mà vì tập hợp đặc điểm kỹ thuật duy nhất mà không vật liệu đường ống nào khác ở mức giá tương đương có thể tái tạo được.
Tuy nhiên, “ống PP” là một cụm từ che giấu sự đa dạng đáng kể: có ít nhất 4 loại PP khác nhau về cấu trúc polymer, và trong mỗi loại lại có hàng chục cấp độ (grade) khác nhau về cơ tính, hóa tính và tuổi thọ. Kỹ sư chọn sai loại PP cho ứng dụng cụ thể — dù có ý định tốt và dự toán ngân sách đầy đủ — có thể dẫn đến hệ thống đường ống hỏng hóc sau 3–5 năm thay vì 25 năm như thiết kế, hoặc nguy hiểm hơn là rò rỉ hóa chất độc hại mà không có dấu hiệu cảnh báo trước.
Bài viết này cung cấp phân tích kỹ thuật toàn diện và định lượng về đặc điểm ống nhựa PP ứng dụng trong nhà máy — từ cấu trúc hóa học và cơ chế tính năng, phân loại và so sánh các loại PP, các thông số kỹ thuật định lượng quan trọng, tiêu chuẩn thiết kế và lắp đặt, đến hướng dẫn lựa chọn đúng loại PP cho từng ứng dụng nhà máy cụ thể — đủ chi tiết để kỹ sư ra quyết định kỹ thuật dựa trên dữ liệu, không phải dựa trên tên gọi thương mại.
1. Nền Tảng Hóa Học — Polypropylene Là Gì Và Tại Sao Nó Vượt Trội Trong Công Nghiệp?
1.1. Cấu trúc phân tử PP và nguồn gốc của các tính năng kỹ thuật
Polypropylene (PP) là polymer nhiệt dẻo (thermoplastic) được tổng hợp bằng cách trùng hợp monomer propylene (CH₃−CH=CH₂) theo phản ứng trùng hợp phối trí Ziegler-Natta hoặc metallocene:
n CH₂=CH(CH₃) → [−CH₂−CH(CH₃)−]ₙ
Cấu trúc đơn vị lặp lại —[CH₂−CH(CH₃)]ₙ— với nhóm methyl (−CH₃) gắn trên mạch chính tạo ra tính dị hướng lập thể (stereoisomerism) — chính đây là nguồn gốc của sự khác biệt kỹ thuật căn bản giữa các loại PP:
PP Isotactic (iPP — Đồng phân lập thể đồng đều):
Tất cả nhóm −CH₃ nằm cùng một phía của mạch polymer kéo dài → mạch polymer có thể xếp chặt chẽ vào cấu trúc tinh thể (crystalline structure) → độ kết tinh cao (60–70%) → cơ tính cao, cứng, kháng hóa chất tốt. Đây là cơ sở của PP-H (Polypropylene Homopolymer) dùng trong ống công nghiệp.
PP Syndiotactic (sPP — Đồng phân xen kẽ đều đặn):
Nhóm −CH₃ xen kẽ hai phía mạch theo quy luật → độ kết tinh trung bình → ít gặp trong ứng dụng ống công nghiệp.
PP Atactic (aPP — Đồng phân ngẫu nhiên):
Nhóm −CH₃ phân bố ngẫu nhiên → không thể kết tinh → vô định hình, mềm, dính → không dùng trong ống công nghiệp; thường dùng trong keo dán và phụ gia.
Ý nghĩa thiết kế quan trọng: Đặc tính kỹ thuật của ống PP phụ thuộc rất lớn vào tỷ lệ isotacticity (% nhóm methyl xắp xếp đồng đều). PP-H grade cao cấp cho ống công nghiệp có isotacticity > 97% — tạo ra độ kết tinh và cơ tính vượt trội so với PP-H thương mại thông thường (isotacticity 90–94%).

1.2. Tại sao PP kháng hóa chất vượt trội hầu hết vật liệu kim loại và nhựa khác?
Khả năng kháng hóa chất của ống PP xuất phát từ hai đặc điểm cấu trúc cơ bản:
Đặc điểm 1 — Mạch carbon−carbon thuần túy không phân cực (Non-polar C−C backbone):
Khác với polyamide (PA) có liên kết C−N−C phân cực dễ bị acid tấn công, hoặc polyester (PET, PBT) có liên kết ester −COO− dễ bị thủy phân kiềm, mạch chính PP chỉ gồm liên kết C−C và C−H không phân cực → không có vị trí tấn công ưu tiên cho acid mạnh, kiềm đặc hoặc muối vô cơ.
Đặc điểm 2 — Vùng tinh thể dày đặc (Dense crystalline domains) ngăn khuếch tán:
Các vùng tinh thể trong PP-H (chiếm 60–70% thể tích) có mật độ sắp xếp chuỗi polymer cực cao → phân tử dung môi và ion hóa chất khó khuếch tán xuyên qua → hệ số thẩm thấu hóa chất (chemical permeability) của PP thấp hơn nhiều so với HDPE (density thấp hơn, độ kết tinh thấp hơn) và hầu hết nhựa nhiệt dẻo khác.
So sánh định lượng kháng hóa chất PP vs vật liệu đường ống khác:
| Hóa chất | PP-H | HDPE | PVC-U | PVDF | 316L Stainless | Thép carbon |
|---|---|---|---|---|---|---|
| HCl 10–37% | ✅ Tuyệt vời | ✅ Tốt | ✅ Tốt | ✅ Tuyệt vời | ⚠️ Kém (pitting) | ❌ Ăn mòn nhanh |
| H₂SO₄ 10–80% | ✅ Tuyệt vời | ✅ Tốt | ✅ Tốt | ✅ Tuyệt vời | ✅ Tốt | ❌ Ăn mòn |
| HF 10–40% | ✅ Tuyệt vời | ✅ Tốt | ⚠️ Hạn chế | ✅ Tuyệt vời | ❌ Kém | ❌ Kém |
| NaOH 1–50% | ✅ Tuyệt vời | ✅ Tốt | ✅ Tốt | ✅ Tuyệt vời | ⚠️ Kém (kiềm đặc) | ⚠️ Kém |
| HNO₃ 10–50% | ⚠️ Hạn chế (oxy hóa) | ⚠️ Hạn chế | ⚠️ Hạn chế | ✅ Tuyệt vời | ✅ Tốt | ❌ Kém |
| Hỗn hợp Acid+Kiềm | ✅ Tốt | ✅ Tốt | ⚠️ Hạn chế | ✅ Tốt | ❌ Kém | ❌ Kém |
| Dầu khoáng và mỡ | ✅ Tốt | ✅ Tốt | ⚠️ Hạn chế | ✅ Tốt | ✅ Tốt | ✅ Tốt |
| Cồn và glycol | ✅ Tốt | ✅ Tốt | ✅ Tốt | ✅ Tốt | ✅ Tốt | ✅ Tốt |
| Hydrocarbon béo (hexane) | ⚠️ Hạn chế (> 60°C) | ⚠️ Hạn chế | ✅ Tốt | ✅ Tốt | ✅ Tốt | ✅ Tốt |
| Dung môi thơm (toluene, xylene) | ❌ Kém (trương nở) | ❌ Kém | ❌ Kém | ✅ Tốt | ✅ Tốt | ✅ Tốt |
| Chlorinated solvents (DCM, TCE) | ❌ Kém | ❌ Kém | ✅ Tốt | ✅ Tuyệt vời | ✅ Tốt | ✅ Tốt |
Bài học từ bảng so sánh: PP-H là vật liệu dẫn đầu cho acid vô cơ, kiềm và dung dịch muối vô cơ — đây chính là ứng dụng chiếm 70–80% nhu cầu ống trong nhà máy hóa chất, mạ điện và xử lý nước. Tuy nhiên, không dùng PP cho dung môi thơm (toluene, xylene, benzene) và dung môi clo hóa — đây là giới hạn quan trọng cần nắm rõ.
2. Phân Loại Ống PP — 4 Loại Chính Và Đặc Điểm Phân Biệt

2.1. PP-H (Polypropylene Homopolymer) — Lựa chọn hàng đầu cho ứng dụng công nghiệp

PP-H là dạng polypropylene tinh khiết nhất — chuỗi polymer chỉ bao gồm đơn vị propylene lặp lại, không có monomer copolymer hóa. Isotacticity > 95% tạo ra độ kết tinh cao (62–68%) và cơ tính vượt trội.
Thông số kỹ thuật định lượng của ống PP-H công nghiệp (ISO 15494, DIN 8077/8078):
| Thông số | Đơn vị | Giá trị điển hình PP-H | Phương pháp kiểm tra |
|---|---|---|---|
| Khối lượng riêng | g/cm³ | 0,905–0,910 | ISO 1183 |
| Chỉ số chảy MFI (230°C/2,16kg) | g/10 phút | 0,2–0,5 | ISO 1133 |
| Độ bền kéo tại đứt (23°C) | MPa | 30–38 | ISO 527 |
| Modul đàn hồi kéo (23°C) | MPa | 1.300–1.600 | ISO 527 |
| Độ bền uốn | MPa | 38–45 | ISO 178 |
| Modul uốn (23°C) | MPa | 1.300–1.500 | ISO 178 |
| Độ dai va đập Charpy (23°C, notched) | kJ/m² | 3–6 | ISO 179 |
| Độ cứng bề mặt (Shore D) | — | 72–78 | ISO 868 |
| Nhiệt độ Vicat (A/50N) | °C | 145–155 | ISO 306 |
| Nhiệt độ biến dạng nhiệt HDT (0,45 MPa) | °C | 95–105 | ISO 75 |
| Hệ số giãn nở nhiệt α | mm/(m·K) | 0,15–0,18 | ISO 11359 |
| Độ dẫn nhiệt λ | W/(m·K) | 0,20–0,24 | ISO 8302 |
| Điểm giòn (brittle point) | °C | −10 đến −5 | ISO 974 |
| OIT (Oxidative Induction Time) | phút | > 20 (tiêu chuẩn), > 40 (premium) | ISO 11357 |
MRS (Minimum Required Strength) và ứng dụng áp suất:
Theo ISO 9080 và ISO TR 10358, PP-H được xếp hạng MRS 10,0 MPa (class 10) cho nước lạnh tại 20°C trong 50 năm. Áp suất vận hành tối đa (MOP) được tính theo:
MOP = (2 × MRS × SDR⁻¹) / (C × SDR)
Với SDR (Standard Dimension Ratio) = D_ngoài/chiều dày thành và C là hệ số an toàn thiết kế (thường C = 1,25 cho nước, C = 1,6–2,0 cho hóa chất nguy hiểm).
Ví dụ: Ống PP-H SDR 11, D_n = 63mm, nhiệt độ 20°C:
MOP = (2 × MRS) / (C × SDR) = (2 × 10,0) / (1,25 × 11) = 1,45 MPa = 14,5 bar
Ứng dụng PP-H trong nhà máy:
- Đường ống dẫn acid vô cơ (HCl, H₂SO₄, HF, H₃PO₄) nồng độ từ loãng đến đặc
- Đường ống dẫn kiềm (NaOH, KOH đến 50%)
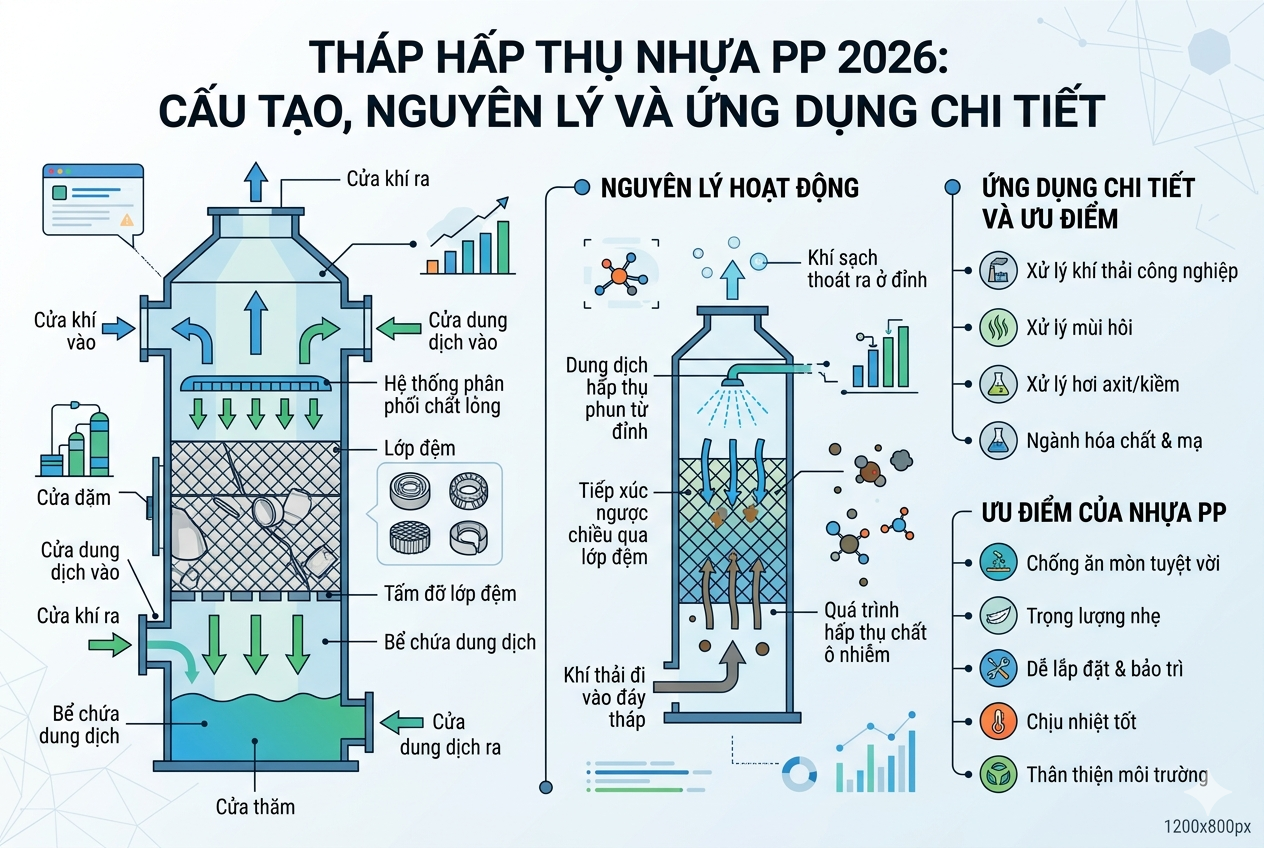
- Hệ thống ống tháp hấp thụ khí thải và scrubber
- Ống dẫn nước công nghệ và nước làm mát
- Đường ống dẫn dung dịch muối vô cơ
- Bể lưu trữ và bồn phản ứng PP-H (tấm hàn)
2.2. PP-R (Polypropylene Random Copolymer) — Tối ưu cho nhiệt độ cao

PP-R là copolymer ngẫu nhiên giữa propylene (80–96%) và ethylene (4–20% theo mol), monomer ethylene phân bố ngẫu nhiên dọc theo chuỗi polymer. Sự hiện diện của ethylene phá vỡ một phần tính đều đặn của mạch isotactic → giảm độ kết tinh (45–55%) → tăng đáng kể độ dai (toughness) và độ bền mỏi nhiệt (thermal fatigue resistance).
So sánh PP-R vs PP-H:
| Thông số | PP-H | PP-R | Ý nghĩa ứng dụng |
|---|---|---|---|
| Độ kết tinh (%) | 62–68 | 45–55 | PP-H cứng hơn, PP-R dẻo dai hơn |
| Modul đàn hồi (MPa) | 1.300–1.600 | 800–1.000 | PP-H chịu tải cơ học tốt hơn |
| Độ dai va đập Charpy (kJ/m²) | 3–6 | 8–15 | PP-R kháng va đập tốt hơn |
| Nhiệt độ làm việc tối đa liên tục | 60–70°C | 70–95°C | PP-R chịu nhiệt tốt hơn đáng kể |
| Điểm giòn (°C) | −10 đến −5 | −20 đến −15 | PP-R tốt hơn ở nhiệt độ thấp |
| Kháng Stress Cracking (SCR) | Trung bình | Cao | PP-R ít bị nứt ứng suất hơn |
| Kháng hóa chất | Tuyệt vời | Tốt (nhẹ kém hơn PP-H) | PP-H tốt hơn một chút ở hóa chất mạnh |
| MRS class | 10,0 MPa | 10,0 (lạnh), 8,0 (nóng 60°C) | PP-R được phân cấp cho nước nóng |
Ứng dụng PP-R trong nhà máy:
- Đường ống dẫn nước nóng (hot water supply) nhiệt độ 60–95°C áp suất đến 6 bar
- Hệ thống ống nước công nghệ nhiệt độ biến đổi lớn (thermal cycling)
- Ống dẫn dung dịch xử lý nhiệt độ 60–80°C
- Hệ thống ống phân phối nước nóng nhà xưởng và phòng thí nghiệm
- Ống dẫn condensate và ống hơi thấp áp ở nhiệt độ thấp hơn 95°C
Lưu ý quan trọng: PP-R không thay thế hoàn toàn PP-H trong ứng dụng hóa chất công nghiệp nặng — kháng hóa chất của PP-R thấp hơn nhẹ do độ kết tinh thấp hơn. Với acid đặc hoặc kiềm đặc ở nhiệt độ cao, PP-H vẫn là lựa chọn an toàn hơn.
2.3. PP-B (Polypropylene Block Copolymer) — Cân bằng cơ tính ở nhiệt độ thấp

PP-B (đôi khi gọi là PP Impact Copolymer hoặc PP-C) là copolymer khối (block copolymer) trong đó các chuỗi dài polypropylene xen kẽ với các đoạn polyethylene. Cấu trúc khối tạo ra hình thái học (morphology) hai pha — pha PP kết tinh và pha EPR (ethylene-propylene rubber) vô định hình phân tán:
Cơ chế tăng độ dai: Khi tác động va đập lên PP-B, các hạt EPR phân tán hấp thụ năng lượng va đập và ngăn vết nứt lan truyền (crazing and shear yielding mechanism). Kết quả là độ dai va đập ở nhiệt độ thấp của PP-B cao hơn PP-H và PP-R đáng kể.
Thông số đặc trưng PP-B:
| Thông số | PP-H | PP-R | PP-B |
|---|---|---|---|
| Độ dai Charpy notched (23°C, kJ/m²) | 3–6 | 8–15 | 25–50 |
| Độ dai Charpy notched (0°C, kJ/m²) | 2–4 | 4–8 | 10–20 |
| Độ dai Charpy notched (−20°C, kJ/m²) | 1–2 | 2–4 | 5–10 |
| Modul đàn hồi (MPa) | 1.300–1.600 | 800–1.000 | 900–1.200 |
| Độ bền kéo (MPa) | 30–38 | 25–32 | 22–28 |
| Nhiệt độ làm việc liên tục (°C) | 60–70 | 70–95 | 60–80 |
Ứng dụng PP-B trong nhà máy:
- Đường ống lắp đặt ngoài trời trong điều kiện khí hậu lạnh hoặc nhiệt độ biến đổi
- Ống trong hệ thống nơi có rủi ro va đập cơ học cao (ví dụ: khu vực xe forklift di chuyển, ống lắp gần thiết bị rung động)
- Ống trong hệ thống cấp nước lạnh nơi nhiệt độ mùa đông xuống dưới 0°C
- Đường ống vận chuyển slurry có hạt cứng gây tác động ăn mòn cơ học
2.4. PP-EL (Polypropylene Electrostatic — Ống PP tĩnh điện) — Cho ứng dụng chống cháy nổ

PP-EL là PP-H được pha trộn thêm chất phụ gia dẫn điện (thường là sợi carbon hoặc muội carbon) để đạt điện trở suất bề mặt (surface resistivity) 10⁴–10⁶ Ω thay vì > 10¹⁴ Ω của PP-H thông thường — đáp ứng tiêu chuẩn ATEX cho ứng dụng môi trường có nguy cơ cháy nổ.
PP-H thông thường là vật liệu cách điện tốt → tích tụ điện tích tĩnh điện khi chất lỏng dẫn điện thấp (hydrocarbon, dung môi hữu cơ) chảy qua → phóng điện tĩnh có thể gây cháy nổ với hỗn hợp hơi dung môi dễ cháy trong không khí.
PP-EL giải quyết vấn đề này bằng cách dẫn điện tích tĩnh điện tích tụ vào đất (earthing) qua thành ống dẫn điện.
Ứng dụng PP-EL trong nhà máy:
- Ống dẫn dung môi hữu cơ dễ cháy trong khu vực ATEX Zone 1/2
- Ống dẫn hydrocarbon nhẹ (hexane, heptane, xăng dung môi)
- Ống trong khu vực bảo quản và phân phối nhiên liệu
- Hệ thống ống trong buồng sơn và khu vực sơn phun (spray booth)
3. Đặc Điểm Cơ Học Và Nhiệt Học — Hiểu Đúng Để Thiết Kế Đúng

3.1. Ứng xử cơ học của ống PP dưới tải trọng — Những điều kỹ sư hay bỏ sót
Tính viscoelastic và hiện tượng creep (biến dạng từ biến):
PP là polymer nhiệt dẻo (thermoplastic) — dưới tác dụng của tải trọng kéo hoặc nén liên tục, PP biến dạng theo thời gian (creep) ngay cả ở ứng suất thấp hơn giới hạn chảy. Đây là đặc điểm mà nhiều kỹ sư quen với thiết kế kim loại bỏ qua, dẫn đến thiết kế gối đỡ ống PP sai khoảng cách.
Khoảng cách gối đỡ ống PP theo đường kính và nhiệt độ:
| Đường kính DN (mm) | Khoảng cách gối đỡ tối đa — T = 20°C (m) | T = 40°C (m) | T = 60°C (m) |
|---|---|---|---|
| DN 20 | 1,0 | 0,85 | 0,65 |
| DN 25 | 1,1 | 0,90 | 0,70 |
| DN 32 | 1,2 | 1,00 | 0,80 |
| DN 40 | 1,35 | 1,10 | 0,85 |
| DN 50 | 1,5 | 1,25 | 0,95 |
| DN 63 | 1,65 | 1,40 | 1,10 |
| DN 75 | 1,80 | 1,50 | 1,20 |
| DN 90 | 1,95 | 1,65 | 1,30 |
| DN 110 | 2,10 | 1,75 | 1,40 |
| DN 160 | 2,50 | 2,10 | 1,65 |
| DN 200 | 2,80 | 2,30 | 1,85 |
| DN 315 | 3,50 | 2,90 | 2,30 |
Nguồn: Dữ liệu tính từ ISO 10931 và thực nghiệm nhà sản xuất.
Lưu ý quan trọng: Bảng trên áp dụng cho ống PP-H đầy nước (fluid-filled), lắp đặt nằm ngang. Với ống dẫn dung dịch đặc (ρ > 1,2 g/cm³), nhân hệ số giảm 0,85–0,90. Tại vị trí van và mặt bích, luôn lắp thêm gối đỡ ngay cạnh (≤ 0,5D từ mặt bích) do tập trung ứng suất tại kết nối cứng.
Đường cong ứng suất — biến dạng (Stress-Strain Curve) và ý nghĩa thiết kế:
PP-H có đường cong ứng suất-biến dạng thể hiện rõ:
- Vùng đàn hồi tuyến tính (Linear elastic zone): ε < 1% — an toàn tuyệt đối
- Vùng chảy dẻo (Yielding zone): Tại σ_yield ≈ 30–35 MPa (23°C) — biến dạng không hồi phục
- Vùng phá hủy (Fracture zone): σ_break ≈ 30–38 MPa, ε_break = 100–500%
Trong thiết kế ống PP công nghiệp, ứng suất cho phép thiết kế thường được giới hạn tại 1/4–1/5 σ_yield (σ_design ≤ 6–8 MPa) để đảm bảo biên an toàn đủ cho cả tải trọng áp suất, nhiệt và ứng suất dư từ hàn.
3.2. Hành vi nhiệt của ống PP — Giãn nở nhiệt và thiết kế bù giãn nở
Hệ số giãn nở nhiệt tuyến tính α của PP:
α_PP = 0,15–0,18 mm/(m·K)
So sánh: α_thép = 0,012 mm/(m·K), α_đồng = 0,017 mm/(m·K). PP giãn nở nhiều hơn thép 10–15 lần theo cùng ΔT — đây là đặc điểm gây ra nhiều vấn đề nhất trong thiết kế và lắp đặt ống PP tại nhà máy khi kỹ sư không tính đến.
Tính giãn nở nhiệt tuyến tính thực tế:
ΔL = α × L₀ × ΔT
Ví dụ: Đường ống PP-H dẫn HCl nóng, L₀ = 20m, nhiệt độ vận hành T_max = 60°C, nhiệt độ lắp đặt T_min = 25°C, ΔT = 35°C:
ΔL = 0,165 mm/(m·K) × 20m × 35K = 115,5mm ≈ 11,6cm
11,6cm giãn nở trong đường ống 20m không được bù giãn nở → ứng suất nhiệt khổng lồ tại mối hàn và điểm cố định → nứt mối hàn hoặc biến dạng vĩnh viễn tại bends.
Các giải pháp bù giãn nở nhiệt cho hệ thống ống PP nhà máy:
Giải pháp 1 — Expansion Loop (Vòng bù giãn nở chữ U hoặc Ω):
Uốn đoạn ống PP thành vòng chữ U gắn trên giá đỡ trượt (sliding support) — khi ống giãn, vòng bù hấp thụ giãn nở bằng cách uốn đàn hồi.
Chiều dài cánh vòng bù L_loop tính theo công thức:
L_loop = K × √(D_o × ΔL)
Với K = 20–25 cho PP-H (kinh nghiệm thực tế), D_o là đường kính ngoài (mm), ΔL là giãn nở cần bù (mm).
Ví dụ: D_o = 63mm, ΔL = 115mm:
L_loop = 22 × √(63 × 115) = 22 × √7.245 = 22 × 85,1 = 1.872mm ≈ 1,9m mỗi cánh
Giải pháp 2 — Flexible PP Connection (Ống PP mềm kháng hóa chất):
Với ống nhỏ (DN ≤ 50mm), dùng đoạn ống PP linh hoạt (PP flexible hose) hoặc bellow PTFE tại điểm kết nối với thiết bị tĩnh — hấp thụ giãn nở và rung động.
Giải pháp 3 — Anchor và Guide Point (Điểm neo cố định và điểm dẫn hướng):
Kết hợp điểm neo cố định (anchor — ống không di chuyển) và điểm dẫn hướng (guide — ống di chuyển tịnh tiến theo trục, không ngang) → kiểm soát hướng giãn nở, định hướng về phía vòng bù giãn nở.
Nguyên tắc thiết kế hệ thống anchor-guide cho ống PP:
- Đặt anchor tại mỗi điểm phân nhánh (T-junction), tại van bướm lớn, tại điểm thay đổi hướng chính
- Khoảng cách giữa hai anchor lân cận không quá 20–30 × D_o
- Guide đặt cách anchor không quá 4 × D_o; sau đó cứ 8–12 × D_o đặt một guide
3.3. Ứng xử ống PP dưới áp suất — Thiết kế SDR và MOP thực tiễn
Series SDR (Standard Dimension Ratio) — Hệ thống phân cấp áp suất:
Tất cả ống PP công nghiệp được sản xuất theo hệ thống SDR tiêu chuẩn ISO, trong đó:
SDR = D_ngoài / e_thành
Với D_ngoài là đường kính ngoài (mm) và e_thành là chiều dày thành (mm). SDR thấp hơn → thành dày hơn → áp suất làm việc cao hơn.
Bảng SDR thông dụng và MOP tương ứng (PP-H, T = 20°C, C = 1,25):
| Series | SDR | MOP (bar) | Ứng dụng điển hình |
|---|---|---|---|
| PN 4 | SDR 33 | 4,0 | Thoát nước và dẫn lỏng áp thấp |
| PN 6 | SDR 21 | 6,0 | Cấp nước, hóa chất áp suất thấp |
| PN 8 | SDR 17 | 8,0 | Dẫn hóa chất áp suất trung bình |
| PN 10 | SDR 13,6 | 10,0 | Ứng dụng áp lực cao, hóa chất nguy hiểm |
| PN 16 | SDR 11 | 16,0 | Áp lực cao, khí thấp áp, hóa chất quan trọng |
| PN 20 | SDR 9 | 20,0 | Ứng dụng áp lực rất cao |
| PN 25 | SDR 7,4 | 25,0 | Thiết bị áp lực đặc biệt |
Hệ số giảm áp theo nhiệt độ (Temperature Derating Factor — f_T):
Áp suất làm việc tối đa (MOP) phải được giảm khi nhiệt độ tăng theo bảng hệ số f_T:
| Nhiệt độ (°C) | f_T cho PP-H | f_T cho PP-R |
|---|---|---|
| 20 | 1,00 | 1,00 |
| 30 | 0,93 | 0,95 |
| 40 | 0,87 | 0,90 |
| 50 | 0,80 | 0,84 |
| 60 | 0,72 | 0,77 |
| 70 | 0,63 | 0,70 |
| 80 | 0,53 | 0,62 |
| 90 | — | 0,50 |
MOP thực tế = MOP_20°C × f_T
Ví dụ thiết kế thực tế: Ống PP-H SDR 11 (MOP_20°C = 16 bar) dẫn acid HCl 20% nhiệt độ 50°C:
MOP_50°C = 16 × 0,80 = 12,8 bar — đây là áp suất làm việc tối đa cho phép
Nếu áp suất vận hành thực tế là 8 bar, hệ số an toàn thực = 12,8/8 = 1,6 — trong dải an toàn cho hóa chất nguy hiểm (khuyến nghị ≥ 1,5–2,0).
4. Tiêu Chuẩn Quốc Tế Và Phương Pháp Thử Nghiệm — Cơ Sở Đảm Bảo Chất Lượng

4.1. Hệ thống tiêu chuẩn ISO và DIN cho ống PP công nghiệp
Ống PP công nghiệp được quản lý bởi hệ thống tiêu chuẩn quốc tế phức tạp — kỹ sư cần hiểu đúng để chỉ định vật liệu, kiểm tra nghiệm thu và thiết kế hệ thống đúng chuẩn:
Tiêu chuẩn sản phẩm (Product Standards):
- ISO 15494:2015 — “Plastics piping systems for industrial applications — Polypropylene (PP) — Specifications for components and the system”: Tiêu chuẩn chính cho ống PP công nghiệp. Quy định kích thước, dung sai, yêu cầu cơ tính, áp suất thử nghiệm
- DIN 8077:2008 — “Polypropylene (PP) pressure pipes — Dimensions”: Tiêu chuẩn Đức quy định kích thước ống PP theo SDR
- DIN 8078:2008 — “Polypropylene (PP) pressure pipes — General quality requirements and testing”: Tiêu chuẩn Đức về yêu cầu chất lượng tổng thể
- EN 1555 — Tiêu chuẩn EU cho ống PP dẫn khí nhiên liệu
- ASTM F2389 — Tiêu chuẩn Mỹ cho ống PP áp lực nước
Tiêu chuẩn thiết kế và lắp đặt (Design and Installation Standards):
- DVS 2205 (Deutscher Verband für Schweißen — Hiệp hội Hàn Đức):
- DVS 2205-1: Thiết kế thiết bị nhiệt dẻo — tính toán kết cấu bể và thiết bị
- DVS 2205-2: Tính toán thiết kế ống PP kháng hóa chất
- DVS 2205-3: Thiết kế gối đỡ và cố định ống nhiệt dẻo
- ISO 10931:2005 — “Plastics piping systems for industrial applications — Poly(vinylidene fluoride) (PVDF) — Specifications for components and the system” (áp dụng tham chiếu cho PP)
Tiêu chuẩn hàn nhiệt (Welding Standards):
- DVS 2207-1: Hàn giáp đầu nhiệt (butt welding) ống và tấm nhựa nhiệt dẻo — quy định thông số nhiệt độ, áp suất và thời gian hàn
- DVS 2207-11: Hàn socket (socket welding) ống PP
- DVS 2207-12: Hàn đùn (extrusion welding) tấm và ống PP lớn
- DVS 2207-15: Hàn điện trở (electrofusion welding) ống PP có dây điện trở tích hợp
Tiêu chuẩn thử nghiệm vật liệu (Material Testing Standards):
- ISO 11357-6: Đo OIT (Oxidative Induction Time) bằng DSC — đánh giá tuổi thọ nhiệt của PP
- ISO 12162: Phân loại vật liệu nhựa cho ống áp lực — xác định MRS
- ISO 1133: Đo MFI (Melt Flow Index) — đánh giá độ nhớt nóng chảy, liên quan đến khả năng hàn
- ISO 1183: Đo khối lượng riêng PP
- ISO 527: Thử nghiệm kéo (tensile test) — đo E-modul và σ_break
4.2. Thông số OIT (Oxidative Induction Time) — Chỉ số chất lượng quan trọng nhất bị bỏ qua
OIT là thông số ít được biết đến nhưng quan trọng nhất để đánh giá tuổi thọ thực tế của ống PP trong môi trường nhà máy.
Nguyên lý đo OIT:
OIT đo bằng phương pháp nhiệt lượng kế quét vi sai (DSC — Differential Scanning Calorimetry): Mẫu PP được nung nóng đến nhiệt độ xác định (thường 200°C hoặc 220°C) trong khí nitơ trơ, sau đó chuyển sang khí oxy. OIT = thời gian từ lúc chuyển sang oxy đến khi xảy ra oxy hóa nhiệt phát nhiệt (exothermal oxidation onset).
Ý nghĩa OIT: OIT phản ánh lượng chất phụ gia chống oxy hóa (antioxidant — AO) còn lại trong PP. Khi AO cạn kiệt, PP dễ bị tấn công bởi oxy → đứt gãy mạch polymer → giòn hóa → hỏng ống đột ngột.
Mối quan hệ OIT — Tuổi thọ ống PP:
| OIT ban đầu (phút) | Ước tính tuổi thọ ống PP (nhiệt độ 60°C, môi trường acid) |
|---|---|
| < 5 phút | < 3 năm — Không nên dùng cho ứng dụng công nghiệp |
| 5–10 phút | 3–7 năm — Chất lượng thấp |
| 10–20 phút | 8–15 năm — Chất lượng trung bình |
| 20–30 phút | 15–20 năm — Chất lượng tốt (tiêu chuẩn ISO 15494) |
| > 40 phút | 20–30 năm — Chất lượng cao (premium grade) |
Tại sao OIT quan trọng khi mua ống PP tại Việt Nam:
Thị trường ống PP Việt Nam hiện có sự phân hóa lớn về chất lượng — ống PP “giá rẻ” thường dùng nhựa tái chế hoặc nhựa nguyên sinh nhưng phụ gia AO cấp thấp → OIT thực tế chỉ 2–8 phút. Ống PP này có hình dáng và kích thước giống hệt ống PP chất lượng cao nhưng hỏng trong 3–5 năm thay vì 20+ năm.
Cách kiểm tra OIT khi nghiệm thu: Yêu cầu nhà cung cấp cung cấp MTR (Material Test Report) kèm theo kết quả đo OIT theo ISO 11357-6, thực hiện tại phòng lab độc lập. OIT < 20 phút (tại 200°C) → từ chối lô hàng.
4.3. Quy trình thử nghiệm hệ thống ống PP trước khi đưa vào vận hành
Hydrotest (Thử nghiệm áp suất nước):
Theo ISO 15494 và DVS 2205-2, hệ thống ống PP sau lắp đặt phải được thử nghiệm áp suất nước trước khi vận hành:
- Áp suất thử: P_test = 1,5 × MOP (áp suất làm việc tối đa thiết kế)
- Thời gian giữ áp: ≥ 1 giờ (thường 2–4 giờ cho hệ thống lớn)
- Tiêu chí đạt: Độ giảm áp suất ≤ 1% × P_test trong thời gian giữ áp, không có dấu hiệu rò rỉ nhìn thấy được
- Môi chất thử: Nước sạch (không dùng khí nén cho hydrotest ống PP — rủi ro nổ cao)
Lưu ý quan trọng với hydrotest ống PP: PP giãn nở đàn hồi khi tăng áp → cần bơm bù áp liên tục trong giai đoạn đầu (30–60 phút) trước khi ổn định. Sự giảm áp ban đầu không nhất thiết do rò rỉ mà có thể do đặc tính elastic của PP.
5. Công Nghệ Hàn Ống PP — Nền Tảng Của Hệ Thống Kín Hơi

5.1. Bốn phương pháp hàn nhiệt ống PP và nguyên lý ứng dụng
Ống PP không thể ghép nối bằng keo dán hay dung môi hóa học (như PVC) — hàn nhiệt (thermal welding) là phương pháp duy nhất tạo ra mối nối có độ bền tương đương vật liệu gốc. Bốn phương pháp hàn nhiệt chính theo tiêu chuẩn DVS 2207:
Phương pháp 1 — Hàn giáp đầu nhiệt (Butt Welding / Hot-Plate Welding — DVS 2207-1):
Đây là phương pháp phổ biến nhất cho ống PP công nghiệp đường kính từ DN 25 trở lên.
Nguyên lý:
- Làm phẳng và dọn sạch hai đầu ống bằng máy phay cơ học (facing machine)
- Đưa tấm nung (heating plate) PP-coated vào giữa hai đầu ống, ép vào với áp suất P₁ (giai đoạn làm nóng chảy — heating phase)
- Rút tấm nung ra nhanh chóng sau khi hai đầu ống đạt nhiệt độ nóng chảy (200–215°C)
- Ép hai đầu ống lại với áp suất hàn P₂ (welding pressure phase) — polymer nóng chảy tại hai bề mặt hợp nhất vào nhau
- Giữ áp P₂ trong thời gian làm nguội (cooling phase) cho đến khi mối hàn cứng lại hoàn toàn
Thông số hàn tiêu chuẩn (DVS 2207-1, PP-H, DN 110mm):
| Thông số | Giá trị | Đơn vị |
|---|---|---|
| Nhiệt độ tấm nung | 210 ± 10 | °C |
| Áp suất làm nóng P₁ | 0,10–0,15 | N/mm² |
| Chiều cao bead làm nóng tối thiểu | 1,0 | mm |
| Thời gian rút tấm nung tối đa | 8 | giây |
| Áp suất hàn P₂ | 0,10–0,15 | N/mm² |
| Thời gian làm nguội dưới áp | ≥ 22 | phút |
Phương pháp 2 — Hàn socket nhiệt (Socket Fusion Welding — DVS 2207-11):
Dùng cho đường kính nhỏ DN ≤ 63mm. Đầu nối socket PP (fitting) và đầu ống được nung nóng đồng thời từ bên ngoài bằng dụng cụ hàn (welding tool) có mũi pin nung bên trong và mũi nung bên ngoài phù hợp kích thước → ép socket vào đầu ống → polymer nóng chảy hợp nhất.
Ưu điểm: Nhanh, đơn giản, không cần thiết bị lớn. Nhược điểm: Giới hạn DN ≤ 63mm; đòi hỏi căn chỉnh chính xác; không dùng cho ống thành dày (SDR ≤ 9).
Phương pháp 3 — Hàn đùn (Extrusion Welding — DVS 2207-4/12):
Dùng dây hàn PP (PP weld rod) được đùn nóng chảy từ súng hàn đùn (extrusion welder), lấp đầy rãnh V-groove được chuẩn bị trên mối nối. Phổ biến cho hàn tấm PP dày, hàn nozzle vào bể PP và sửa chữa ống PP tại chỗ.
Weld Factor (hệ số bền hàn) f_w:
f_w = σ_weld / σ_parent
Với σ_weld là độ bền kéo mối hàn và σ_parent là độ bền kéo vật liệu gốc. Hàn đùn đúng kỹ thuật đạt f_w = 0,8 (80% độ bền vật liệu gốc) theo DVS 2205-1. Hàn kém kỹ thuật có thể chỉ đạt f_w = 0,5–0,6.
Phương pháp 4 — Hàn điện trở (Electrofusion Welding — DVS 2207-15):
Fitting electrofusion PP có dây điện trở tích hợp bên trong. Khi cấp điện qua fitting, dây điện trở nung nóng cục bộ interface giữa fitting và ống → PP nóng chảy và hợp nhất không cần gia nhiệt bên ngoài.
Ưu điểm: Không cần thiết bị hàn lớn; thích hợp sửa chữa tại chỗ trong không gian hạn chế; mối hàn nhất quán (controlled by fitting, không phụ thuộc nhiều vào kỹ năng thợ hàn).
Nhược điểm: Fitting đắt tiền hơn nhiều (3–8 lần) so với fitting thường; đòi hỏi điều kiện bề mặt ống hoàn hảo (scraped và cleaned trước khi lắp).
5.2. Lỗi hàn phổ biến và kiểm tra chất lượng mối hàn
5 lỗi hàn butt-welding PP thường gặp nhất:
Lỗi 1 — Double bead không đều (Uneven weld bead):
Bead hàn (vành nổi hai bên mối hàn) không đều chiều cao hoặc không đều chu vi → dấu hiệu áp suất làm nóng không đều hoặc tấm nung bị nhiễm bẩn. Kiểm tra: Đo chiều cao bead ở 4 điểm cách đều trên chu vi — chênh lệch không quá 20%.
Lỗi 2 — LOF (Lack of Fusion — Thiếu hợp nhất):
Hai bề mặt chưa đạt nhiệt độ nóng chảy đủ trước khi ép lại → mối hàn “dán” bề mặt nhưng không hợp nhất về mặt phân tử → độ bền thực tế rất thấp, hỏng đột ngột dưới áp lực. Nguyên nhân: Tấm nung nhiệt độ thấp, thời gian nung quá ngắn, khoảng trống khi rút tấm nung quá lớn. Phát hiện bằng siêu âm phased array (PAUT) hoặc radiographic testing.
Lỗi 3 — Cold welding (Hàn nguội):
Nhiệt độ bề mặt ống khi ép đã giảm xuống dưới nhiệt độ hợp nhất → bề mặt không kết dính đủ → mối hàn dòn, vỡ theo mặt phân giới. Nguyên nhân: Thời gian rút tấm nung quá dài (> 8 giây cho DN 110mm).
Lỗi 4 — Misalignment (Lệch trục):
Hai đầu ống không thẳng hàng trục sau khi hàn → lệch góc hoặc lệch tịnh tiến → ứng suất uốn tập trung tại mối hàn dưới tải trọng nhiệt và cơ học. Tiêu chuẩn DVS 2207-1 quy định độ lệch tối đa 10% × chiều dày thành ống.
Lỗi 5 — Contamination (Nhiễm bẩn bề mặt hàn):
Dầu, mỡ, bụi hoặc ẩm trên bề mặt hàn → giảm adhesion → mối hàn LOF cục bộ. Quy trình chuẩn: Lau bề mặt bằng IPA (isopropyl alcohol) trước khi hàn, không chạm tay trực tiếp vào bề mặt sau khi làm sạch.
Kiểm tra chất lượng mối hàn PP:
| Phương pháp kiểm tra | Giai đoạn | Phát hiện | Tiêu chuẩn |
|---|---|---|---|
| Kiểm tra trực quan bead | Trong hàn + sau hàn | Bead không đều, contamination | DVS 2207-1 |
| Kiểm tra tensile tại chỗ (bend test) | Sau hàn (mẫu đại diện) | LOF, cold weld | DVS 2203-1 |
| Siêu âm (UT/PAUT) | Sau hàn quan trọng | LOF ẩn, void, crack | EN 12668 |
| Hydrotest hệ thống | Sau lắp đặt hoàn chỉnh | Rò rỉ tổng thể | ISO 15494 |
| Kiểm tra rò rỉ helium | Hệ thống kín hơi đặc biệt | Micro-leakage < 10⁻⁶ mbar·L/s | DIN EN 1330 |
6. Ma Trận Ứng Dụng Trong Nhà Máy — Chọn Đúng Loại PP Cho Từng Hệ Thống

6.1. Hệ thống dẫn hóa chất — Ứng dụng quan trọng nhất của ống PP
Ống PP là vật liệu lý tưởng nhất cho phần lớn ứng dụng dẫn hóa chất trong nhà máy hóa chất, dược phẩm, thực phẩm và xử lý bề mặt — với điều kiện chọn đúng loại PP và thiết kế đúng thông số.
Ma trận lựa chọn loại ống PP theo hóa chất và điều kiện vận hành:
| Hóa chất | Nồng độ | Nhiệt độ (°C) | Loại PP khuyến nghị | SDR khuyến nghị | Lưu ý đặc biệt |
|---|---|---|---|---|---|
| HCl (acid clohydric) | Đến 37% | 20–50 | PP-H | SDR 11–17 | Kiểm tra CrO₃ nếu môi trường oxy hóa |
| H₂SO₄ (acid sulfuric) | Đến 70% | 20–40 | PP-H | SDR 11–13,6 | H₂SO₄ > 70% cần PVDF |
| HF (acid flohydric) | Đến 40% | 20–40 | PP-H | SDR 11 | HF > 40% cần tư vấn chuyên gia |
| HNO₃ (acid nitric) | Đến 20% | 20–30 | PP-H | SDR 11 | > 20% HNO₃ gây oxy hóa PP — cần PVDF |
| H₃PO₄ (acid phosphoric) | Đến 85% | 20–60 | PP-H | SDR 11–17 | Ổn định tốt với PP-H |
| NaOH (xút) | Đến 50% | 20–50 | PP-H | SDR 11–17 | > 50°C với NaOH > 30%: tư vấn thêm |
| NaCN (xyanua natri) | Đến 20% | 20–40 | PP-H | SDR 11 | pH > 11 bắt buộc — theo dõi pH |
| CrO₃ (acid cromic) | Đến 30% | 20–50 | PP-H | SDR 11 | Cr(VI) oxy hóa mạnh — kiểm tra OIT định kỳ |
| NiSO₄ (niken sulfate) | Dung dịch mạ | 40–65 | PP-H | SDR 11–13,6 | Nhiệt độ cao — kiểm tra f_T |
| FeCl₃ (sắt(III) clorua) | Đến 40% | 20–50 | PP-H | SDR 11–17 | Ổn định tốt |
| H₂O₂ (oxy già) | Đến 30% | 20–30 | PP-H premium | SDR 11 | Chất oxy hóa — OIT > 40 phút bắt buộc |
| Toluene, Xylene, Benzene | Bất kỳ | 20–40 | ❌ Không dùng PP | — | Dùng HDPE/PVDF/Thép |
| TCE, PCE | Bất kỳ | 20–40 | ❌ Không dùng PP | — | Dùng PVDF/Thép |
| Sodium hypochlorite NaOCl | Đến 10% | 20–30 | PP-H premium | SDR 11 | Chất oxy hóa mạnh — kiểm tra tương thích |
| Nước khử khoáng DI | — | 20–70 | PP-H hoặc PP-R | SDR 11–17 | PP tinh khiết — không phát sinh ion |
6.2. Hệ thống nước công nghệ và tiện ích nhà máy
Ống nước sạch và nước công nghệ (Utility Water Systems):
Trong nhà máy hiện đại, PP-H và PP-R được sử dụng rộng rãi cho hệ thống cấp nước công nghệ nhờ các ưu điểm so với ống thép và gang:
- Không ăn mòn bên trong: Bề mặt nội ống PP hoàn toàn nhẵn và không phản ứng với nước → không hình thành sản phẩm ăn mòn → nước sạch hơn
- Không tích tụ cặn sinh học (biofouling): Bề mặt PP kháng bám dính vi khuẩn và nấm mốc tốt hơn bề mặt kim loại gỉ
- Hệ số nhám thủy lực thấp: Roughness coefficient (k) của PP = 0,007mm, thép gỉ = 0,1–1,0mm → tổn thất áp lực thấp hơn đáng kể trong hệ thống lớn
- Tuổi thọ cao: 25–50 năm với nước sạch, so với 10–20 năm của thép carbon có sơn bảo vệ
Hệ thống nước khử khoáng (DI Water — Deionized Water):
Nước DI là môi chất có tính ăn mòn đặc biệt với kim loại vì độ điện trở suất cao (> 1 MΩ·cm) → ion hóa kim loại dễ dàng. Ống PP-H là lựa chọn bắt buộc cho hệ thống DI water trong nhà máy điện tử, dược phẩm và thực phẩm — ống kim loại (kể cả 316L) sẽ nhiễm ion kim loại vào nước DI theo thời gian.
Hệ thống nước làm mát (Cooling Water):
PP-R SDR 11 hoặc SDR 17 phù hợp cho đường ống nước làm mát trong nhà máy, đặc biệt khi nước làm mát có tính ăn mòn (pH thấp, chloride cao). Lưu ý: Tia cực tím (UV) trong ánh sáng mặt trời làm giảm tuổi thọ ống PP ngoài trời → dùng ống PP có phụ gia UV stabilizer hoặc bọc cách nhiệt-UV ngoài trời.
Hệ thống xả thải và thoát nước ăn mòn (Corrosive Waste Drainage):
Ống PP-H DN 50–315mm là tiêu chuẩn cho hệ thống thoát nước thải ăn mòn trong nhà máy mạ điện, nhà máy hóa chất và phòng thí nghiệm — thay thế hoàn toàn ống gang và ống thép đã sử dụng trong quá khứ:
- Kháng toàn bộ acid, kiềm và dung dịch muối thải từ bể mạ và phòng thí nghiệm
- Nhẹ → dễ lắp đặt đường ống thoát trên trần nhà xưởng
- Bề mặt trong nhẵn → ít tắc nghẽn hơn ống nhám
6.3. Hệ thống ống kín hơi (Vapour-Tight Piping) — Yêu cầu đặc biệt
Một số ứng dụng trong nhà máy hóa chất và mạ điện đòi hỏi hệ thống ống kín hơi hoàn toàn (vapour-tight / hermetically sealed) — không cho phép bất kỳ rò rỉ nào, kể cả rò rỉ dưới dạng hơi:
- Đường ống dẫn HCN từ bể mạ xyanua đến tháp xử lý
- Đường ống dẫn HF từ bể tẩy nhôm đến tháp scrubber
- Đường ống dẫn Cl₂ và các khí độc hại khác
Yêu cầu kỹ thuật bổ sung cho ống PP kín hơi:
- Hàn butt welding DVS 2207-1 toàn bộ — không có mối ghép mặt bích hay socket bình thường
- Khi bắt buộc dùng mặt bích: Gioăng PTFE (không phải cao su) và bu lông siết đủ moment theo tiêu chuẩn
- Kiểm tra mối hàn quan trọng bằng PAUT (Phased Array UT) — không chỉ visual inspection
- Kiểm tra rò rỉ toàn hệ thống bằng helium leak test theo DIN EN 1779: Mức rò tối đa 10⁻⁶ mbar·L/s
- Hệ thống ống kín hơi phải có thiết kế secondary containment (bao kép) — đường ống PP trong máng thu (PP channel) để thu hồi rò rỉ sự cố
7. Thiết Kế Hệ Thống Ống PP Nhà Máy — Các Điểm Kỹ Thuật Quan Trọng

7.1. Thiết kế nozzle và kết nối với thiết bị tĩnh
Kết nối ống PP với thiết bị tĩnh (bể PP, tháp PP, bơm PP):
Tất cả kết nối quan trọng trong nhà máy hóa chất nên dùng mặt bích PP (PP flanges) thay vì threaded fittings (ren ống) — ren ống PP dễ bị stress cracking và rò rỉ theo thời gian do ứng suất ren không đều.
Tiêu chuẩn mặt bích PP:
- PN 10 PP flanges (ISO 7005 / DIN 2501): Cho áp suất đến 10 bar, nhiệt độ đến 60°C
- PN 16 PP flanges: Áp suất đến 16 bar
Backup ring (Vòng gia cường mặt bích):
Mặt bích PP thường kết hợp với backup ring thép hoặc FRP để tăng độ cứng và phân phối đều lực siết bu lông:
- PP flange đơn mỏng không đủ cứng → khi siết bu lông không đều → mặt bích vặn, rò rỉ
- Backup ring thép hoặc FRP tăng moment quán tính mặt bích → phân phối đều lực → mối nối kín hoàn toàn
Flexible connection (Kết nối mềm) giữa ống PP và bơm/máy nén:
Không bao giờ kết nối ống PP cứng trực tiếp vào ống hút/đẩy bơm. Rung động từ bơm truyền vào ống PP cứng → ứng suất mỏi tại mối hàn → nứt sau vài nghìn giờ vận hành.
Giải pháp: PP flexible hose hoặc PTFE bellows expansion joint giữa bơm và đường ống cứng PP — cách ly rung động và bù giãn nở nhiệt đồng thời.
7.2. Hệ thống gối đỡ, neo và định hướng ống PP
Vật liệu gối đỡ tương thích với ống PP:
Gối đỡ kim loại trực tiếp tiếp xúc ống PP tạo ra 3 vấn đề: Ăn mòn điện hóa (galvanic corrosion nếu ống PP bị ẩm và tiếp xúc kim loại), tập trung ứng suất cơ học tại điểm tiếp xúc cứng, và hạn chế giãn nở nhiệt tự do.
Cấu hình gối đỡ đúng chuẩn cho ống PP:
- Saddle PP hoặc gối đỡ PP-lined: Gối đỡ có lớp lót PP hoặc làm hoàn toàn bằng PP — tiếp xúc nhựa-nhựa, không tập trung ứng suất, không ăn mòn
- Slide plate (Tấm trượt): Gối đỡ trượt UHMWPE (Ultra High Molecular Weight Polyethylene) lót phía dưới ống tại điểm guide — cho phép ống dịch chuyển tịnh tiến theo trục khi giãn nở nhiệt
- Góc ôm gối đỡ: 120° góc ôm tối thiểu cho ống PP (so với 90° cho ống thép) — do PP mềm hơn thép, góc ôm nhỏ gây tập trung ứng suất cục bộ
Hệ thống neo (Anchor) và kiểm soát giãn nở:
Phần lớn kỹ sư thiếu kinh nghiệm với ống PP không lắp đặt anchor points — dẫn đến ống PP giãn nở tự do về hướng kháng cự ít nhất → tạo bending moment lớn tại các bends và T-junctions → stress cracking theo thời gian.
Nguyên tắc anchor-guide cho hệ thống ống PP tiêu biểu:
[Anchor] ──── 5D ──── [Guide] ──── 10D ──── [Guide] ──── [Vòng bù] ──── [Anchor]
Trong đó D là đường kính ngoài ống. Anchor cố định ống hoàn toàn; guide cho phép dịch chuyển tịnh tiến theo trục; vòng bù hấp thụ giãn nở giữa hai anchor.
7.3. Thiết kế đường ống hóa chất nguy hiểm — Hệ thống kép (Double Containment)
Theo tiêu chuẩn an toàn quy trình (Process Safety Management — OSHA 29 CFR 1910.119) và ISO 13623, đường ống dẫn hóa chất nguy hiểm (HF, HCN, HCl đặc, Cl₂) trong nhà máy cần được thiết kế với hệ thống ống kép (double containment piping):
Cấu hình double containment PP:
- Ống trong (carrier pipe): Ống PP-H SDR 11 dẫn hóa chất — kín hơi hoàn toàn, hàn butt welding toàn bộ
- Ống ngoài (containment pipe): Ống PP-H đường kính lớn hơn bao xung quanh ống trong — thu hồi rò rỉ sự cố
- Annular space (Khe hở vành khuyên): Khoảng trống giữa hai ống — thường được giám sát bằng cảm biến rò rỉ hoặc đầu dò khí
Lợi ích hệ thống double containment:
- Zero-release khi ống trong rò rỉ — chất lỏng/hơi rò được thu hồi trong ống ngoài, không tiếp xúc môi trường
- Cho phép phát hiện rò rỉ sớm qua sensor giám sát khe hở trước khi thành sự cố lớn
- Đáp ứng yêu cầu IEC 61511 (SIS — Safety Instrumented System) cho hệ thống hóa chất nguy hiểm
8. Bảo Trì Và Quản Lý Vòng Đời Ống PP Trong Nhà Máy

8.1. Chương trình kiểm tra định kỳ hệ thống ống PP
Ống PP trong môi trường nhà máy hóa chất lão hóa theo 4 cơ chế âm thầm mà không có dấu hiệu bên ngoài rõ ràng cho đến giai đoạn cuối:
Cơ chế 1 — Suy giảm phụ gia chống oxy hóa (AO Depletion): OIT giảm dần → khi OIT < 5 phút, ống PP có thể giòn đột ngột. Theo dõi bằng lấy mẫu và đo OIT định kỳ.
Cơ chế 2 — Stress Cracking từ hóa chất (Environmental Stress Cracking — ESC): Hóa chất khuếch tán vào lớp bề mặt ống PP tại vùng ứng suất cao → giảm năng lượng bề mặt → nứt theo đường ứng suất. Phổ biến tại mối hàn có ứng suất dư và tại vị trí điểm neo quá chặt.
Cơ chế 3 — Thủy phân dưới tải (Slow Crack Growth — SCG): Dưới tác dụng đồng thời của ứng suất kéo liên tục và môi trường ẩm hoặc hóa chất → vết nứt tăng trưởng chậm theo cơ chế craze → pipe rupture đột ngột khi vết nứt đạt kích thước tới hạn.
Cơ chế 4 — Biến dạng từ biến (Creep Deformation): Ống PP giữa hai gối đỡ xa nhau dần bị võng xuống theo thời gian → ứng suất uốn tại điểm gối đỡ tăng dần → có thể đạt giới hạn chảy và gây hư hỏng.
Chương trình kiểm tra định kỳ ống PP công nghiệp:
| Loại kiểm tra | Tần suất | Phương pháp | Thông số đánh giá |
|---|---|---|---|
| Kiểm tra trực quan | Hàng tháng | Quan sát bằng mắt | Đổi màu, vết nứt bề mặt, rò rỉ, biến dạng |
| Đo độ dày thành ống UTM | 6 tháng/lần | Đầu dò siêu âm UT | So sánh với giá trị ban đầu — giảm > 10% cần đánh giá |
| Đo OIT mẫu vật liệu | Hàng năm | DSC theo ISO 11357 | OIT < 20 phút → cảnh báo; < 10 phút → xem xét thay thế |
| Kiểm tra mối hàn quan trọng | Hàng năm | Visual + PAUT | Phát hiện crack phát triển từ LOF ẩn |
| Hydrotest hệ thống | 3–5 năm/lần | P_test = 1,5 × MOP | Phát hiện rò rỉ tích lũy |
8.2. Dự báo tuổi thọ và lập kế hoạch thay thế
Mô hình dự báo tuổi thọ ống PP theo Arrhenius:
Tốc độ lão hóa hóa học của PP (bao gồm suy giảm OIT) tuân theo phương trình Arrhenius:
k(T) = A × e^(−Ea/RT)
Trong đó k là hằng số tốc độ lão hóa, Ea là năng lượng hoạt hóa (thường 80–120 kJ/mol với PP), T là nhiệt độ tuyệt đối, R là hằng số khí lý tưởng.
Ngụ ý thực tiễn: Mỗi 10°C tăng nhiệt độ vận hành → tốc độ lão hóa PP tăng gấp 2–3 lần → tuổi thọ giảm xuống còn 1/2–1/3. Đây là lý do tại sao nhiệt độ vận hành là thông số thiết kế quan trọng nhất ảnh hưởng đến tuổi thọ ống PP trong nhà máy.
Quyết định thay thế ống PP — 3 tiêu chí:
- Tiêu chí OIT: OIT đo được < 8 phút (tại 200°C, ISO 11357-6) → ống PP ở giai đoạn cuối vòng đời AO → rủi ro giòn hóa đột ngột → cần thay thế khẩn cấp
- Tiêu chí độ dày thành: Độ dày thành đo UTM giảm > 15% so với giá trị ban đầu → áp suất làm việc tối đa thực tế giảm → đánh giá lại MOP và lập kế hoạch thay thế
- Tiêu chí visual: Xuất hiện vết nứt bề mặt, đổi màu vàng/nâu rõ ràng, hoặc biến dạng uốn nhìn thấy được → ngưng vận hành ngay
9. So Sánh Kinh Tế — Tổng Chi Phí Vòng Đời Ống PP Vs Vật Liệu Thay Thế

9.1. Phân tích LCC (Life Cycle Cost) cho đường ống hóa chất nhà máy
Quyết định lựa chọn vật liệu ống dẫn hóa chất trong nhà máy không nên dựa chỉ trên CAPEX (chi phí vật liệu ban đầu) mà phải tính toán LCC (Life Cycle Cost) toàn bộ vòng đời 15–25 năm:
Các thành phần LCC cho hệ thống đường ống hóa chất 100m, DN 63mm:
| Hạng mục LCC | PP-H SDR 11 | HDPE SDR 11 | 316L Stainless Steel | PVC-U |
|---|---|---|---|---|
| Vật liệu ống + fittings (triệu VNĐ) | 12–18 | 10–15 | 80–150 | 8–12 |
| Lắp đặt và hàn (triệu VNĐ) | 8–12 | 6–10 | 20–40 | 6–10 |
| Bảo trì / sửa chữa 25 năm (triệu VNĐ) | 5–10 | 8–15 | 10–20 | 20–40 (thay thế sự cố) |
| Thay thế cuối vòng đời (triệu VNĐ) | 12–18 (tại năm 25) | 10–15 (năm 20–22) | 0 (năm 30+) | 8–12 (năm 10–12) |
| Tổng LCC 25 năm (triệu VNĐ) | 37–58 | 34–55 | 110–210 | 42–74 |
Lưu ý: Chi phí tham khảo theo điều kiện thị trường Việt Nam 2024. Không bao gồm chi phí dừng sản xuất khi sự cố đường ống.
Phân tích kết quả LCC:
- PP-H vs HDPE: LCC gần tương đương — PP-H kháng hóa chất mạnh hơn (HF, kiềm đặc), HDPE giá vật liệu thấp hơn nhẹ. Với môi trường hóa chất đặc trưng ngành mạ và hóa chất, PP-H là lựa chọn đúng.
- PP-H vs 316L: LCC PP-H thấp hơn 3–4 lần với hóa chất ăn mòn (HCl, HF). 316L chỉ kinh tế hơn khi áp suất > 20 bar hoặc nhiệt độ > 90°C.
- PP-H vs PVC-U: LCC PP-H thấp hơn nhờ tuổi thọ dài hơn đáng kể (25 vs 10–12 năm) và ít sự cố hơn. PVC-U có xu hướng giòn và vỡ đột ngột trong môi trường lạnh hoặc va đập, gây chi phí sự cố cao.
9.2. Rủi ro chi phí ẩn khi chọn sai vật liệu ống
Chi phí ẩn lớn nhất không được hạch toán trong LCC:
Chi phí dừng sản xuất (Production Downtime):
Khi đường ống hóa chất rò rỉ hoặc hỏng → dừng toàn bộ dây chuyền liên quan để sửa chữa. Với nhà máy mạ điện doanh thu 1–5 tỷ VNĐ/ngày, mỗi ngày dừng sản xuất do sự cố đường ống = 1–5 tỷ VNĐ thiệt hại. Ống PP chất lượng cao giảm tần suất sự cố từ 1 lần/2–3 năm (ống kém chất lượng) xuống 0–1 lần/10 năm (ống premium grade) → tiết kiệm hàng tỷ VNĐ chi phí dừng sản xuất.
Chi phí xử lý hóa chất rò rỉ:
Rò rỉ HCl, HF, NaOH trong nhà máy → chi phí làm sạch, xử lý ô nhiễm, báo cáo sự cố môi trường và tiềm năng phạt hành chính. Các chi phí này thường không được tính trong LCC tiêu chuẩn nhưng trên thực tế rất đáng kể.
10. Hướng Dẫn Chọn Mua Ống PP Đúng Chuẩn — Checklist Cho Kỹ Sư

10.1. Thông số kỹ thuật bắt buộc khi mua ống PP công nghiệp
Yêu cầu kỹ thuật tối thiểu trong hồ sơ mua sắm ống PP nhà máy:
Về vật liệu:
- Nhựa PP-H grade (ghi rõ PP-H, không chấp nhận “PP” chung chung)
- Nhựa nguyên sinh (virgin resin) — không dùng tái chế
- Grade phải tương thích với ứng dụng: kiểm tra ma trận kháng hóa chất theo nhà cung cấp resin (Basell, Borealis, LyondellBasell, SABIC)
- OIT ≥ 20 phút (tiêu chuẩn), ≥ 40 phút (premium) theo ISO 11357-6 tại 200°C
Về kích thước và dung sai:
- Tiêu chuẩn kích thước: ISO 15494 hoặc DIN 8077/8078
- Dung sai đường kính ngoài và chiều dày thành: Cấp độ chính xác S1 theo ISO 15494
- SDR phù hợp với áp suất và nhiệt độ vận hành (kiểm tra MOP với f_T)
Về tài liệu đi kèm:
- MTR (Material Test Report) — Bắt buộc: Ghi rõ nhà sản xuất resin, grade, OIT, MFI, density, và kết quả kiểm tra cơ tính
- Chứng nhận CE (nếu dùng tại EU) hoặc ISO 15494 certificate
- Nhãn ống: Ghi rõ trên thân ống — tên nhà sản xuất, vật liệu (PP-H), kích thước (DN × SDR), MOP, tiêu chuẩn sản xuất, ngày sản xuất
Về kiểm tra nghiệm thu:
- Hydrostatic test theo ISO 1167 trên mẫu đại diện từng lô
- Đo OIT tại lab độc lập (không phụ thuộc lab của nhà cung cấp)
- Đo MFI để kiểm tra phụ gia nhiệt không dùng quá nhiều heat stabilizer ảnh hưởng tính năng
10.2. Dấu hiệu nhận biết ống PP kém chất lượng
7 dấu hiệu cảnh báo ống PP kém chất lượng:
- Màu sắc không đồng đều hoặc màu xám đậm bất thường — dấu hiệu nhựa tái chế hoặc lô tạp
- Bề mặt ngoài có vân hoặc sọc dọc — dấu hiệu MFI không phù hợp hoặc tạp chất trong nhựa
- Không có nhãn in trên thân ống hoặc nhãn dễ xóa (không in chìm) — không có truy xuất nguồn gốc
- Giá thấp hơn 30–40% so với mặt hàng cùng kích thước và tiêu chuẩn từ nhà cung cấp uy tín
- Không cung cấp được MTR hoặc MTR không có kết quả OIT
- OIT trên MTR < 10 phút — nhựa PP phụ gia AO cấp thấp hoặc đã bị nhiệt phân một phần
- Mối hàn thử giòn khi uốn nguội — độ kết tinh quá cao hoặc grade PP-H không phù hợp cho ứng dụng có va đập
11. Kết Luận — Ống PP Là Giải Pháp Đường Ống Vượt Trội Khi Được Chọn Và Sử Dụng Đúng
Ống nhựa PP trong nhà máy công nghiệp là vật liệu đường ống với tập hợp đặc điểm kỹ thuật hiếm có: kháng acid và kiềm đồng thời, nhẹ và dễ gia công hàn nhiệt, tuổi thọ 20–25 năm trong môi trường ăn mòn, không nhiễm ion kim loại vào chất lỏng dẫn, và chi phí LCC thấp hơn đáng kể so với đường ống kim loại tương đương.
Tuy nhiên, để khai thác đầy đủ tiềm năng này, kỹ sư thiết kế và vận hành cần nắm vững 6 nguyên tắc ứng dụng đúng:
Nguyên tắc 1 — Chọn đúng loại PP: PP-H cho hóa chất nặng và kháng hóa chất tối đa; PP-R cho nước nóng và nhiệt độ biến đổi; PP-B cho môi trường nhiệt độ thấp và rủi ro va đập; PP-EL cho môi trường dễ cháy nổ. Không dùng “PP generic” khi cần tính năng đặc thù.
Nguyên tắc 2 — Kiểm tra OIT và MTR khi mua: OIT là chỉ số chất lượng quan trọng nhất — OIT < 20 phút (tại 200°C) là ống chất lượng thấp. Yêu cầu MTR từ phòng lab độc lập, không chấp nhận cam kết miệng.
Nguyên tắc 3 — Thiết kế bù giãn nở nhiệt đúng chuẩn: α_PP gấp 10–15 lần thép — mọi hệ thống ống PP dẫn chất nóng (> 30°C) phải có expansion loop, anchor-guide points và slide saddles đúng khoảng cách DVS 2205-2.
Nguyên tắc 4 — Hàn đúng kỹ thuật DVS 2207: Butt welding tất cả đường kính > 63mm; kiểm soát nhiệt độ tấm nung (210±10°C), thời gian rút tấm nung (< 8 giây) và áp suất hàn; không hàn khi độ ẩm > 80% hoặc gió mạnh.
Nguyên tắc 5 — Gối đỡ đúng khoảng cách và chất liệu: Khoảng cách gối đỡ theo bảng tiêu chuẩn với f_T nhiệt độ; gối đỡ PP-lined hoặc saddle PP; slide plate UHMWPE tại điểm guide.
Nguyên tắc 6 — Chương trình kiểm tra định kỳ OIT và UTM: Đo OIT hàng năm và UTM 6 tháng/lần tại các điểm giám sát định kỳ — phát hiện suy giảm trước khi thành sự cố, không chờ đến khi rò rỉ.
Kỹ sư tuân thủ đủ 6 nguyên tắc này sẽ vận hành hệ thống ống PP nhà máy ổn định 20–25 năm, chi phí bảo trì tối thiểu và zero sự cố đường ống — khoản đầu tư kỹ thuật và vật liệu đúng đắn mang lại lợi ích kinh tế vượt trội trong toàn bộ vòng đời nhà máy.
Bài viết được biên soạn dựa trên tiêu chuẩn ISO 15494:2015, ISO 12162, ISO 11357, DIN 8077/8078, DVS 2205-1/2/3, DVS 2207-1/4/11/12/15, ISO 9080, ASTM F2389, tài liệu kỹ thuật từ Borealis (PP Piping Systems), Basell (PP Technical Data), Georg Fischer Piping Systems “Technical Handbook PP-H Piping” (2022), Aliaxis Industrial Solutions Handbook, và kinh nghiệm thực tiễn thiết kế, lắp đặt và đánh giá hệ thống đường ống PP trong nhà máy hóa chất, mạ điện, xử lý nước và dược phẩm tại Việt Nam và khu vực Đông Nam Á. Thông số kỹ thuật và ước tính chi phí mang tính tham khảo — cần xác nhận với điều kiện và yêu cầu cụ thể của từng dự án.